
Al-8.8Zn-1.4Mg-0.5Cu-0.1Sc-0.1Er-0.1Zr合金的热变形行为及热加工图
2022-08-03 07:34邢清源何维维王海龙杨守杰
机械工程材料 2022年3期
邢清源,何维维,王海龙,杨守杰
(中国航发北京航空材料研究院,北京市先进铝合金材料及应用工程技术研究中心,北京 100095)
0 引 言
Al-Zn-Mg-Cu-Zr系铝合金具有可热处理强化、比强度高等特点,广泛应用于航空、航天、兵器等领域承力结构件的制备。为提高材料的强度,高合金化是该系列铝合金的重要发展方向之一。随着合金化程度的不断提高,该系列铝合金在铸造中的热裂和冷裂倾向随之加剧。目前,主要通过提高铜元素的含量来提高熔体的流动性,以此来增强其补缩能力,从而达到抑制开裂的目的。但铜元素含量的提高,将加大晶内和晶界的电位差,恶化耐腐蚀性能,使得该系列铝合金在海洋工程方面的应用受限。如何在保持力学性能的基础上,提高其耐腐蚀性能成为该系列铝合金的研究热点。
钪(Sc)元素是铝合金中最有效的微合金化元素,可以同时提高其力学性能和耐腐蚀性能。李文斌等[1]研究发现,钪元素一方面通过Al3Sc粒子增加含钪Al-Zn-Mg-Cu-Zr合金中异质形核质点数量,细化晶粒,提高力学性能;另一方面通过Al3Sc粒子的钉扎作用,提高位错密度,促进晶界η′相的析出,η′相作为阳极优先溶解而起到阳极保护的作用,从而降低剥落腐蚀和晶间腐蚀的敏感性。但是,受到铝钪中间合金成本较高的影响,钪元素微合金化也逐步向其他元素替代或复合微合金化两个方向发展。其中,铒(Er)元素在合金中的作用与钪元素最为接近,用铒元素替代钪元素的研究工作相对较多。王紫悦等[2]研究发现,质量分数0.1%铒元素的添加可以细化Al-Zn-Mg-Cu合金晶粒,改善力学性能,同时也可提高合金的耐应力腐蚀性能。王旭东等[3]研究发现,添加质量分数低于0.4%的铒元素可以提高Al-Zn-Mg-Cu合金的自腐蚀电位,降低腐蚀速率,提高合金的抗晶间腐蚀和抗应力腐蚀能力。但是由于铒元素与钪元素在晶格常数错配度和共晶点浓度方面存在较大差异,铒元素很难完全起到Sc元素的作用[4]。黄兰萍等[5]研究发现,复合添加微量锆、铒元素对Al-Zn-Mg合金的组织细化效果不如单独添加锆,但力学性能基本相当,且抗应力腐蚀能力更优。已有研究[4]表明,向Al-8.5Zn-1.5Mg-0.1Zr合金中复合添加质量分数0.1%钪和质量分数0.1%铒,合金同时具备较优的力学性能和耐腐蚀性能,T7651状态下厚板的抗拉强度、屈服强度和断后伸长率分别可达585 MPa、566 MPa和8.3%,剥蚀性能可达P级,且无晶间腐蚀倾向。
复合加钪、铒元素到Al-Zn-Mg-Cu-Zr系合金中的成本低、效果好,且钪、铒复合微合金化可以显著改善合金的耐晶间和耐剥落腐蚀性能,但耐应力腐蚀性能还不理想,解决办法之一就是调控合金组织状态。热变形作为变形铝合金的关键处理工艺,是合金组织调控的重要手段,将直接影响固溶和时效热处理中相的回溶和析出过程。目前,有关Al-Zn-Mg-Cu-Zr系铝合金的热变形行为研究多集中在单独添加钪或铒元素方面[6],关于复合加入锆、铒元素后合金热变形行为的研究报道较少。