
隔壁塔在分离三元及共沸混合物中应用的研究进展
2022-06-27 05:55武海涛刘甜甜刘勇军
天然气化工—C1化学与化工 2022年3期
王 旭,武海涛,刘甜甜,潘 丽,冯 翀,梅 雪,刘勇军,黄 伟,3
(1. 太原理工大学 省部共建煤基能源清洁高效利用国家重点实验室,山西 太原 030024;2. 华阳集团碳基合成材料研发中心,山西 太原 030032;3. 山西浙大新材料与化工研究院,山西 太原 030024)
精馏是现代化工重要的分离手段,也是整个化工行业中能耗最大的操作单元。据统计,分离能耗约占整个化工生产总能耗的40%~70%,而其中95%的能耗来自精馏单元[1]。随着我国“30·60”双碳目标的提出,开发新的节能技术以降低精馏过程能耗成为相关领域学者研究热点,认为节能提效是我国实现“碳达峰、碳中和”的首要选择。特别是在化石能源日益短缺的今天,以变革节能方式推动能源高质量发展将为我国的经济与环境带来深远影响。
精馏过程由于需要对混合液重复进行蒸发和冷凝,轻、重组分分别在气相和液相富集,因此存在能耗高、效率低的问题。20 世纪90 年代,STANKIEWICZ等[2]提出过程强化技术,其目的是在解决高能耗、高污染问题的同时增加化工生产的可操作性和安全性。而热耦合精馏塔[3]中的气、液物流通过主塔与副塔之间的双向连接,实现了物料与热量的直接耦合,是过程强化技术在精馏领域的应用,即精馏强化。精馏强化亦可通过采用新工艺或高效率、低耗能的设备来实现,例如多效精馏[4-6]以多塔代替单塔,使能位高的塔顶蒸汽为能位低的塔底再沸器加热,蒸汽在供热的同时给自身降温,即充分利用冷热介质之间过剩的温差,从而达到节能的目的;精馏强化还可以通过优化操作条件来实现,例如选择适宜的回流比和操作压力等工艺参数以及选择合适的进料位置和进料状态等[7];此外,在精馏过程中引入能量分离剂如微波场、超重力场和超声场等外场能量来提高过程的生产效率,缩短过程时间,也是精馏强化的一种手段[8]。近年来,随着工程专业技术的开发及计算机技术的发展,精馏强化与节能技术在基础理论、关键技术和装备等方面均取得了显著的进步。
作为新型的精馏强化技术,分隔壁精馏塔(隔壁塔)是热耦合精馏塔的一种特殊类型,起初由LUSTER提出用于裂解气的分离并申请了一项美国专利[9],后来WRIGHT[10]提出了用途更为广泛的一般意义上的隔壁塔概念。从1985 年世界上首套隔壁塔工业分离装置由德国 BASF 公司搭建并投入使用以来,隔壁塔工业分离装置也已超过100 座,在分离领域的应用也越来越广泛。但国内关于隔壁塔的专利很少,且研究结果基本停留在基础研究阶段,也几乎没有工业应用的相关报道。研究表明,与传统精馏塔相比,隔壁塔在多组分分离过程中节能在30%以上,对于部分特殊物系的分离,甚至可节能50%~60%;此外,由于隔壁塔集主塔和副塔于一体,故而还可节省40%的设备占用空间以及约30%的投资费用[11-12]。因此,隔壁塔能克服传统多效精馏和热泵精馏等精馏强化方面的不足。
本文阐述隔壁塔的分离原理;重点综述目前3 种不同类型(分隔壁在中部、顶部和底部)隔壁塔——隔壁精馏塔、萃取精馏隔壁塔和共沸精馏隔壁塔在分离三元及共沸混合物中应用的研究进展,以及反应精馏与隔壁塔技术相结合的反应精馏隔壁塔在反应精馏一体化中应用的研究进展;通过典型物系,对比分析隔壁塔技术和传统精馏技术在节能降耗、减少操作费用和降低年度总费用方面的优势;最后指出目前隔壁塔发展中存在的问题以及未来可能的发展趋势。
1 隔壁塔分离原理
隔壁塔是在普通精馏塔的内部垂直放置一块隔板,隔板将精馏塔内部分隔成公共精馏段和公共提馏段、预分馏段和侧线精馏段。隔壁塔示意如图1所示[13]。

