某汽车工厂焊装车间生产线融入性改造方案研究
2023-01-04 13:23马菲徐西亮兰冬云邵丹
汽车工艺师 2022年12期
马菲,徐西亮,兰冬云,邵丹
机械工业第九设计研究院股份有限公司 吉林长春 130011
焊装车间是汽车工厂很重要的组成部分,很大程度上影响着汽车的产品质量。虽然不同车型生产工艺不同,但基本工艺类似。汽车工厂的典型焊装生产流程是:冲压车间生产的各种板件配送到焊装车间不同工位,经过分总成焊接线,制造成分总成或总成焊接件,分总成和总成焊接件,经过主焊线焊接后形成车身焊接总成,车身焊接总成可通过多种输送形式输送到装配调整线,经过装配、调整、钣金修整等工作内容,制造成白车身总成[1]。为了将满足涂装车间生产计划的白车身总成输送到涂装车间,也为了平衡有些汽车工厂焊装车间和涂装车间生产节拍不一致的问题,目前大部分的汽车工厂会将装配调整线下线的白车身总成缓存在白车身存储区(WBS),后经过焊装-涂装通廊,输送到涂装车间。
近年来,汽车市场定制化需求激增,用户对汽车要求同样多元化,各汽车工厂通过快速研发多样化车型应对市场的变化,而多车型共线生产或产能提升会对现有生产车间的生产线提出挑战,很多生产工位的兼容性成为生产的制约。相比新建生产车间,由于车间改造或扩建具有周期短,成本低等特点,所以大部分的汽车工厂会选择改造或扩建。焊装生产线的改造需要在满足用户改造要求的前提下,充分利用原有生产线的潜能,尽量提高生产线的柔性化水平,这对焊装工艺规划设计提出了高要求高标准。
本文,以某汽车工厂焊装车间新车型导入改造为案例进行焊装生产线融入性改造方案的研讨,探讨在降低新车型融入的改造成本和提高生产线的利用率的前提下满足多车型柔性化生产。
改造背景及设计前提
1.改造背景