为此,作者结合前期小规格热轧板的组织状态和性能水平,为了更好地控制合金的再结晶程度,获得理想的组织状态,选取380~440 ℃变形温度区间,在45%和60%变形量下,对Al-8.8Zn-1.4Mg-0.5Cu-0.1Sc-0.1Er-0.1Zr合金在不同应变速率下进行了等温压缩试验,研究了其热变形行为,并绘制了热加工图,为该系列合金的热变形组织调控提供了参考和依据。
1 试样制备与试验方法
按照Al-8.8Zn-1.4Mg-0.5Cu-0.1Sc-0.1Er-0.1Zr合金的设计成分称取原材料,采用铝合金熔铸中试线制备合金铸锭,铸锭尺寸为305 mm×915 mm×1 800 mm,合金的设计成分和实际化学成分如表1所示。
将铝合金铸锭进行均匀化热处理(400 ℃×4 h+468 ℃×48 h),机加工后在其横截面上切取热压缩试验用圆柱试样,试样尺寸为φ10 mm×15 mm,选用Gleeble-3800型热模拟试验机进行一次热压缩试验。试验采用交叉试验法进行设计,变形温度为380,410,440 ℃,应变速率为0.01,0.1,1,10 s-1,变形量为45%,60%。将试样以5 ℃·s-1的升温速率升至目标温度,保温10 min后按照设计试验参数进行热压缩试验,随即淬火保留变形组织。在热压缩试验后的试样上沿压缩方向截取金相试样,经打磨、抛光,用Keller试剂腐蚀后,采用LEICA DM 2500M型光学显微镜对合金的组织进行观察,采用Tecnai G2 F20 S-TWIN型透射电镜(TEM)对微观形貌进行观察。
2 试验结果与讨论
2.1 真应力-真应变曲线
由图1可以看出,不同变形条件下试验合金的真应力-真应变曲线均呈现先快速升高后基本稳定的特征。合金的热变形过程可分为加工硬化、软化出现和稳态变形3个阶段,其与加工硬化、动态回复、动态再结晶软化机制密切相关。在变形的初始阶段(加工硬化阶段),曲线的斜率最大,流变应力随应变的增加呈快速升高的状态,这是位错大量形成,发生塞积而产生加工硬化现象所致;随着应变的继续增大(软化出现阶段),曲线的斜率减小,流变应力增大趋势减缓,此时由于位错密度的不断提高,合金内的储能不断提高,诱发了动态回复行为,软化机制开始起作用,抵消了部分的加工硬化;变形的最后阶段(稳态变形阶段),曲线的斜率趋近于零,流变应力随应变的增大而基本保持不变,这是由于加工硬化过程中位错密度的提高被动态软化过程中位错的滑移、交滑移和重排等作用抵消,动态软化与加工硬化行为并存,此时合金发生动态回复以及动态再结晶[7-8]。相同应变速率和变形量下,流变应力随着变形温度的升高而下降;相同应变速率和变形温度下,流变应力随变形量的增加而变化不大;相同变形量和变形温度下,流变应力随应变速率的提高而增大。可见,流变应力对于变形温度和应变速率较敏感。在较高的变形温度下,位错的攀移和交滑移作用增强,组织内部储能提高,会促进动态回复和动态再结晶等软化机制的发生,使得流变应力降低;在较大的应变速率下,一方面位错的形成和增殖速率提高,加工硬化作用更加明显,另一方面合金发生软化机制作用的时间缩短,使流变应力增大。

