基于尺寸精度的铝合金减震器塔结构设计及优化
2022-02-21 03:04阚洪贵鲁后国
汽车实用技术 2022年2期
阚洪贵,赵 震,鲁后国
基于尺寸精度的铝合金减震器塔结构设计及优化
阚洪贵,赵 震,鲁后国
(安徽江淮汽车集团股份有限公司技术中心,安徽 合肥 230601)
铝合金作为一种优质轻量化材料在轻量化车身上的应用越来越广泛,为了确保铝合金零部件的使用功能和性能,设计人员在设计前期就需要对零部件的精度进行设计分析和优化。文章基于一种压铸铝合金减震器塔的零部件,首先对该铝合金零部件精度进行分析摸底并识别出影响该铝合金零部件精度的两个关键要素,再分别针对两个关键要素进行优化设计,重点一是优化加强筋结构,以增加减震器塔本体的刚度和抗变形能力,另外是增加热处理工艺中夹具支撑块结构,通过外力支撑来增加抗变形能力。结果表明:合理的加强筋布置能有效提升减震器塔本体的刚度、强度和尺寸精度;热处理时需设计专用支撑夹具,且支撑夹具要保证所有重要安装面的支撑,避免铝合金减震器塔局部出现悬臂,通过外力支撑来防止变形。
轻量化车身;压铸铝合金减震器塔;尺寸精度;结构优化;热处理工艺
引言
随着国家节能减排政策的日益严格,车身轻量化已成为汽车行业发展的一大趋势。铝合金密度为钢的1/3,铝合金替换钢,按等刚度/强度计算,理论上可实现45%以上的减重(相对普板),铝合金作为一种优质轻量化材料在车身上的应用越来越广泛。本文基于尺寸精度论述了一种新型压铸铝合金减震器塔的结构设计与优化过程。
1 尺寸精度要求
本文所述的减震器塔采用SF-6铝合金材质(AlSi10Mn-Mg),周边件为高强度钢,搭接沿用原钢制结构边界,铝合金减震器塔与周边钢制件采用SPR、FDS等铆接方式连接[1]。基于功能、性能和工艺性等要求,铝合金减震器塔主要与控制臂和减震器的安装、与周边件的铆接配合、热处理工艺夹具的匹配等几方面强相关,涉及的尺寸精度主要是定位孔、重要安装孔的尺寸和位置度、重要安装面、铆接面的轮廓度,具体的尺寸精度要求见表1。
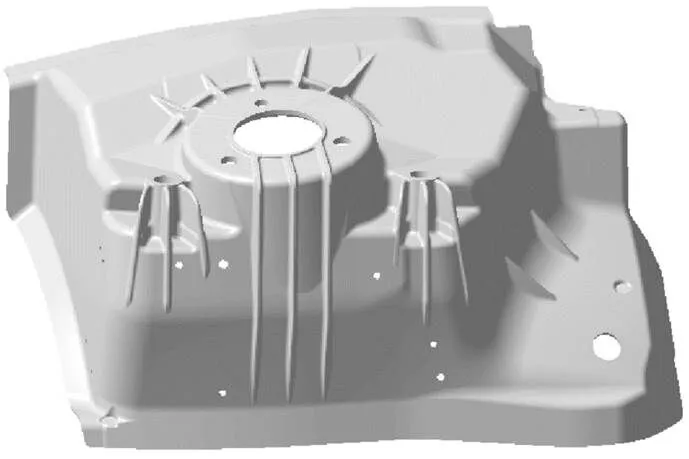
图1 铝合金减震器塔图示
表1 铝合金减震器塔尺寸精度要求汇总
序号位置精度要求 1主、副定位孔尺寸精度0~+0.1,位置度0 2控制臂安装孔尺寸精度0~+0.2,位置度±0.5 3减震器安装孔尺寸精度0~+0.2,位置度±0.5 4线束支架安装孔尺寸精度0~+0.2,位置度±0.5 5控制臂安装面轮廓度1.0 6减震器安装面轮廓度1.0 7铆接贴合面轮廓度1.0 8热处理夹具支撑面轮廓度1.0 9其余面轮廓度2.0