为应对用户对汽车的多样化要求,也为提高产品质量及生产线的柔性化水平,某汽车工厂对现有焊装车间进行融入性改造。此汽车工厂焊装车间目前生产皮卡车和乘用车,需要在现有生产线新增生产设备和工装,实现轻型货车和微型客车的生产导入。
2.设计输入
各项目及数据的设计输入,详见表1。
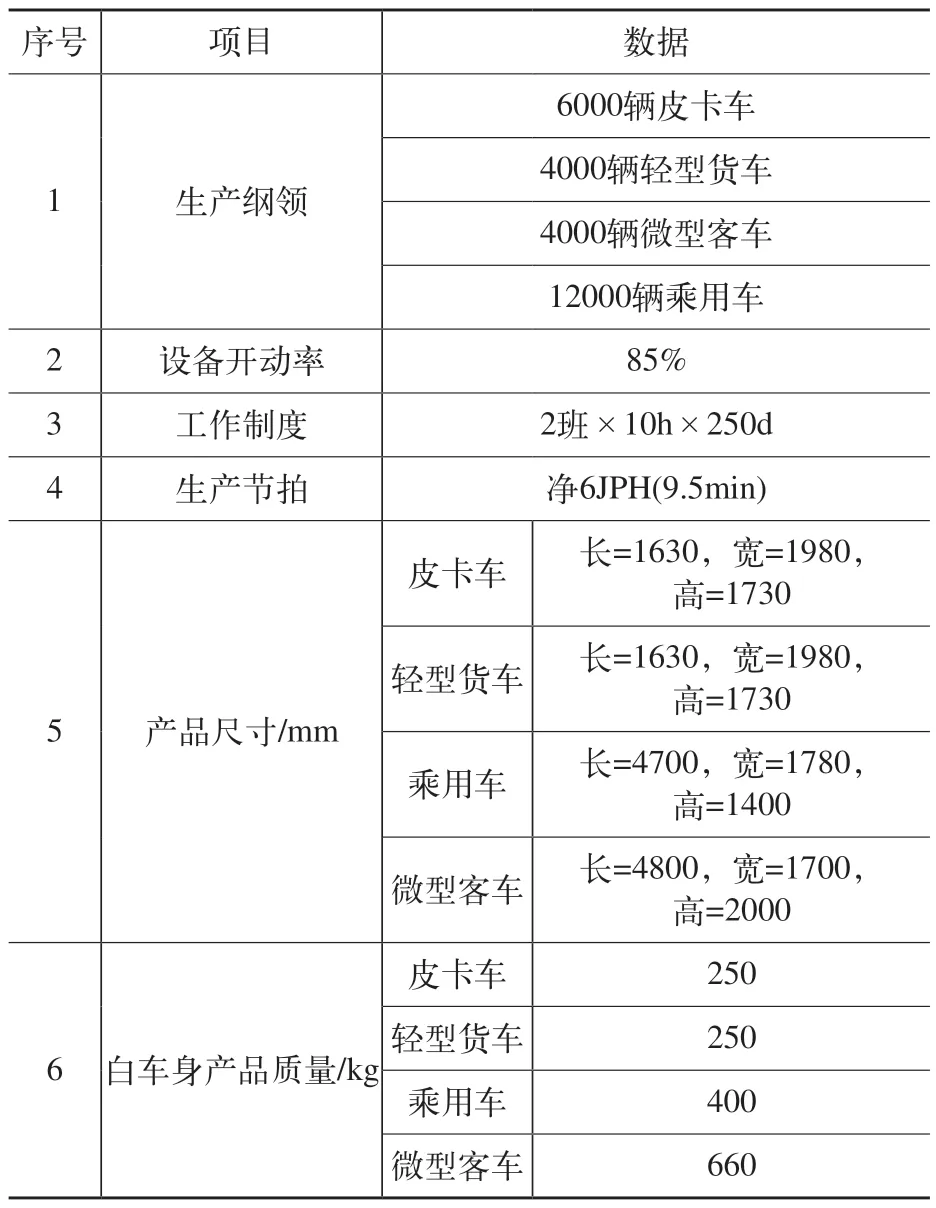
表1 设计输入
3.车间现状
车间现状如图1所示,焊装车间长114m,宽50m,为单层厂房,轻钢结构,由2个25m跨组成,边柱6m,柱顶标高9.6m。车间南侧现为辅房和卸货雨棚,东侧为冲压件库。
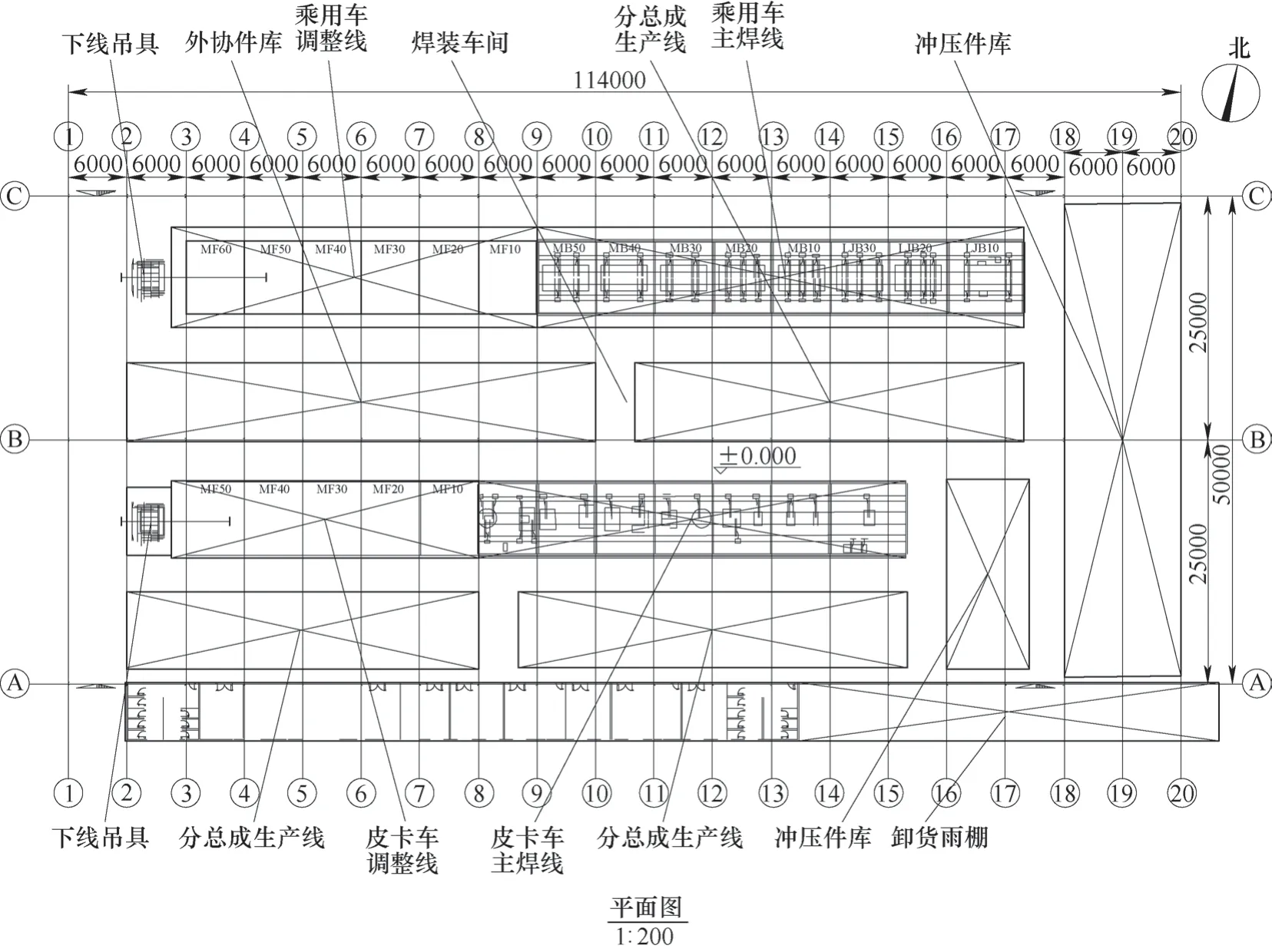
图1 现有车间平面图
现有焊装车间承担皮卡车和乘用车共两款车型的总成及部分分总成焊接、车身装配、调整、修磨及外协件的存放。车间共有乘用车主焊线(产能1.2万辆)、乘用车调整线(产能1.2万辆)、皮卡车主焊线(产能0.6万辆)、皮卡车调整线(产能0.6万辆),以及部分分总成生产线。