图1 隔壁塔示意[13]Fig. 1 Schematic diagram of dividing wall column[13]
精馏塔中隔板的设置实现了双塔的分离功能,使三元混合物的分离可以在单塔内进行,三元混合物从预分离塔中间进料,在预分馏段,轻组分A和部分中间沸点组分B上移至公共精馏段,剩余部分B和重组分C下移至公共提馏段;随后,A和B在公共精馏段进行二次分离,而B和C也同时在公共提馏段进行二次分离,最终轻组分A在塔顶采出,中间沸点组分B在侧线采出,重组分C则在塔釜采出。可以看出,隔壁塔只需要1 个精馏塔、1 个再沸器和1 个冷凝器就可以实现三元混合物的分离,其较常规流程具有能耗低、设备投资少以及占地面积小等优点。此外,从隔壁塔侧线位置及时采出高含量的中间沸点组分,避免了中间沸点组分的返混和能效的损失,减少设备投资的同时降低了能耗[14]。隔壁塔已广泛应用于各类混合物的分离,其作为精馏过程强化的有效手段,也应用于一些特殊精馏过程,如反应精馏隔壁塔、共沸精馏隔壁塔以及萃取精馏隔壁塔[15]。
2 隔壁塔应用的研究进展
隔壁塔根据隔板在塔身的轴向位置,将隔板在中间、顶部和底部的隔壁塔分别称为隔壁精馏塔、隔壁侧线精馏塔(萃取精馏隔壁塔)以及隔壁侧线提馏塔(共沸精馏隔壁塔);将反应精馏与隔壁塔两种过程强化技术相结合,则为反应精馏隔壁塔[16]。本节主要介绍隔壁塔技术在三元混合物、二元共沸物混合物以及醇-水混合物分离中应用的研究进展。
2.1 隔壁精馏塔在分离三元混合物中应用的研究
三元混合物如混合烯烃、醇、芳烃以及胺类等一般采用隔板位于中间位置的隔壁精馏塔进行分离。
叶青等[17]采用Aspen Plus软件模拟了隔壁精馏塔分离乙醇-正丁醇-正己醇的三元混合物并与实验结果进行比较。结果显示,模拟数据与实验结果相吻合;相比常规双塔流程,达到相同的分离效果,采用隔壁精馏塔更节能;当乙醇、正丁醇及正己醇进料的物质的量之比为1:3:1 时,可节能25.9%,且中间沸点组分占比越高,节能效果越好。周由之等[18]为完善CO加氢制混合醇工艺,采用隔壁塔技术和双效精馏相结合的方式分离中试级别产量的混合醇。模拟结果显示,采用低压-常压逆流双效精馏方式能耗最低,仅为多塔序列能耗的51.4%;动态控制显示温度-组成的串级控制策略DB/LSQR在面对流量干扰时,调节时间最短和最大质量偏差最小[19]。
钱春健等[20]设计并搭建了小试隔壁精馏塔用于分离苯、甲苯和二甲苯三元分混合物,同时考察了回流比、进料速率、组成及回流液在预分馏段与侧线精馏段的分配比等因素对分离效果的影响。结果表明,当总进料速率为1.1 mL/min、V(苯):V(甲苯):V(二甲苯) = 1:3:1、回流比为6:1 以及回流液在预分馏段与侧线精馏段的分配比为1:2 时具有最佳的分离效果,此时塔釜中只有二甲苯,塔顶采出的苯和侧线采出的甲苯的质量分数分别达94.9%和96.4%。李军等[21]采用隔壁精馏塔分离二甲苯时,以再沸器负荷和年操作费用为目标,获得了最优的工艺操作参数,相比常规工艺,隔壁精馏塔节能29.5%,年操作费用减少28.7%;此外,该团队还进行了动态控制方面的模拟,结果显示,温度-组成串级控制的效果最优,调节时间最短至2.97 h,最大摩尔偏差最低仅至0.0015[22]。