影响铝合金减震器塔尺寸精度的主要有两方面,一是减震器塔本体的结构设计,合理的搭接过渡面、加强筋布置、拔模角度等设计能保证减震器塔本体的刚度、强度和尺寸精度。二是工艺设计,本文所述的铝合金减震器塔采用高真空压铸,热处理采用T6工艺,合理的工艺参数和工装设计对铝合金减震器塔的性能和尺寸精度影响显著。
2 铝合金减震器塔结构设计
铝合金减震器塔搭接沿用原钢制结构边界,减震器塔外侧与前边梁搭接,内侧与发动机舱前边梁搭接,前侧与轮罩前板搭接,后侧与前围总成搭接。如下图2所示。根据调研,铝合金减震器塔包与周边钢质钣金件通过SPR+结构胶、FDS+结构胶、高强度抽芯铆钉+结构胶三种连接方式。

图2 铝合金减震器塔与周边件连接图示
表2 铝合金减震器塔热处理工艺参数表
序号名称规格 1固溶温度/℃535±5 2固溶加热时间/min≤90 3保温时间/min120 4淬火转移时间/s≤14 5淬火空气温度常温 6时效温度/℃200±5 7时效加热时间/min90 8时效保温时间/min120
热处理夹具设计(基于工艺):本方案压铸铝合金减震器塔热处理采用T6工艺,即固溶热处理+人工时效,具体热处理工艺参数见表2,考虑到压铸铝合金减震器塔在进行热处理时易发生变形,为保证压铸铝合金减震器塔的尺寸精度,设计了热处理专用支撑夹具,专用夹具对关键的支撑面和安装结构进行有效支撑[2],如图3所示。

图3 热处理专用夹具图
3 精度检测及结构优化
3.1 精度检测
利用扫描仪对热处理后的铝合金减震器塔实物进行型面扫描,扫描的点云与设计数模进行比对,从而计算出实物与设计状态的偏差。
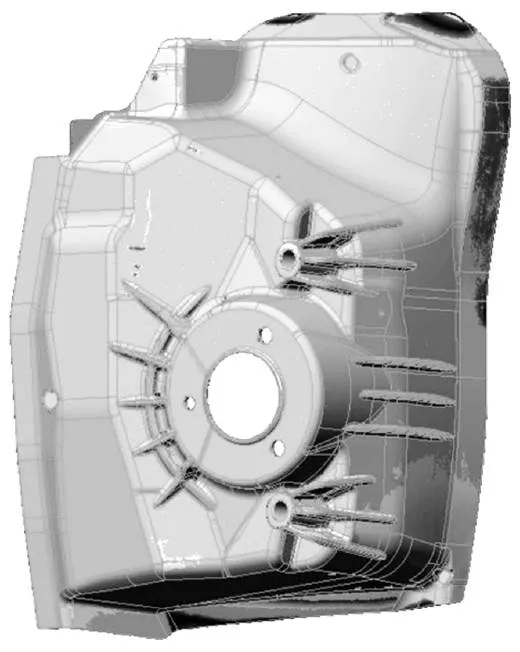
图4 扫描结果图
扫描结果如图4所示,从图中可以看出,铝合金减震器塔向前后两端的搭接面尺寸超差较大,即热处理变形较严重。
3.2 结构优化
基于扫描结果可以看出热处理后的铝合金减震器塔向前后两端搭接面、向与上边梁的搭接面变形较严重,直接影响与周边件的匹配搭接;通过分析,向前后两端、向的搭接面和立面变形较严重的主要原因是变形区域刚度较弱,缺少加强支撑结构,等效悬臂较长,热处理过程受重力影响较大,从而产生变形。
结构优化主要从两方面着手:一是优化铝合金减震器塔本体结构,在变形严重的向前后两端搭接面、向与上边梁搭接面与立面的过渡区适当增加和优化加强筋结构,以增加减震器塔本体的刚度和抗变形能力,如图5所示。
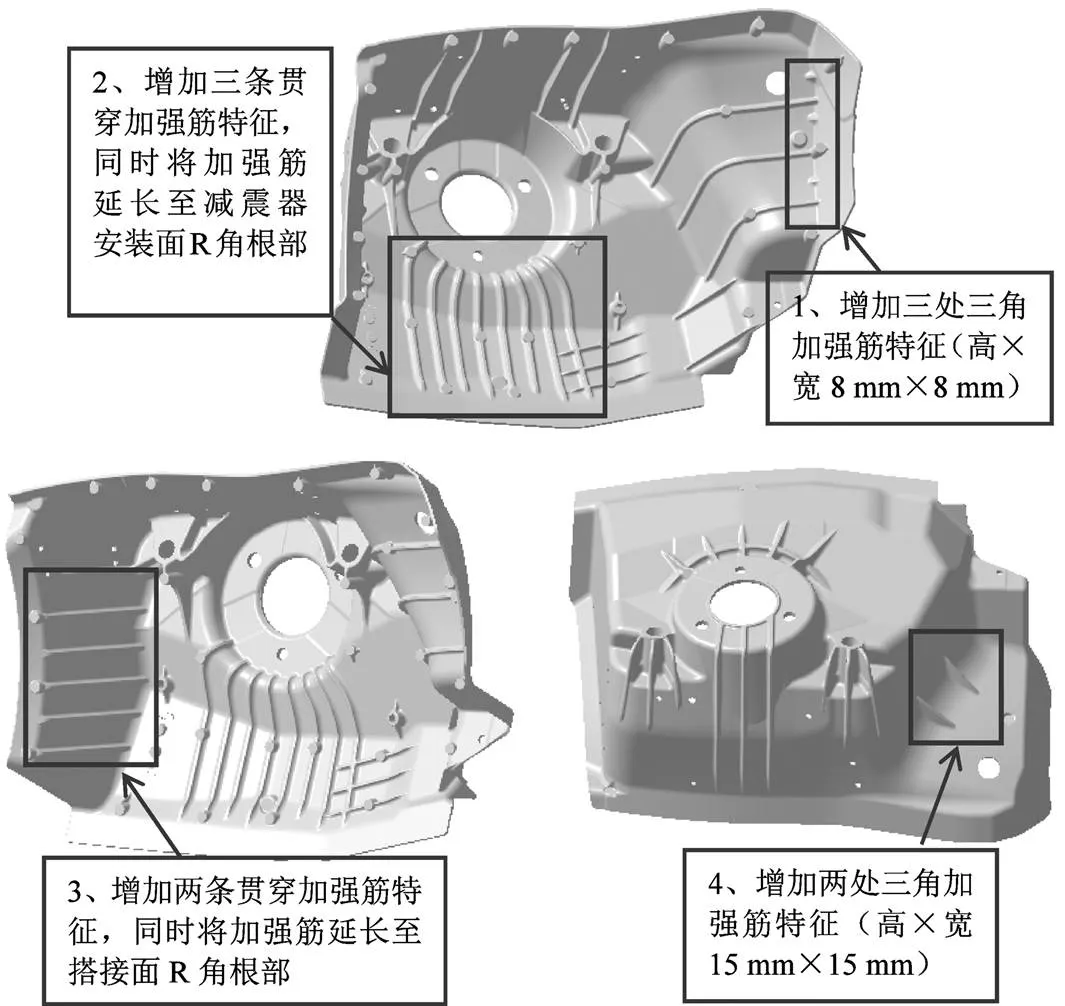
图5 减震器塔本体优化图
结构优化另一方面是优化热处理专用夹具结构:原始的热处理专用夹具结构较简单,仅有1个主支撑和1个辅支撑,造成减震器塔本体较多重要搭接面、连接面悬空无支撑,变形是因为缺少加强支撑结构,悬臂结构较多且较长。因此在变形严重的向前后两端搭接面、向与上边梁搭接面、立面和过渡区等位置增加支撑块结构(新增11处辅支撑),通过外力支撑来增加抗变形能力,如图6所示。