大型工件上件采用电/气动葫芦吊运形式,中小型零件上件采用人工搬运。主焊线和调整线使用往复杆输送,所有生产线采用手工焊接方式,调整线下线的白车身使用工艺小车送往涂装车间。
4.设计原则及主要工艺要求
1)本次改造利用现有焊装车间,改造方案要技术成熟,尽量降低改造成本。
2)采用合理工艺布局,线体改造要尽量确保物流、人流合理,减少交叉。在保证产品质量的前提下,减少工艺面积占用、布置紧凑。
3)保留焊装车间现有两条主焊线和多条分总成生产线,在保证原有车型生产的情况下,乘用车生产线和皮卡车生产线分别融入微型客车和轻卡生产所需设备和工装,完成四款车型车身焊接总成的生产。
4)拆除现有两条装配调整线,利用拆除后的空地新建一条四款车型共用的装配调整线,装配调整线采用AGV(自动导航小车)输送,便于装配调整线线路调整或整体搬迁。
5)焊装车间西北角新建二层钢结构平台,钢结构平台上新建滚床滑橇输送线,用于白车身存储(WBS)和焊装车间-涂装车间输送。装配调整线下线的白车身存储在白车身存储区(WBS)或经过焊装-涂装通廊,输送到涂装车间(在焊装车间西侧新建涂装车间)。
融入性改造方案规划
1.工艺流程
以乘用车生产工艺为例,介绍此次焊装车间的融入性改造方案,其他车型生产.工艺类似。
乘用车车身焊接总成在主焊线MB50工位下线,经吊具(利旧)转移到AGV小车上(AGV小车背负滑橇),带车身焊接总成的AGV小车沿特定路线输送至装配调整线MF01工位,经MF01至MF08工位的装配和调整工作后,白车身总成经AGV小车输送到MF09升降机工位,白车身总成经升降机上升到二层钢结构平台进入白车身存储区(WBS)或直接输送到涂装车间。涂装车间内,白车身总成经叉式移载机移载到涂装车间滑橇上,焊装车间空滑橇穿过焊装-涂装通廊,返回焊装车间MF09升降机工位等待接下一辆白车身总成。