图1 不同变形温度、不同变形量和不同应变速率下试验合金的真应力-真应变曲线
2.2 本构方程的建立
在变形过程中施加的载荷取决于材料的流变应力,而材料的变形温度、应变速率、应变等是影响流变应力的重要因素,通过建立本构方程,确定流变应力与上述工艺参数之间的函数关系,对于指导该合金的热加工工艺参数的设计和优化具有重要的指导意义。采用Arrhenius双曲正弦函数[9]来表征任一应力水平下上述各参数之间的关系:

(1)

在低应力和高应力条件下,式(1)可分别简化为

(2)

(3)
式中:A1,A2分别为低应力和高应力条件下的结构因子,s-1;Q1,Q2分别为低应力和高应力条件下的热变形激活能,J·mol-1;β,n1均为材料常数,β=αn1[10]。
对式(1)~式(3)分别取对数后得到:

(4)

(5)

(6)

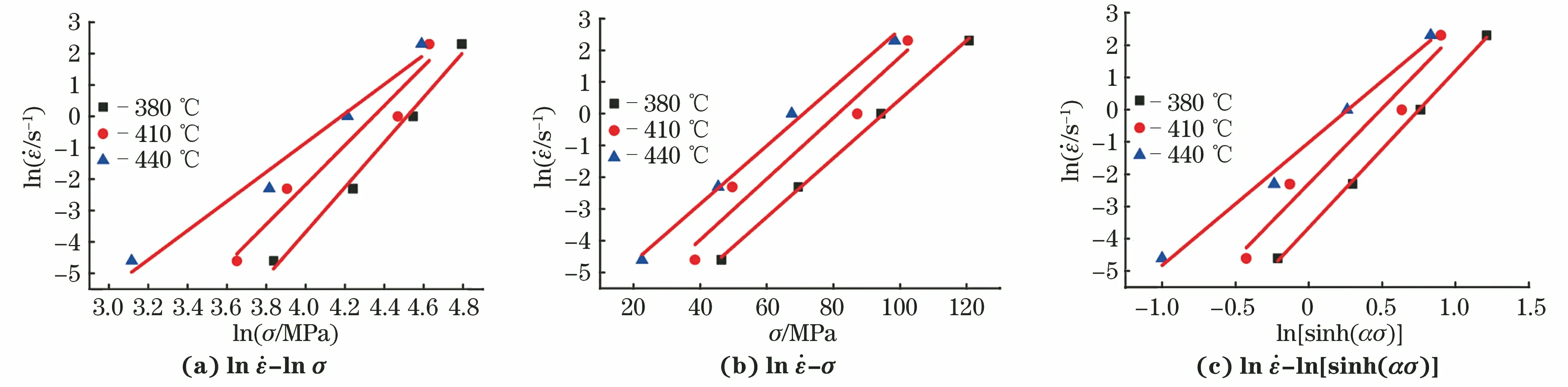
图2 试验合金变形过程中流变应力和应变速率之间的关系

图3 试验合金变形过程中流变应力和变形温度之间的关系
采用应变速率因子Z参数(Zener-Holomon参数)表示合金在热变形过程中应变速率和变形温度对材料变形过程的综合影响[9],其表达式为

(7)
将已求出的n1,β,α,n,Q,Q1,Q2代入式(7)中,可计算得到lnZ。对lnZ-lnσ、lnZ-σ、lnZ-ln[sinh(ασ)]进行线性回归和拟合,可获得流变应力和lnZ之间的关系,结果如图4所示,得到A为4.070 05×1025,A1为21.96,A2为1.169 77×1021。进一步优化常数,得到n1为5.614,β为0.095,α为0.017,n为4.35,相关系数R2均趋近于1,表明此模型可以很好地预测Al-8.8Zn-1.4Mg-0.5Cu-0.1Sc-0.1Er-0.1Zr合金的热变形行为。结合上述计算,获得变形量为45%的本构方程:

