基于逆向建模、PowerMill与Vericut的大力神杯五轴数控加工技术的研究
2022-09-05 03:20吕弯弯
现代机械 2022年4期
吕弯弯
(河南应用技术职业学院机电工程学院,河南 郑州 450042)
0 引言
科学技术的飞跃发展,不仅带动了经济的发展,更是推动了工业技术有了质的飞越。比如出现了增材技术(如3D打印),种类之繁多、精度之高;多轴机床(如德玛吉),国内也设计生产了小型或者桌面简易款的多轴机床;逆向工程技术的出现是工业发展史上又有了一次质的飞越,可以使形状复杂、难以加工的曲面通过逆向的方式获取。本文中的案例大力神杯曲面比较复杂,若想通过正向的方式三维建模难度非常大,因此就需要采取逆向思维的方式进行获取。
POWERMILL是一款专业的数控加工自动编程软件,同时也是CAD/CAM软件中最具有代表性的软件。此款软件在多轴加工方面具有独特的优点,并为用户提供了多种加工策略。
VERICUT是经美国CGTECH公司专为数控加工技术量身打造的一款仿真模拟兼仿真优化的软件。该款数控仿真模拟软件主要具备以下两大功能:仿真验证功能和仿真优化功能。仿真验证功能主要解决了采用试切法加工时所产生的各种弊端,既节约了生产所需要的加工成本,同时也减少了生产周期,提高加工效率。仿真优化功能主要优化了铣削加工过程中各个参数的设置,从而提高了产品的最终加工质量和降低了刀具的破损等。
1 大力神杯的建模
由于大力神杯曲面结构比较复杂,正向建模思路无法实现,需采用逆向思维建模的方式获取。逆向建模是当今比较流行的建模方式,精度高、操作快捷方便。逆向建模已经被广泛应用于各类职业技能大赛中,如工业设计技术、增材技术等重要赛项中。整个逆向过程包括三个阶段:三维扫描、点云处理、逆向建模。下面详细叙述大力神杯的整个逆向建模过程:
(1)三维扫描阶段
首先,用专用的显像剂对大力神杯进行喷粉,喷粉过程需要注意以下几点:①需要喷涂均匀,薄厚一致;②喷涂时,显像剂距大力神杯25~30 cm喷涂效果最好。喷涂完毕后,粘贴标志点(标志点需要依据模型的大小选定),粘贴时标志点不能粘贴在一条直线上,曲面与曲面之间的共有区域最少共有3个以上标志点,以方便两曲面拼接。喷涂和粘贴完毕之后,利用三维扫描仪[1]进行点云数据的提取。扫描时,可以有以下几个方法:①正反面拼接法。该方法适用于模型大小适中,模型上粘贴有少量的标志点,扫描过程中转盘翻面,需借助转盘进行正反面的拼接;②整体拼接法。该方法适用于模型较大,并且曲面比较难拼接的模型,模型上需要大量粘贴标志点。其次,利用专用的三维扫描仪进行点云数据的提取。
(2)点云处理阶段
利用点云处理的专用软件Geomagic Wrap对提取的点云[2]进行处理。对提取的点云数据经过去除杂点、去除特征、网格医生、删除钉状物、填充孔等指令进行操作,对点云数据进行处理,另存为“.stl”文件,点云封装效果如图1所示。
(3)逆向建模阶段
利用逆向建模专用的软件Geomagic Design X对点云进行实体封装。首先,将“.stl”文件导入逆向[3]软件Geomagic Design X中,对点云数据模型进行坐标对齐,方便后续的逆向建模和自动编程。通过面片拟合、布尔运算、放样导向、缝合、拉伸等一系列操作进行实体逆向建模,最终逆向建模模型如图2所示。
2 大力神杯POWERMILL自动编程
2.1 加工工艺制定
大力神杯曲面结构复杂,属于典型的多轴数控加工案例产品,结合学生实践生产情况,加工设备选用华中HNC-848B(WG-125)立式加工中心,产品加工工艺表单如表1所示。
2.2 加工策略设计