在烯烃和烷烃分离方面,叶青等[23]在自制的隔壁精馏塔小试装置上进行了正己烷-正庚烷-辛烷三元混合物的分离实验研究。结果表明,当进料位置和出料位置均在隔壁精馏塔中间且回流比为5、液体分配比为1 时,塔顶采出的正己烷、侧线采出的正庚烷和塔釜采出的辛烷的质量分数分别可达99.72%、95.48%和96.80%,与常规精馏塔相比,侧线和塔釜采出物纯度更高,这和Aspen Plus软件模拟结果相一致。此外,有研究者将隔壁精馏塔用于甲醇制烯烃产品的分离,得到质量分数为99.99%的聚合级乙烯和99.80%的聚合级丙烯,表明隔壁精馏塔用于烯烃的分离也是可行的,这为工业应用提供了有力证据[24]。
此外,隔壁精馏塔用于醇-水[25]、胺类[26]、裂解汽油[27]以及氯烷烃[28]等体系的分离研究结果显示,采用隔壁精馏塔工艺分离三元混合物比传统的双塔工艺在节约能耗、减小操作费用和降低年度总费用方面均具有明显优势。然而,分离体系不同,隔壁精馏塔所用的控制结构也不同,目前尚缺乏统一的且被广泛接受的控制方案。另外,隔壁精馏塔气流的分配和稳定控制是个复杂问题,有待解决。
2.2 萃取精馏隔壁塔在分离二元共沸混合物中应用的研究
萃取精馏隔壁塔内部被分为萃取精馏段、精馏回收段以及公共提馏段3 个区域,如图2[29]所示。轻组分A和组分B组成的共沸混合物和萃取剂C分别从萃取精馏段的中部和上部进料,在萃取精馏段的顶部得到轻组分A,精馏回收段顶部得到组分B,萃取剂C则从塔底得到并回收循环利用。萃取精馏隔壁塔将溶剂回收和萃取精馏过程集中在一个塔中,利用单塔达到传统萃取精馏双塔的分离效果,且含量较高的组分可进入侧线精馏段进一步提纯,不需经历返混后再分离,理论上该工艺可节省1 个再沸器,因而可在有效降低能耗的同时减少设备投资。

图2 萃取精馏隔壁塔示意[29]Fig. 2 Schematic diagram of extractive dividing wall column[29]
LUYBEN[30]将萃取精馏与隔壁塔技术相耦合设计出萃取精馏隔壁塔,与传统萃取精馏工艺进行了动力学比较并验证了其可行性。KISS团队创新性地提出了将萃取精馏隔壁塔和共沸精馏隔壁塔用于生物乙醇脱水分离的新工艺,并证明了其在技术上是可行的,分离得到的乙醇质量分数超过99.8%,利用萃取精馏隔壁塔对乙醇进行一步脱水,与传统的萃取精馏和共沸精馏相比,萃取精馏隔壁塔新工艺可节省10%~20%的能耗[31-32]。叶青等[33]利用萃取精馏隔壁塔对醋酸水溶液进行分离,模拟结果也验证了新工艺的可行性,相比于常规的双塔萃取精馏,萃取精馏隔壁塔在节省设备投资的情况下节能23.9%。金彪等[34]以乙二醇为萃取剂分别对甲醇-碳酸二甲酯的共沸物进行单塔、双塔以及隔壁塔萃取,对比发现,双塔萃取能够在顺利完成分离的同时回收得到损失的萃取剂用量,而单塔模式不能达到共沸物分离的目的,萃取精馏隔壁塔在获得更高纯度的甲醇和碳酸二甲酯的同时,乙二醇回收率接近100%。秦继伟等[35]为防止萃取剂受热分解,在利用萃取精馏隔壁塔对苯-环己烷进行分离时,往萃取剂环丁砜中加入助溶剂邻二甲苯,在最佳的工艺条件下,得到的环己烷和苯的质量分数分别为97.15%和96.23%,获得的萃取精馏隔壁塔的相关参数为进一步装置改进提供了依据。
此外,萃取精馏隔壁塔相比于变压精馏也具优势。李乔等[36]以邻二甲苯为萃取剂分离三甲氧基硅烷和甲醇的共沸物。结果表明,萃取精馏隔壁塔较变压精馏年度总费用降幅高达50%以上,㶲效率显著提升的同时CO2减排达43%。
萃取精馏隔壁塔在Aspen Plus软件中的模拟主要基于如图3(a)所示的双塔模型来进行,优点是容易控制。为了开展动态控制方面的研究,研究者一般采用如图3(b)所示的三塔模型来完成。
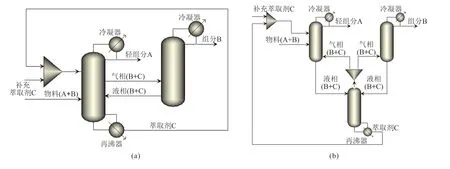