图4 试验合金变形过程中流变应力与Z参数之间的关系
Z=4.070 05×1025[sinh0.017σ]4.35=

(8)
同理获得变形量为60%的本构方程:
Z=1.844 8×1014[sinh0.016σ]4.74=

(9)
2.3 热加工图与变形后的显微组织
热加工图由功率耗散图和塑性失稳图叠加而成,由PRASAD和GEGAL等基于动态材料模型(DMM)建立而成,可以反映出材料在热变形过程中,组织演变和工艺参数之间的关系,对指导热加工工艺参数设计具有重要意义[11-12]。Al-8.8Zn-1.4Mg-0.5Cu-0.1Sc-0.1Er-0.1Zr合金在45%和60%变形量下的热加工图见图5,其中网格线为失稳区,其他区域为稳定区(安全区),不同对比度代表不同的功率耗散因子(η),η越大,用于材料内部显微组织变化如动态回复、再结晶和第二相析出的能量更多。由图5可以看出,在不同变形量下,合金的功率耗散分布基本相同,而失稳区则显著不同,随着变形量由45%提高到60%,失稳区面积显著增大,且功率耗散因子跨度也增大。在变形量为45%时,在变形温度425~440 ℃、应变速率0.01~0.02 s-1范围内的功率耗散因子相对较高,峰值为48%,失稳区出现在变形温度385~440 ℃、应变速率0.03~0.30 s-1范围内,功率耗散因子范围为24%~36%;而在变形量为60%时,在变形温度430~440 ℃、应变速率0.01~0.02 s-1范围内的功率耗散因子相对较高,峰值为53%,失稳区出现在变形温度380~410 ℃、应变速率0.18~10 s-1和变形温度410~440 ℃、应变速率0.03~3.16 s-1范围,功率耗散因子范围为7%~41%。随着应变速率的减小、变形温度的升高,功率耗散因子增大,显微组织也会发生明显的转变,主要的软化机制为动态再结晶[13]。
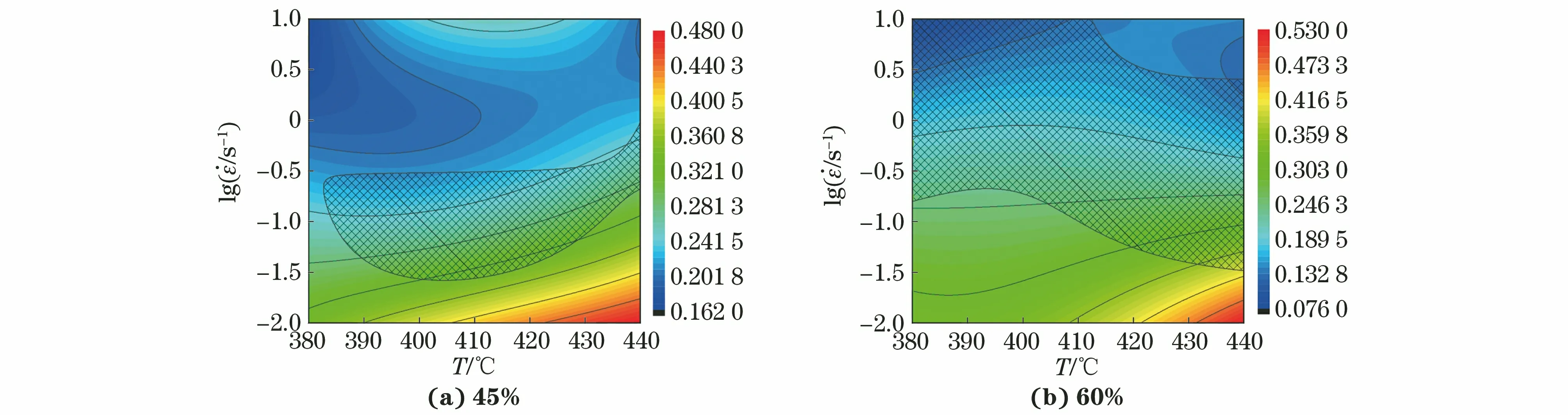
图5 试验合金在不同变形量下的热加工图
综上可见,Al-8.8Zn-1.4Mg-0.5Cu-0.1Sc-0.1Er-0.1Zr合金在变形量为45%、中等应变速率下,失稳区基本跨越了整个380~440 ℃温度区间;随着应变速率和变形量的提高,失稳区具有同样的全温度区间跨度特征,且面积明显更大;该合金较为理想的热加工工艺参数为变形温度425~440 ℃、应变速率0.01~0.02 s-1。
由图6可以看出:试验合金的原始晶粒尺寸均匀,晶界残留部分中间相,晶内弥散析出第二相,为典型的均匀化热处理组织;在变形量45%、变形温度410 ℃条件下变形后,晶粒明显被拉长,呈现出典型的变形组织,且晶界相对平直,部分变形组织中出现细小的晶粒;当变形温度升高至440 ℃时,晶粒长宽比变小,晶界趋于锯齿状,且有弓出现象,部分晶粒内部出现较小尺寸椭圆形的再结晶晶粒,表明合金部分区域发生了动态再结晶;60%变形量下显微组织表现出与45%变形量下相同的特征。