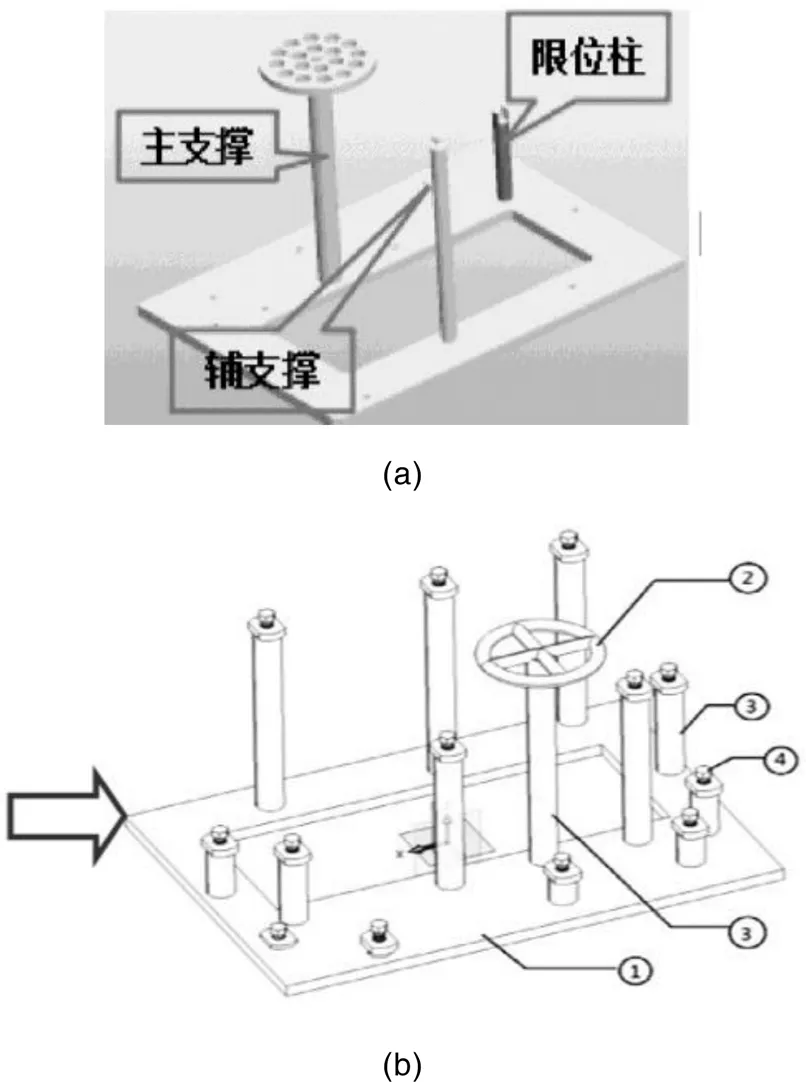
图6 热处理专用夹具优化前后对比图示
3.3 优化方案精度检测
利用扫描仪对结构优化后的铝合金减震器塔实物进行型面扫描,扫描的点云与设计数模及优化前实物进行比对,从而计算出实物与设计状态的偏差。
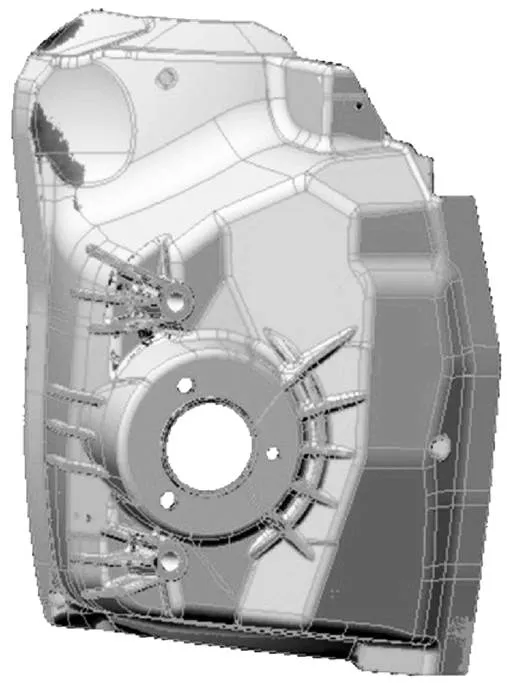
图7 优化前后铝合金减震器塔扫描结果对比图
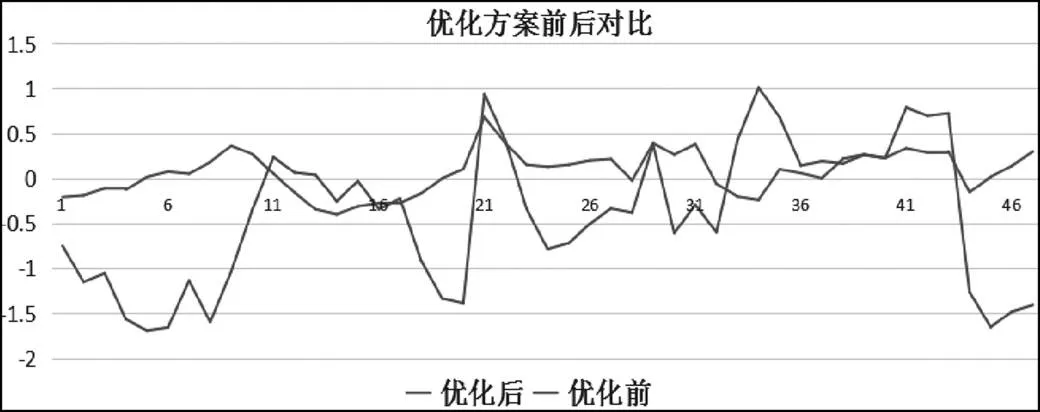
图8 优化前后的对比曲线
扫描结果如图7所示,选取47个典型检测点进行统计分析,从图表中可以看出,结构优化后铝合金减震器塔尺寸精度提升效果显著,且均已达标。
表3 优化前后铝合金减震器塔扫描结果汇总表
序号优化前优化后序号优化前优化后 点1−0.753−0.209点25−0.7210.152 点2−1.153−0.19点26−0.5050.199 点3−1.054−0.112点27−0.3370.215 点4−1.568−0.127点28−0.383−0.024 点5−1.6940.014点290.3730.392 点6−1.6590.074点30−0.6090.263 点7−1.1380.05点31−0.2950.382 点8−1.5990.182点32−0.599−0.061 点9−1.0340.363点330.425−0.203 点10−0.350.268点341.01−0.24 点110.2360.052点350.6780.101 点120.064−0.159点360.1430.057 点130.036−0.346点370.1910 点14−0.255−0.402点380.1660.218 点15−0.03−0.312点390.260.264 点16−0.344−0.275点400.2230.226 点17−0.224−0.273点410.7910.336 点18−0.916−0.169点420.6950.286 点19−1.336−0.001点430.7240.298 点20−1.3910.103点44−1.264−0.155 点210.9390.681点45−1.6550.015 点220.4160.39点46−1.4840.139 点23−0.3410.152点47−1.4090.296 点24−0.7890.129
4 结论