背负空滑橇的AGV小车按生产计划,沿指定路线去乘用车主焊线MB50工位或皮卡车主焊线下线工位接白车身,完成一个循环。升降机动作如图2所示。
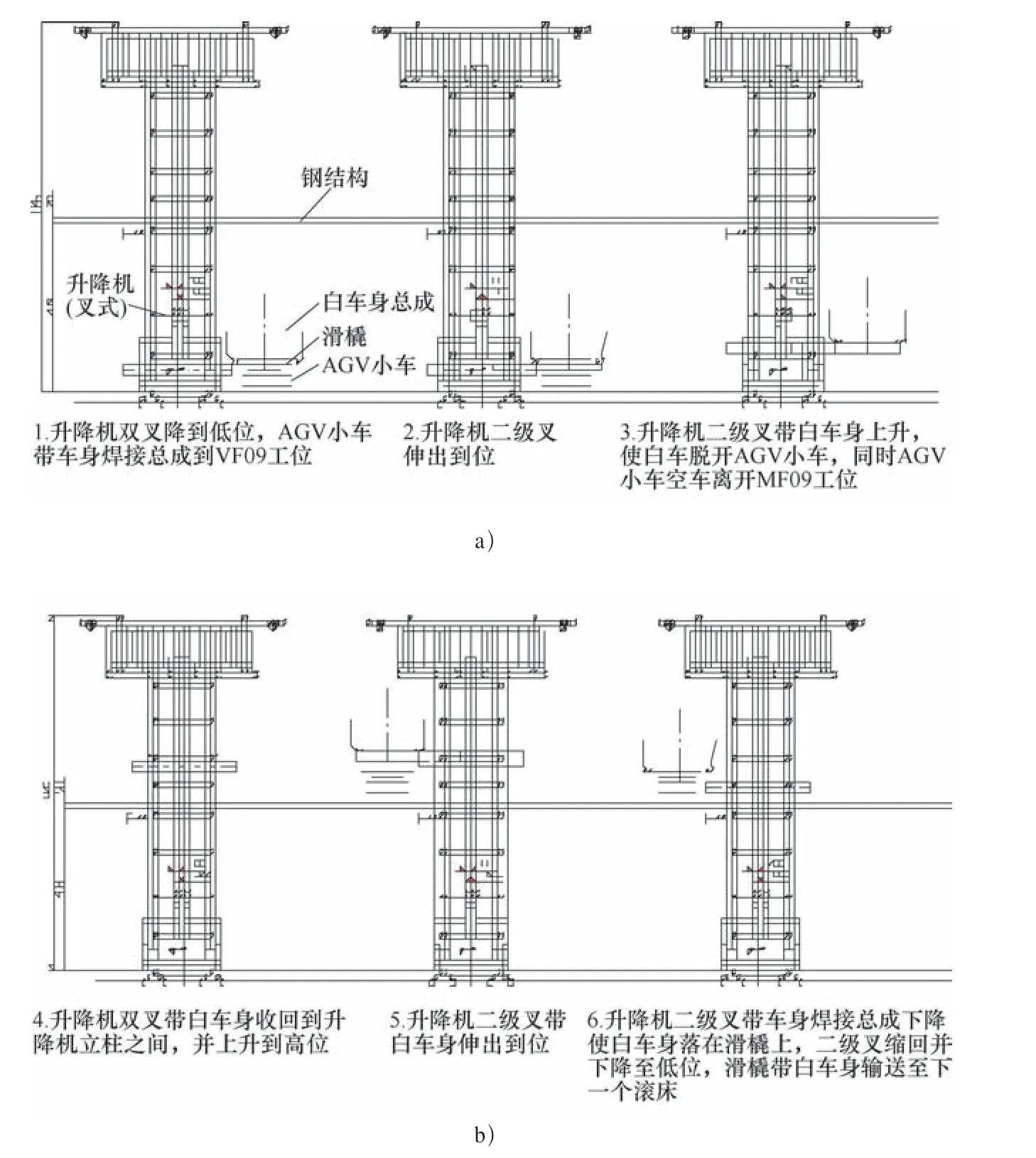
图2 升降机动作图
2.融入性改造方案
根据设计原则及主要工艺要求,尽量保留现有生产线,对现有生产线进行融入性改造,减少生产线的拆除工作量。乘用车生产线和皮卡车生产线分别融入微型客车和轻型货车生产所需设备和工装,同时新建四车型共用装配调整线,对于新建装配调整线的位置,现有以下两个方案可供选择。
由于新建装配调整线的位置对车间原有主焊线和分总成生产线的改造没有影响,所以以下仅对比两种方案中新建装配调整线和WBS生产线的差别。