由图7可以看出,当变形量为45%时,在应变速率0.1 s-1、变形温度410 ℃和440 ℃条件下,组织中存在明显的再结晶特征。当变形量为60%时,在应变速率0.1 s-1、变形温度440 ℃条件下,组织中存在明显的再结晶特征;但随着变形温度的降低和应变速率的提高,在应变速率0.1 s-1、变形温度410 ℃和应变速率10 s-1、变形温度380 ℃条件下,组织中出现明显的长条状绝热剪切带。已有研究[14-15]表明,当变形温度较低,应变速率较高,或变形量较大时,热变形过程中产生的变形容易在带状组织区域集中,将大部分的塑性变形能转变为热能,使得带状区域温度升高,当热效应大于应变强化效应与应变速率硬化效应之和时,合金中会因热黏塑性失稳的形成而出现绝热剪切带,由于绝热剪切带的形貌、尺寸等特征与基体存在较大的差异,将更易诱发裂纹的萌生和扩展,演变成导致合金失稳的主要原因。可知,大变形量、低变形温度、高应变速率的变形会诱导绝热剪切带的出现,并成为合金失稳的主要原因。
由图8可以看出,在变形量60%、变形温410 ℃、应变速率0.01 s-1的失稳区压缩后合金组织中弥散析出的纳米尺寸Al3(Sc, Er, Zr)粒子对位错具有一定的钉扎作用,部分位错由于这种钉扎作用而发生一定的弯折。但是,在该失稳条件下,组织内积累的能量驱动了大量位错穿过弥散析出相区域,形成位错塞积和位错墙。同时,组织中可见细小晶粒,说明发生了再结晶行为,但这种软化作用并未完全抵消掉热变形过程中的加工硬化作用,当塞积的位错积累的内应力和能量得不到释放时,将诱导合金发生失稳。变形量45%的失稳区中也表现出相同的组织特征。可知,动态回复和再结晶软化无法抵消掉加工硬化的作用,位错塞积积累的内应力和能量得不到释放,是其他条件下失稳区发生失稳的主要原因。
3 结 论

(2) 构建了基于动态材料模型的热加工图,随着变形量由45%提高到60%,试验合金失稳区面积显著增大,且功率耗散因子跨度也增大;在试验范围内,试验合金的最佳热加工工艺参数为变形温度425~440 ℃、应变速率0.01~0.02 s-1。
(3) 试验合金等温热压缩失稳区主要发生在大变形量、低变形温度、高应变速率条件下,此时变形诱导绝热剪切带的出现成为合金失稳的主要原因;而其他条件下的失稳区组织中可见位错钉扎、位错塞积、位错墙和再结晶等特征,动态回复和再结晶软化并未完全抵消掉加工硬化作用,位错塞积积累的内应力和能量得不到释放,这是合金发生失稳的另一主要原因。
猜你喜欢
航空制造技术(2022年7期)2023-01-03
机械工业标准化与质量(2022年8期)2022-10-09
九江学院学报(自然科学版)(2022年2期)2022-07-02
锻压装备与制造技术(2022年2期)2022-05-11
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
保鲜与加工(2021年1期)2021-02-06
山东工业技术(2019年6期)2019-03-27
赢未来(2018年5期)2018-09-25
成长·读写月刊(2018年3期)2018-03-24