图3 萃取精馏隔壁塔双塔(a)和三塔(b)等效模型[37]Fig. 3 Equivalent models of two-column (a) and three-column (b) of extractive dividing wall column[37]
彭家瑶等[37]在动态控制中针对萃取精馏隔壁塔灵敏板选择困难等问题进行研究,发现有气相分配比的控制器可以缩短达到稳态的时间,而采用无气相分配比的控制结构时通过选择合适的灵敏板,同样能够在短时间内达到稳态,鉴于工业生产中对萃取精馏隔壁塔气相分配比的控制较为困难,无气相分配比的控制结构更适合工业应用,这可为萃取精馏隔壁塔的工业推广提供一定的理论指导。王晓红等[38]针对乙酸乙酯-乙腈共沸体系提出采用萃取精馏隔壁塔三塔模型进行分离研究,比较萃取剂的无限稀释活度系数值后选用二甲基亚砜为萃取剂。模拟结果显示,萃取精馏隔壁塔工艺在年操作费用、设备投资和年总费用分别可节省8.3%、22.1%和13.1%,表明通过将萃取剂和原料进行换热,可进一步减少能耗。WANG等[39]在研究中指出,萃取精馏隔壁塔采用一个温度控制点可以补偿进料干扰,但不能很好地控制产品纯度。而温度+成分控制策略可保持产品的高纯度。如WANG等[40]在研究中提出温度+成分串联控制来稳定温度波动的策略,该策略能处理干扰,可以很好地保持产品纯度;其同时指出,部分热集成变压精馏对大范围的干扰有较好的响应,对动态控制研究参考意义较大。
总之,萃取精馏隔壁塔能充分发挥隔壁塔的优势,相比萃取精馏塔,其在设备投资、年总费用及CO2减排中更具优势,但现阶段气相分配比难以达到精准控制。此外,萃取精馏隔壁塔要求全部精馏过程都必需在同一压力下进行,而萃取剂一般都是高沸点的,若在常压下萃取剂再生可能引起被分离物质或溶剂本身的质变,且不能用蒸汽加热,需要用导热油或熔盐做加热介质,热量成本大大提高,这也使萃取精馏隔壁塔的推广受到一定限制。
2.3 共沸精馏隔壁塔在分离二元醇-水混合物中应用的研究
共沸精馏与萃取精馏原理基本相同,均属添加剂精馏,区别在于添加剂在精馏过程中所起的作用不同。共沸精馏的添加剂为共沸剂,与待分离混合物中的一种组分形成新共沸物,通过精馏进行分离。共沸精馏的共沸剂需要与待分离组分形成共沸物,因此共沸剂相比萃取剂选择范围更小。
传统共沸精馏塔与共沸精馏隔壁塔示意如图4 所示[41]。共沸精馏隔壁塔采用共沸精馏与隔壁塔技术相结合,其特点是隔板延伸至精馏塔底部(图4(b))。相比于传统共沸精馏塔(图4(a)),共沸精馏隔壁塔塔顶只需要一个冷凝器,但塔釜需要两个再沸器。其中,区域1 是公共精馏段,为隔壁塔的分离提供液相回流;区域2 原料组分与共沸剂形成沸点更低的新共沸物,分离出的目标产物从塔底得到;区域3 即侧线精馏段,在底部得到含有少量共沸剂的产品。由于共沸精馏隔壁塔将共沸精馏与隔壁塔技术相结合,减轻了分离过程中的返混现象,在减少设备投资的同时节省了能耗,其主要应用于醇类脱水分离。

图 4 传统共沸精馏塔(a)及共沸精馏隔壁塔(b)示意[41]Fig. 4 Schematic diagram of azeotropic distillation column (a) and azeotropic dividing wall column (b)[41]
早在 2001 年,MIDORI等[42]就提出将共沸精馏隔壁塔用于分离乙醇和水的混合物,实验证实,以环己烷为共沸剂,将质量分数为90%的乙醇-水混合物脱水可节省7%的能耗。SUN等[43]也以环己烷为共沸剂,采用共沸精馏隔壁塔工艺模拟乙醇脱水,由于消除了乙醇的返混,热效率有所提升,年总费用减少35%,节能达到42%。KISS等[32]也验证了以环己烷为共沸剂对乙醇进行脱水是可行的,但用正戊烷为共沸剂分离效果更好,同时共沸精馏隔壁塔相比传统的共沸精馏塔可节能20%。
