基于PLC 的摩擦式提升机滑绳保护系统设计分析
2022-03-24 06:46倪飞
机械管理开发 2022年1期
倪 飞
(晋能控股煤业有限公司青磁窑煤矿, 山西 大同 037000)
引言
在摩擦提升机中,滑绳保护装置扮演着非常重要的角色,通常保护保护矿井安全生产应对危险滑动趋势起着非常大的作用。滑绳事故的原因有很多诸如钢丝绳与摩擦衬垫的摩擦导致摩擦因数下降,制动力矩超标等。为了能够更好地保障提升机的可靠性,以西门子57-1200 PLC 为核心设计了一种滑绳保护系统。由于力具有可传性,因此可以将借助PLC 系统同步测量钢丝绳对摩擦衬垫的压力以及相应的脉冲输出。当处于允许的滑动极限内时,通常可以借助模糊控制机制对带载提升机进行可靠制动。
1 摩擦提升机滑绳保护系统设计方案
图1 表示相应的摩擦提升机结构示意图。工作过程如下所示:在电动机的驱动下,带动钢丝绳,有钢丝绳提供牵引力,将动力传递给摩擦轮衬垫,在与钢丝绳的摩擦下实现提升容器的升降。
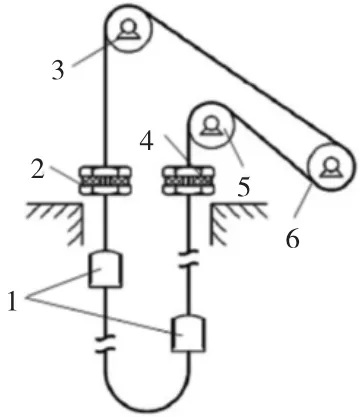
图1 表示相应的摩擦提升机结构示意图
为了能够有效地提高提升机的可靠性,对提升机的滑动状态进行实时调整,与此同时对天轮与摩擦轮的主轴编码器输出脉冲进行通不处理。假如监测到的脉冲数量存在较大的差异性,并且相对位移超过了允许值,那么机械手将钢丝绳直接抱紧。
为了能够更好地优化滑绳系统,设计了如图2所示的主控回路与辅助控制回路双闭环优化方案。

图2 滑绳保护系统优化方案
对于主控回路而言,选用传统的滑绳保护装置,以天轮以及摩擦轮主轴编码器所反馈的脉冲数为基础,借助控制器辨识给定的△x 下,相应的脉冲序列线速度偏移量用△x 表示,这样可以从检测到钢丝绳的滑移位移xAC;将该数值与设定的数值xPC进行对比,假如滑移位移超过了该数值后,那么相应的电控液压阀将会得电,从而向机械手发出指令将抱紧钢丝绳,从而可以避免出现滑绳事故问题。
为了防止提升机产生滑绳问题,通常可以在摩擦轮衬垫与主轴轮毂之间设置应变片压力传感器,这时选取测压力pAC以及与之相应的提升机输出功率PAC等参数,将这些参数当做辅助控制回路的反馈信号,与此同时需要借助控制器处理信号,最终可以给出功率变化量,压力变化量pEE时变量△pEV以及相应的△pEE。最终可以借助模糊控制程序在线处理反馈输入的变化量以及相应的时变化量,这样可以依据负载变化情况,计算出允许的最大制动扭矩[1]。
由此可以看出,主控回路可以为滑绳保护提供直接的保护。主要应用于如下几个方面:钢丝绳与摩擦衬垫之间的摩擦因数相对较低的情况;超载或者制动力过大的情况。而相应的辅助控制回路作用在于可靠回路方面,在负载变化的情况下调整制动力矩,从而可以最大限度地避免滑动极限值[2]。
2 滑绳保护系统设计
2.1 PLC 选型与硬件设计
在PLC 选型的过程中,充分考虑滑绳保护以及安全制定的灵活性以及性价比,本设计选用57-300 PLC。 从功能角度进行分析选用 CPU 1214CDC/DC/DC 为滑绳保护从站的控制器,如图3所示。为了能够满足PROFIBUS-DP 的功能需要,在CPU1214C 扩展了一个DP 从站单元CM 1242-5,这样可以构建一个从站提升机滑绳保护系统。