本文基于铝合金减震器塔的尺寸精度目标要求,重点论述了从铝合金减震器塔本体结构和热处理工艺夹具两方面进行设计、检测验证和优化的过程,最终完成目标达成。
过程中总结了以下两点结论可供参考:(1)合理的加强筋布置能有效提升减震器塔本体的刚度、强度和尺寸精度;(2)热处理时需设计专用支撑夹具,且支撑夹具要保证所有重要安装面的支撑,避免铝合金减震器塔局部出现悬臂,通过外力支撑来防止变形。
[1] 鲁后国,张炳力.铝合金压铸减震器塔结构设计研究[J].汽车实用技术,2019 (05):135-137.
[2] 唐程光,唐淳.铝合金高真空压铸减震器塔成型工艺方案设计研究[J].汽车实用技术,2020(24):164-165.
Structural Design and Optimization of Aluminum Alloy Shock Absorber Tower Based on Dimensional Accuracy
KAN Honggui, ZHAO Zhen, LU Houguo
( JAC Technical Center, Anhui Hefei 230601 )
As a kind of high quality lightweight material, aluminum alloy is used more and more widely in lightweight car body. In order to ensure the function and performance of aluminum alloy parts, in the early stage of design, designers need to analyze and optimize the precision of the components. In this paper, based on a die-casting aluminum alloy shock absorber tower components, firstly, the precision of the aluminum alloy parts is analyzed and the two key factors that affect the precision of the aluminum alloy parts are identified, and then the two key factors are optimized respectively, in order to increase the stiffness and anti-deformation capacity of the shock absorber tower, one