王晓红等[44]用乙酸乙酯代替毒性较强的苯为共沸剂进行正丙醇脱水实验,结果显示,由于共沸精馏隔壁塔所需设备和热公用工程较少,其相比传统的共沸精馏塔在节能降耗方面的优势十分显著。模拟显示,共沸精馏隔壁塔新工艺在分离正丙醇-水共沸物时较传统共沸精馏的设备费用、年总费用和年操作费用分别可降低52%、65%和70%。作者进一步对比了正丙醇脱水共沸精馏和萃取精馏隔壁塔工艺的经济性[45],结果显示,两种隔壁塔工艺均可达到正丙醇脱水的目的,共沸精馏隔壁塔设计费用相对萃取精馏隔壁塔高出6%,但前者的年总费用和年操作费用可分别减少17%和28%,为相关工业生产过程提供了重要参考。此外,作者还针对正丙醇脱水过程能耗大的问题,设计了减压共沸精馏和共沸精馏隔壁塔工艺[46],前者在面对进料变化时响应更快,对进料±20%扰动可以进行有效控制,而后者在节能方面则更具优势。
BRIONES-RAMÍREZ等[47]选用异丙醇-水-丙酮体系进行了共沸精馏隔壁塔的可行性研究,提出了设计优化方案,并通过Aspen Plus采用多目标遗传算法进行优化,得到降低50%的节能效果。
李静等[48]以苯为共沸剂进行共沸精馏隔壁塔工艺用于烯丙醇脱水研究,并对热泵精馏工艺和共沸精馏隔壁塔工艺年总费用进行对比,发现共沸精馏隔壁塔工艺年总费用节省约17%;而热泵精馏工艺前期投资大,年总费用节省不明显,但会随回收期延长而增加,在第9 年时年总费用节省额度超过共沸精馏隔壁塔工艺。因此,共沸精馏隔壁塔工艺在回收期较短时更经济,研究结果为工业应用提供了参考。LIU等[49]将热泵精馏工艺应用于反应精馏隔壁塔和共沸精馏隔壁塔,结果也证实了该工艺操作费用低、投资费用高,更适合于长远投资。
综上,共沸精馏隔壁塔在节能方面相比共沸精馏具有优势,其中的液相分配比较气相分配比更易于控制。对于共沸精馏隔壁塔工艺的限制主要是共沸剂的选择,不同的共沸剂对分离系统的影响差异较大。
2.4 反应精馏隔壁塔在反应精馏一体化中应用的研究
反应精馏隔壁塔概念于2004 年由MUELLER等[50]提出,其核心是将反应过程与精馏过程相结合(图5),在反应过程中及时通过精馏将生成物分离出去,使平衡反应能够向正反应方向持续进行,因此能够提高转化率。此外反应精馏隔壁塔结合了隔壁精馏塔和反应精馏两者的优点,大幅简化了工艺流程和减少了设备投资;同时,由于在反应中可以将产物及时分离出去,避免了共沸物的形成,提高了分离效果,近几年该精馏强化技术也得到了迅速发展。

图5 反应精馏塔(a)与反应精馏隔壁塔(b)示意[51]Fig. 5 Schematic diagram of reactive distillation column (a)and reactive dividing wall column (b)[51]
KISS等[52]将反应精馏隔壁塔用于二甲醚合成,其有效地将反应精馏装置与隔壁塔技术集成在一个塔内,集成系统生成的二甲醚纯度高达99.99%;相比于传统的反应精馏工艺,该工艺节省能耗12.58%,降低60%的CO2排放,减少30%的设备投资,具有良好的经济效益。SANDER等[53]首次将反应精馏隔壁塔技术应用于乙酸甲酯水解并证明了其可行性,新工艺除了减少设备投资外,还可最大限度地减少甲醇和乙酸生成乙酸甲酯的副反应,并有望将其拓展到反应精馏产物为中间沸点组分的其它所有过程。王红星等[54]提出用反应精馏隔壁塔合成碳酸甲乙酯,通过建立动力学模型,确保了该工艺流程模拟的准确性;同时,作者还进行了小试实验,确定了主要的最佳工艺参数。结果表明,相比传统流程,新工艺冷凝器和再沸器负荷分别降低了40.8%和59.6%。陈梦琪等[55]以反应精馏隔壁塔合成乙酸正丁酯工艺为例,以年总费用为目标函数进行了工艺参数优化,同时对控制策略进行了研究。结果表明,将反应物按比例进料,可有效维持系统稳定;无再沸器热负荷与进料量比值的控制结构的反应精馏隔壁塔,在降低控制超调量方面效果更显著。