图3 PLC 硬件原理图
通过查阅相关资料可以发现,CPU 1214C 设置了如下几个端口:2AI、14DI、10DQ。与此同时为了满足液压系统、声光系统以及传感器,设置了CPU 1214C 的物理端口,如表1 所示。主要涉及开关输入量、输入与输出单元。其中CPU 1214C、SM 1231 能够对系统的油温、泵电机温度以及流量等进行监测。检测到数据后将其传输给CPU 控制器,经过处理后将其传输给SM 1232 输出调节伺服阀[3]。
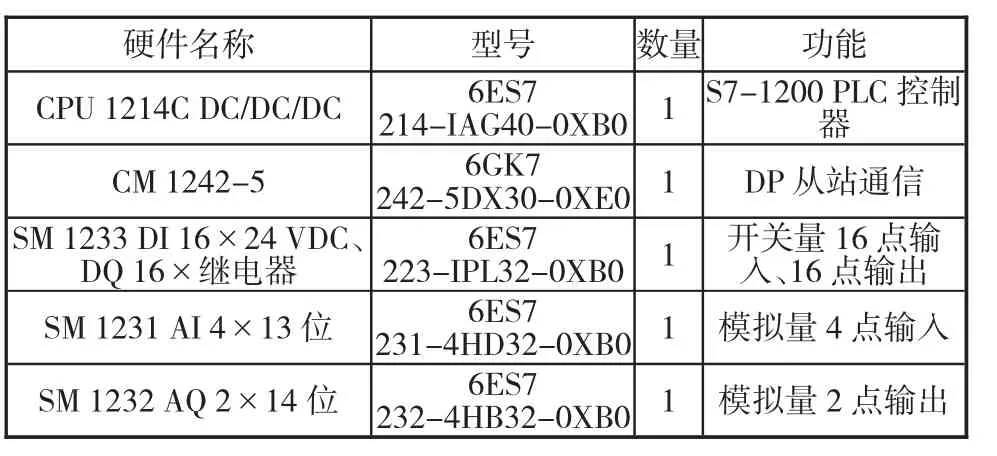
表1 滑绳保护系统选型
通过分析滑绳保护装置可以看出,当主控回路处于工作状态时,能够将信息传输给反馈输入摩擦轮以及天轮主轴的编码器。通过分析手册可以看出,CPU 1214C 内部设置了6 个高速计数器,能够对单相低于100 kHz 的脉冲信号进行测量。由此可以看出,摩擦轮以及天轮设置的频率应小于100 kHz,图4 表示24 VNPN 输出的增量型编码器,相应得到每转输出脉冲数N=2 000 个。假如主轴转速达到了50 r/s,那么对应的相应频率可以达到100 kHz。与此同时,编码器与A、B、C 相与CPU 1214 进行连接,其中C、A、B 相脉冲相差90°。从而可以正确地判断天轮以及摩擦轮的方向。假如C 相输出了零电位信号后,能够精确地计算出△t 内摩擦轮和天轮主轴编码器脉冲输出数N1和N2。

图4 摩擦轮和天轮主轴编码器的脉冲输出接线图
2.2 滑绳保护功能与软件设计
主副双闭环控制回路可以看出,滑绳抱紧系统包括如下几个子程序:启动程序单元、主程序单元、应用子程序。其中,在主程序中可以实现循环调用如下单元:数据采集与处理单元、故障处理单元、通信控制单元、滑绳保护单元、安全制动单元等,这样可以实现分立单元的运行。
通常在调用57-1200 PLC 控制程序的过程,必须将其设定在OB 100 启动程序块以及相应的OB1主程序块中。其中,在对主程序进行初始化的过程中,往往需要借助OB 100,与此同时为了能够更好地保护滑绳,在系统中设定了终端服务入口。依据两个装置编码器的输出情况,当触发滑绳故障中断,与此同时出现调用滑绳保护程序,以及开关量控制单元SM1223 输出控制电控液压阀以及液压泵动作,从而可以使得液压驱动以及相应的机械手制动副能够抱紧钢丝绳。为了能够有效地防止出现滑绳现象,通常在OBl 中调用安全制动子程序,依据相应的模糊控制流程进行控制,这样可以借助SM1231 以及CM1242-5 检查得到压力信号PAA 以及相应地提升机功率参数PAC。经过处理后,进而得到相应的功率变化量,以安全制动子程序为基础,在借助模糊算法计算出滑动极限允许的最大制动力矩,接着将得到的数据传输给电液伺服电机,从而可以实现更好地控制提升机。
安全制动系统触发时选用紧急制动的形式。在该软件中,将反馈信号进行AD 转换,在该软件内设置有5530 到27648 模拟信号,这样可以与传感器的4~20 mA 模拟量进行匹配。接着对变化量以及时变量进行计算,从而可以有效地处理输入参数。随机将5530 到27648 模拟信号转成成为-5~+5 的模糊论域,为了能够更好地进行查询,将在-5~+5 的数字与0~11 进行匹配。这样可以对模糊化的参数进行判断,假如超过设定值,那么将进行模糊输入。对查询数据单元中的模糊规则进行查询,接着借助DA 转换可以把模糊输出的-27 648~+27 648 转化与之对应的-10~10 V 电信号,最终可以借助电液伺服阀以及相应的液压系统完成制动。
3 结语
为了能够有效地提高提升机制动的可靠性,制定了滑绳保护系统,与此同时设计了相应的PLC 控制系统。该方案以S7-1200 PLC 核心,设计出相应的控制方式以及硬件结构。其中选用主控制回路的形式对滑绳提供直接的保护,同时以摩擦轮以及相应的滑绳位移位反馈基础,选用液压驱动以及机械手制动钢丝绳。而相应的辅助回路可以设定为模糊算法,这样可以提高负载以及相应的绳轮径向压力为反馈,能够提供最大的制动力矩。该系统可以大大提高提升机的可靠性,最大限度降低滑绳的事故率。
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
电子乐园·上旬刊(2022年5期)2022-04-09
科学技术创新(2021年5期)2021-03-17
——编码器
演艺科技(2020年7期)2020-08-13
当代陕西(2019年24期)2020-01-18
科学与财富(2016年34期)2017-03-23
探测与控制学报(2015年4期)2015-12-15
中国高新技术企业(2015年13期)2015-04-30
装备环境工程(2015年5期)2015-02-28
科技传播(2014年4期)2014-08-15