(1)方案一工艺平面图及工艺说明 拆除车间中部的分总成生产线,利用拆除后的空地新建装配调整线;利用拆除原有两条装配调整线的空地,新建分总成生产线,同时对所有生产线进行融入性改造,如图3所示。
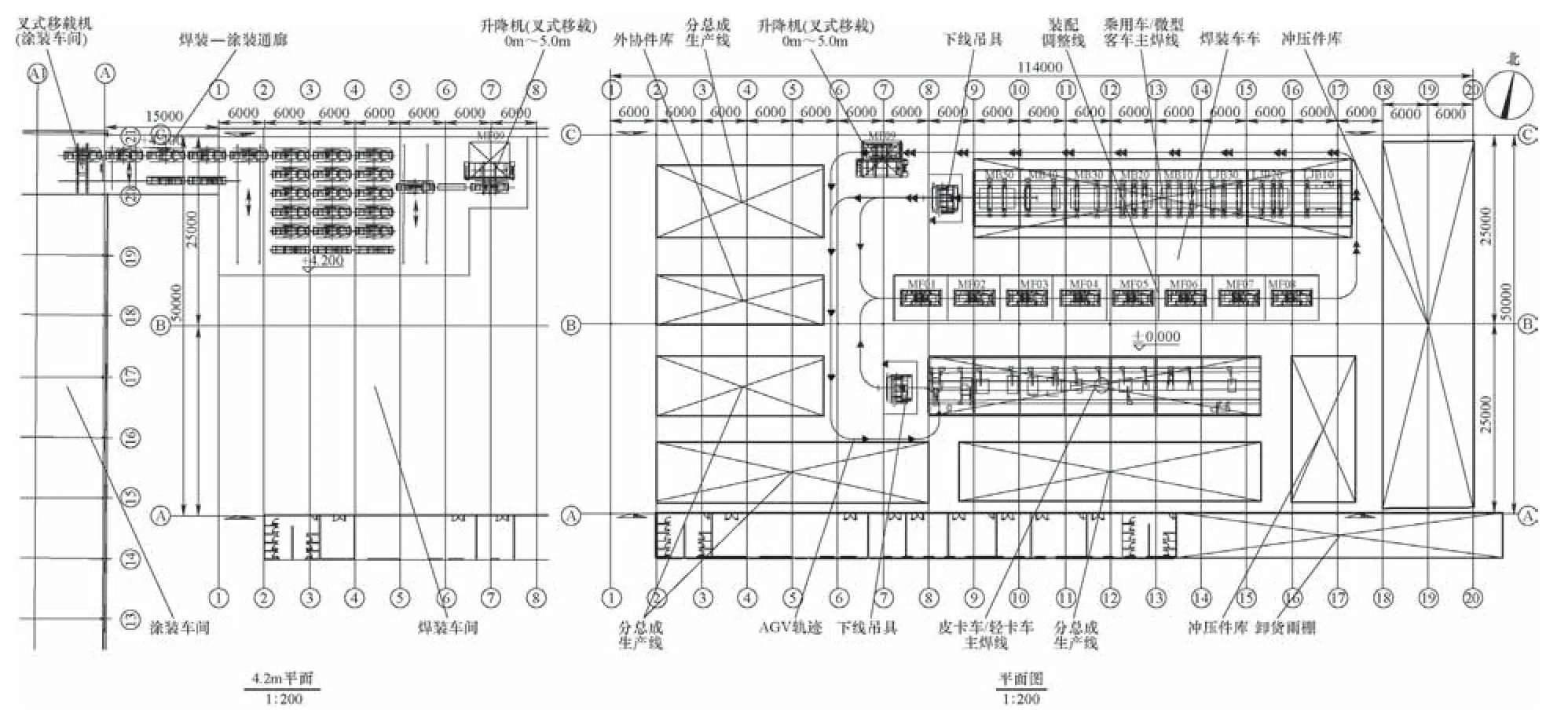
图3 方案一工艺平面图
方案一设备清单见表2。

表2 主要设备清单
(2)方案二工艺平面图及工艺说明 拆除车间中部的分总成生产线,利用拆除后的空地新建装配调整线;利用拆除原有两条装配调整线的空地,新建分总成生产线,同时对所有生产线进行融入性改造,如图4所示。
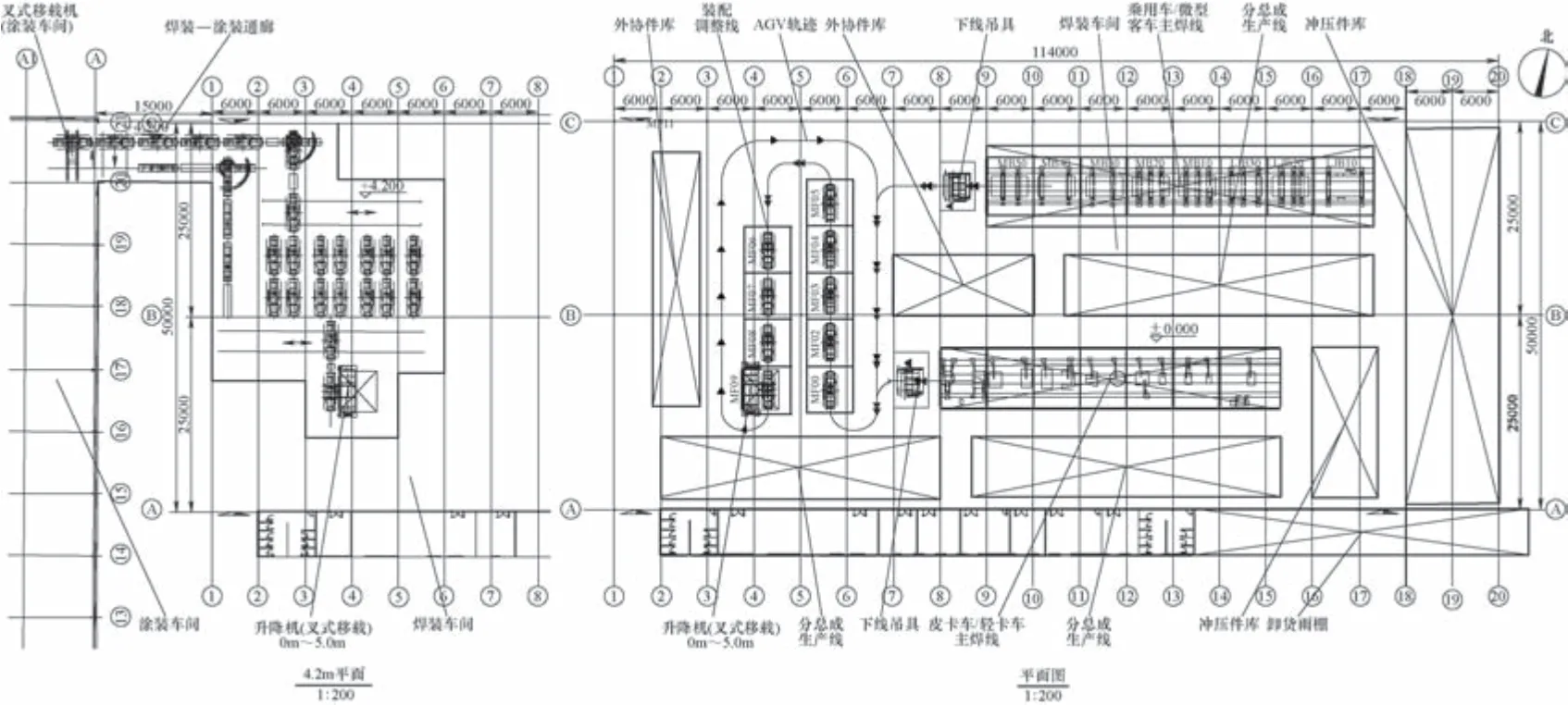
图4 方案二工艺平面图
方案二设备清单见表3。
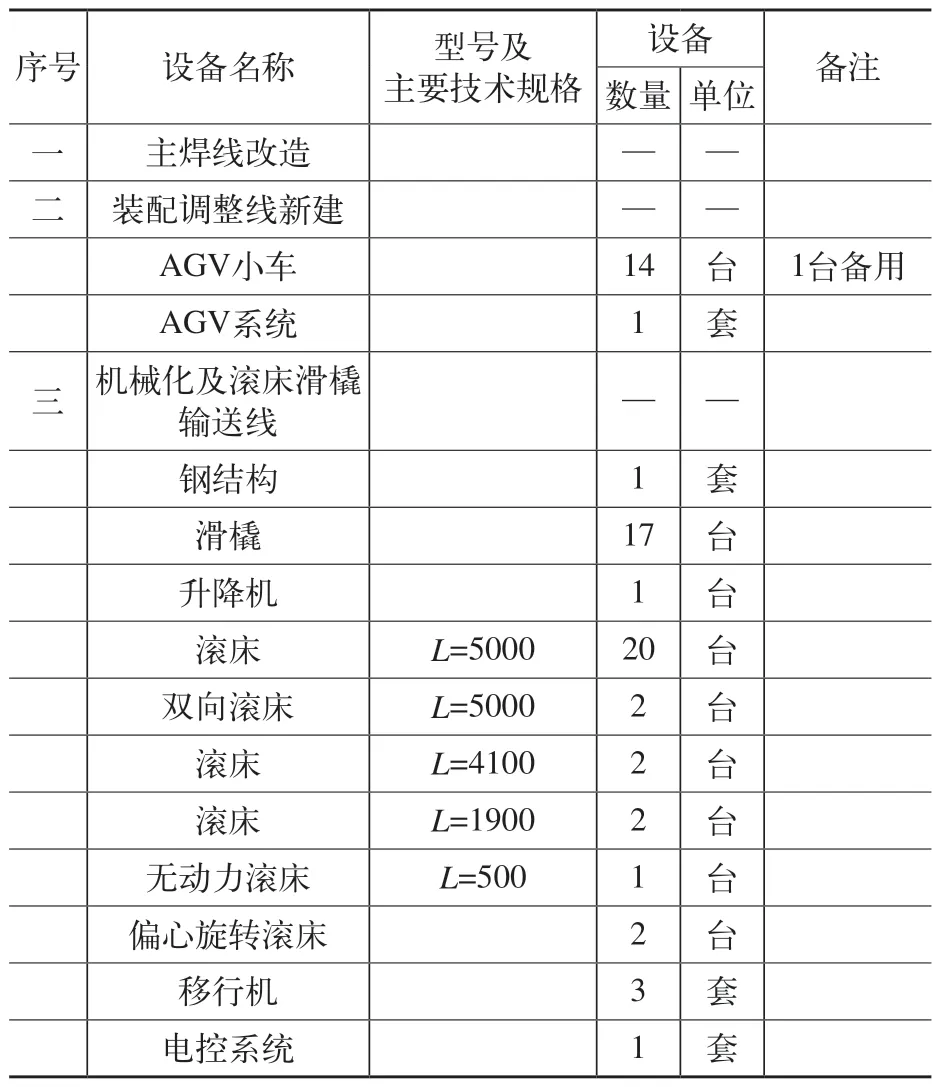
表3 主要设备清单
(3)两种方案对比 优缺点对比见表4。
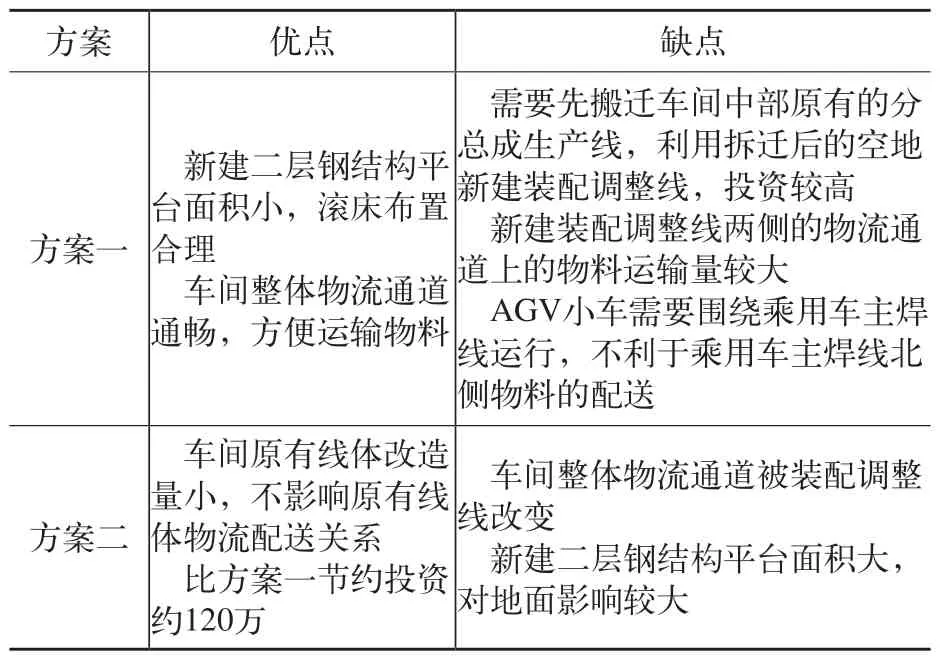
表4 方案优缺点对比
通过以上对比,优选方案二。
结语
1)通过生产线融入性改造,可满足焊装车间汽车产品多样化、柔性化生产的需求。
2)通过方案比选,方案二充分利用原有生产线,对生产物流影响小,且节省投资,较适用本车间生产线融入性改造。
3)焊装车间生产线融入性改造要从技术、经济等多方面进行多方案论证,选取最佳方案。
猜你喜欢
石油沥青(2022年3期)2022-08-26
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
美与时代·美术学刊(2018年8期)2018-11-23
美与时代·美术学刊(2018年10期)2018-01-25
中国房地产·综合版(2016年12期)2017-01-17
杭州(2015年9期)2015-12-21
汽车文摘(2015年12期)2015-12-12