is to increase the supporting block structure of the Heat treatment fixture, and to increase the anti-deformation capacity through the external force support. The results show that the stiffness, strength and dimensional accuracy of the shock absorber tower can be effectively improved by proper arrangement of stiffeners, and the special support fixture should be designed to ensure the support of all important mounting surfaces, avoid aluminum shock absorber tower part of the cantilever, through external support to prevent deformation.
Lightweight vehicle; Die-cast aluminum alloy shock absorber tower; Dimensional accuracy; Structural optimization; Heat treatment process
U466
B
1671-7988(2022)02-45-04
U466
B
1671-7988(2022)02-45-04
10.16638/j.cnki.1671-7988.2022.002.011
阚洪贵(1983—),男,本科,车体设计专家,就职于安徽江淮汽车集团股份有限公司技术中心,主要从事车体设计和研发工作。
复杂薄壁压铸铝合金零部件成形与应用关键共性技术研究项目(2016YFB0101603)。
猜你喜欢
金属热处理(2022年2期)2022-11-16
金属热处理(2022年7期)2022-11-16
汽车实用技术(2022年9期)2022-05-20
金属热处理(2022年1期)2022-03-15
安徽工程大学学报(2021年3期)2021-08-02
河南科技(2020年36期)2020-06-10
装饰装修天地(2018年12期)2018-07-09
卷宗(2016年11期)2017-03-24
科学与财富(2017年6期)2017-03-19
科教导刊·电子版(2017年2期)2017-03-14