炭黑装置尾气治理设施环保改造的研究
2021-10-09 01:00李庭
科学咨询 2021年38期
李 庭
(中冶赛迪重庆环境咨询有限公司 重庆 400013)
炭黑是现代国民经济生产中不可缺少的、重要的化工原料。炭黑作为橡胶的重要补强填充剂,在轮胎生产中是仅次于橡胶的第二大类原材料。炭黑也可以作为着色剂、导电剂、紫外线屏蔽剂或抗静电剂,广泛用于塑料、电缆、涂料、油墨、静电复印等多个领域。近年来随着我国国民经济和高速公路的迅速发展,汽车轮胎产量以及橡胶消耗量的增加,炭黑的消耗量也迅速增加。炭黑的生产原料主要为两种,一是石油化工产生的渣油,二是煤炭化工产生的煤焦油。
以煤焦油为例,在炭黑反应炉中,调配好的炭黑原料油在高温下不完全燃烧,生成炭黑,并副产大量的炭黑尾气,生产1t炭黑副产的尾气约8 000m3[1],炭黑尾气中含有大量可燃成分,如炭黑尘、CO等。为节约能源,减少排污,炭黑企业一般配备尾气焚烧装置和发电装置用于处理炭黑尾气。由于炭黑尾气特性,燃烧后烟气中含大量的NOX、SO2、颗粒物等污染物,存在超标排放的风险。华南某企业对炭黑生产装置产生的尾气采用锅炉燃烧,富余蒸汽用于汽轮机发电,燃烧烟气按照温度递降设置了脱硝脱硫除尘装置,取得了较好的环保效益和经济效益。
一、炭黑尾气排放特征
典型的炭黑生产工艺流程见图1。

图1 炭黑生产的工艺流程图
炭黑原料油在炭黑反应炉中燃烧,温度可达到1 700℃~2 000℃。根据研究[2-3],温度超过1 300℃,将产生大量的热力型NOX,即高温燃烧过程中助燃气体或空气中氮元素被氧化生产NO,之后NO转化为NO2。根据监测,炭黑尾气的主要成分见表1。

表1 炭黑尾气主要成分
由表1可见,炭黑尾气中含有CO、CH4等可燃成分,炭黑尾气中还含有炭黑烟尘,热值一般可达到2 700kJ/m3。炭黑行业炭黑尾气普遍采用尾气锅炉焚烧方法进行炭黑尾气余热回收,由于炭黑生产工艺决定了尾气中存在较高的NOX,因而尾气的二次燃烧产物中NOX含量高达0.6‰~0.8‰。并且掺烧的可燃成分中含有机硫和无机硫,导致SO2浓度也比较高。根据在线装置监测结果显示,炭黑尾气采用锅炉燃烧后的出口烟气特征见表2。

表2 炭黑尾气锅炉燃烧后烟气特征
由表2可见,炭黑尾气锅炉燃烧后NOX、SO2、颗粒物浓度较高,且波动幅度比较大,不处理对环境污染较大。
二、炭黑尾气环保改造
(一)脱硝工艺
目前脱硝主流技术包括:选择性催化还原(SCR)、选择性非催化还原(SNCR)和SCR-SNCR混合技术[4-5]、活性炭吸附法、臭氧氧化脱硝技术[6]等,从经济技术可行性角度来讲,SCR仍然是最有效的NOX治理技术。基于此,采用SCR脱硝技术进行炭黑尾气锅炉废气脱硝装置改造,改造后的脱硝工艺流程详见图2。

图2 SCR脱硝工艺
由图2可见,将炭黑生产装置产生的炭黑尾气,送入尾气锅炉进行焚烧处理,并产生蒸汽,锅炉烟气出来后温度较高,约为320℃~400℃,烟气与尿素热解后的氨空气混合气体混合,最后进入SCR反应器,在催化剂表面发生选择性催化还原,将NOX还原为N2后,进入高温空预器,再进入脱硫程序。
(二)脱硫工艺
1.烟气脱硫技术
烟气脱硫技术成熟多样,以脱硫剂分类,比较常见的为钙法(石灰石/石灰—石膏)、镁法(氢氧化镁、氧化镁等)、钠法(氢氧化钠、亚硫酸钠等)、氨法等[7-8]。目前,该法因技术成熟可靠、脱硫剂来源广泛易得、脱硫效率稳定等优点,成为国内脱硫工艺主流选择。所以选择石灰石—石膏法进行脱硫改造:脱硝系统出口烟气经增压风机增压,换热器换热降温至约130℃,进入脱硫吸收塔,石灰石浆液吸收烟气中的SO2、颗粒物。
脱硫后的烟气含水率较高,因此采用湿式电除尘器进一步去除颗粒物。
炭黑尾气环保改造总体工艺流程如图3。
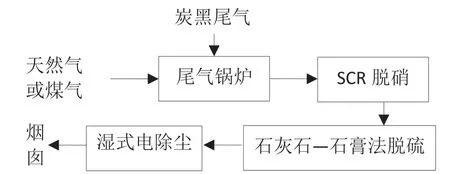
图3 炭黑尾气环保改造总体工艺流程
2.改造效果
从节能角度,本项目利用锅炉燃烧,对炭黑尾气中的化学能进行利用,产生的蒸汽可用于发电、供热;锅炉燃烧后烟气温度较高,适合SCR烟气脱硝反应温度,脱硝后再进行脱硫和除尘,不需额外加热节约能源。
从减排角度,根据监测结果,处理后的污染物排放浓度见表3,减排效率基本在95%以上,减排效果好。

表3 烟气处理后的污染物排放浓度
3.需重点关注的地方
SCR环节会有部分氨逃逸,进入脱硫程序前与烟气中的SO2结合生产硫酸铵盐类或亚硫酸氨盐类物质,沉积在空预器换热片上,引起低温结垢腐蚀,并最终导致出口烟气中含氧量较高。
由于脱硫后烟气含水率较高,需采用湿式电除尘器,且经成品筛分、除尘等工艺处置后的炭黑尘粒径非常小,在监测颗粒物浓度时,宜采用细颗粒物的监测方法。
三、结束语
炭黑尾气中含有较多的可燃成分和有机物,可用于燃烧产生蒸汽等能源介质,有利于节约能源,但是燃烧后的废气中含有较高浓度的NOX、SO2、颗粒物,且浓度波动幅度较大,宜采取措施进一步处理达标。
炭黑尾气锅炉烟气采用典型SCR脱硫技术、石灰石—石膏法脱硫,污染物去除效率较高,但同时也带来低温结垢腐蚀等问题。期待未来开发出更多适合炭黑尾气锅炉烟气特点的脱硫多效技术,使操作更便捷,更节能降耗。
猜你喜欢
橡胶科技(2022年8期)2022-09-01
橡胶工业(2022年5期)2022-07-20
橡塑资源利用(2022年1期)2022-06-17
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
燃料化学学报(2022年1期)2022-02-17
科技经济导刊(2021年24期)2021-11-30
昆钢科技(2021年2期)2021-07-22
昆钢科技(2021年1期)2021-04-13
消费导刊(2018年10期)2018-08-20
汽车维护与修理(2015年1期)2015-02-28