根据大力神杯加工的特点,利用POWERMILL 2019软件中的多轴[4]加工模块的策略功能,依据如表1所示的零件加工工艺表单对加工过程中的每一步加工策略、驱动方法、所用刀具、加工参数设置、坐标设置、毛坯大小等进行了详细的规划设计,如表2所示,刀具轨迹如图3至图8所示。

表1 大力神杯加工工艺表单
2.3 加工程序的后置处理
后置处理是将CAD/CAM软件(如UG、Mastercam、POWERMILL等)经过一系列的参数设置生成的刀具路径,选用适合当前数控系统的后处理[5]器生成数控NC代码。经查阅华中HNC-848B(WG-125)机床操作说明书,查到X、Y、Z、A、C相关轴的转速范围、行程参数等,详见表3。
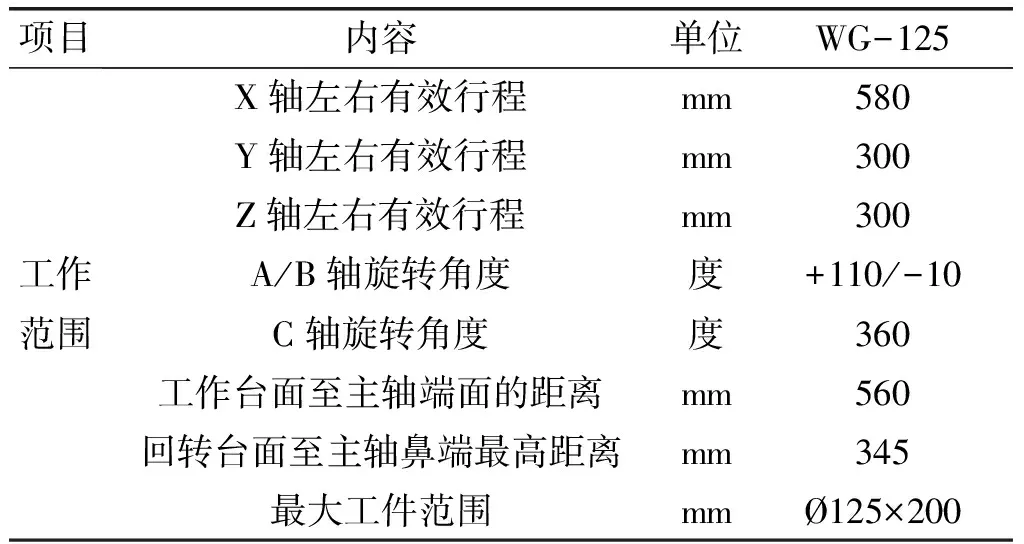
表3 五轴联动加工中心主要参数
利用POWERMILL软件对应的后处理器,根据华中848B-5axis-BC-TT机床参数设置相关参数,如G代码输出的单位、相应坐标轴的行程设置、A轴和C轴的角度活动范围,生成的.pmoptz后处理文件。
3 VERICUT整体加工过程仿真
3.1 五轴机床仿真构建
依据华中HNC-848B五轴联动加工中心的实际结构,在VERICUT8.1.1软件项目树[6]中,以控制→机床→Base→Y→X→B→C→附属→Fixture→Stock→Design,Base→Z→Spindle→Tool的顺序定义五轴联动数控机床各个部位之间的附属关系,至此,就完成了机床运动结构的定义。接下来添加机床几何模型:在UGNX10.0里面按照实际的机床几何尺寸重建机床各部件的几何三维模型文件,并另存为“.STL”格式,随即将其导入VERICUT仿真软件中完成各组件的装配,实现虚拟机床实体模型的构建。最后,需要在VERICUT仿真软件中设置机床参数,需要查实际切削所用的五轴数控机床操作说明书,对虚拟机床进行坐标系的设置、机床行程、干涉检查等进行设置,尤其需要注意主轴和工作台之间的间隙,防止加工时由于参数设置问题引起碰撞事故。
3.2 整体大力神杯数控加工过程仿真
在VERICUT软件中,完成对虚拟机床的构建后,还需要添加数控仿真所必需具备的夹具、刀具、毛坯、零件模型、G代码程序等,操作具体步骤如图9所示。
3.3 仿真结果分析
大力神杯的整体数控虚拟仿真过程运行结束后,VERICUT[7]数控仿真软件会对仿真过程中出现的语法错误、过切、欠切、碰撞等问题进行报警显示。经分析,在一次开粗过程中存在将四爪卡盘切伤的现象,通过最后加工出来的模型显示,大力神杯的长度方向设置略短些,存在没有切削完毕的现象。这些问题都会通过二次设置调整加工参数并重新仿真后得到解决。
4 结语
本文基于对大力神杯进行点云数据的提取、处理以及逆向建模,基于POWERMILL软件中的大力神杯加工模块完成了整体大力神杯的刀轨生成及后置处理,并输出G代码,之后又在VERICUT数控虚拟仿真软件中构建了华中HNC-848B的机床模型,在此基础上设置了整体大力神杯的数控仿真环境,完成了大力神杯的仿真过程。通过仿真提前发现了程序设置的问题,避免在实际加工中再出现此类问题,提高了加工的准确率、缩短了工件的加工周期,同时也保证了人身、设备的安全。
猜你喜欢
软件导刊(2022年8期)2022-08-25
模具制造(2022年3期)2022-04-20
智能制造(2021年4期)2021-11-04
模具制造(2021年6期)2021-08-06
智富时代(2019年8期)2019-09-23
智富时代(2019年8期)2019-09-23
汽车零部件(2019年7期)2019-08-16
科学与技术(2019年16期)2019-04-16
数学大世界(2018年16期)2018-07-30
电子技术与软件工程(2017年20期)2018-01-17