此外,研究表明,将反应精馏隔壁塔技术用于甲醛-甲醇缩合制甲缩醛[56]、乙酸甲酯酯交换[38]等反应也具有明显降低能耗、减小设备投资的优势。然而,由于反应精馏隔壁塔的高度集成性,控制结构也更为复杂,导致其实验研究较少,工业应用也受限,这也是制约反应精馏隔壁塔技术发展的关键所在。因此开展反应精馏隔壁塔控制结构的研究,对于实现广泛的工业应用具有重要意义。
3 结语
在精馏分离领域,尽管传统多塔精馏能耗高、占地面积大,但经过多年的发展已趋于成熟,且设计和控制较隔壁塔更加简单,因此在工业生产中得到广泛使用。然而随着能源危机加剧以及我国“30·60”双碳目标的提出,高能耗、高污染的传统化工与社会发展趋势已然格格不入,化工企业急需转型,节能提效是转型发展的关键。隔壁塔技术作为一种新型的分离强化手段应用于精馏过程具有显著的节能降耗优点。本文重点阐述了目前3 种不同类型隔壁塔——隔壁精馏塔、萃取精馏隔壁塔和共沸精馏隔壁塔在分离三元及共沸混合物应用的研究进展以及反应精馏隔壁塔在反应精馏一体化中应用的研究进展;通过典型物系对比分析了隔壁塔精馏技术和传统精馏技术在节能降耗、减少操作费用和降低年度总费用方面的优势。隔壁塔有望发展成为替代传统精馏技术分离多元共沸混合物的新工艺。
由于隔壁塔自由度较多,各自由度参数之间又相互交错,使得其控制方案比传统精馏过程更复杂,且由于缺乏对气液相分配比的精准控制,产品质量受到明显影响;此外,软件模拟结果和实际过程之间差异较大,无法反映真实情况。这些都成为制约隔壁塔发展的重要因素。限制隔壁塔工业应用的另一项因素是隔壁塔的设计。在对隔壁塔进行设备设计和搭建时,隔板的安装位置、形态、结构以及材质选择均是需要考虑的因素;此外,隔壁塔内部的各项元件参数也没有现成的规范可循,且要考虑塔内气、液相分布以及流体力学对精馏过程的影响,导致设计工作量和难度大大增加,因此研究者们要推广隔壁塔的应用必须在流体力学、设备细节上做大量工作。同时需要指出的是,当前对各类隔壁塔的模拟研究均采用热力学等效模型,该模型忽略了隔壁塔隔板间的传热影响,因此需要开发能够涉及隔板间传质和传热的模型,并对隔壁塔内部的热能分布规律进行分析,进而为参数优化和结构设计提供理论依据。
尽管近年来我国在隔壁塔技术理论和应用研究方面已取得长足进展,但大多还处于实验室的基础研究阶段,工业应用被世界上少数几个寡头公司垄断,很容易被“卡脖子”。因此未来我国隔壁塔技术的工业化应用需要依靠交叉学科的发展,利用人工智能技术进行过程强化,开发自有模拟软件和专用控制方案,搭建实验装置开展动态控制研究,突破关键技术瓶颈,助力我国顺利完成“双碳”目标。
猜你喜欢
纺织标准与质量(2022年3期)2022-08-10
江苏安全生产(2022年5期)2022-06-16
承德医学院学报(2022年2期)2022-05-23
卫生软科学(2020年2期)2020-02-12
化工设计(2020年1期)2020-01-13
留学(2018年8期)2018-05-14
新课程·下旬(2018年7期)2018-01-19
中学生数理化·高一版(2016年7期)2016-12-07
科技传播(2012年16期)2012-04-19
