
用缺陷分析的方法优化锌铝镁生产机组配置
2023-01-04 03:29杨柏松谢扬勋
工业炉 2022年5期
杨柏松,谢扬勋,丁 洋
(重庆赛迪热工环保工程技术有限公司,重庆 渝北 401122)
镀锌机组经过近200年的发展,设计已经非常成熟,针对镀锌的各种缺陷的产生和应对之策也相对完善,但锌铝镁钢板作为当前最新一代锌基镀层产品, 其出色的断口保护功能是镀锌产品不具有的,铝镁钢板的合金镀层是由锌(Zn)、铝(Al)、镁(Mg)高温固化形成,其显微结构由Zn、Al和Zn2Mg的致密三元共晶组织构成,从而使钢板表面形成一层致密的、有效防止腐蚀因子穿透的屏障,使其具有良好的抗腐蚀性能, 是当前耐蚀性最好的镀层板带,使其具有广阔的市场前景, 是热镀锌产品的发展方向。 通常在较恶劣的环境下使用,如光伏支架、太阳能模组支架、大型变电站、配电箱、开关柜、电气柜、电缆桥架、蒸发式冷凝器(塔)、中央空调通风管道及建筑领域等。
锌铝镁机组是在镀锌机组的基础上发展而来的, 因此镀锌缺陷的应对之策对锌铝镁机组也仍然行之有效, 但镀层中的新元素镁所带来的优点和缺点同样异常突出, 需要重点针对分析并提出合理的应对之道。
根据表1,锌铝镁同镀锌相比,其表面硬度最高提高了3倍,从55 HV提高到165 HV,结合出色的断口保护功能,具有了出色的防剐蹭、防撞击功能和耐高温性,但任何事物都有其两面性,硬度的提高反过来带来了加工缺陷,如脱锌、微裂纹等,同时板面较之镀锌相比,板面黑化、黑点、厚镀层锌流纹、光整缺陷及边部脱锌等现象发生的几率都有所增大,成为限制锌铝镁机组发展的难点,因此有必要从产生缺陷的原因入手,来分析优化锌铝镁生产机组的设计,并对现有镀锌机组改造为锌铝镁机组提供可行方案。
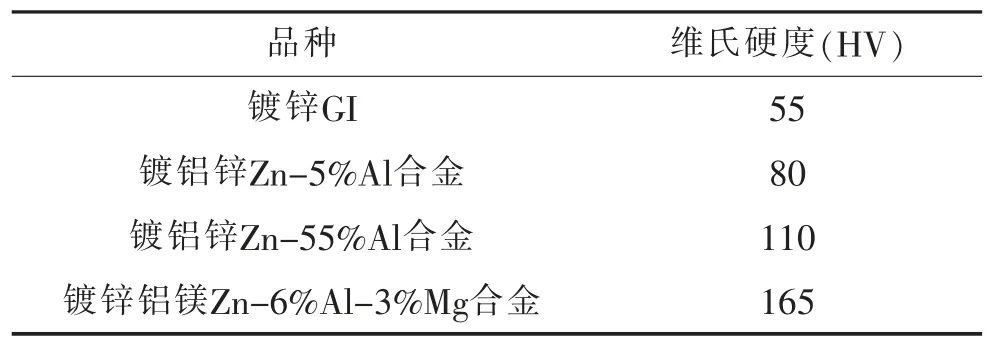
表1 各种金属镀层的表面硬度
1 对比传统镀锌机组的缺陷优化锌铝镁机组的设计
图1为传统镀锌机组的功能和设备布置图,大致分为前处理单元、 核心涂镀工艺段及后处理单元三部分。前处理单元包括开卷机、焊机、活套、清洗段和退火炉,其核心设备为焊机、清洗段及退火炉,其作用是使带钢具有连续生产、 清洁带钢表面以改善带钢对锌的粘附性、使得带钢具有可加工性;核心涂镀工艺段包括气刀、锌锅及冷却塔设备,使得带钢获得表面质量优异的镀层和完善的镀锌合金层和附着力; 而后处理单元主要包括光整拉矫以及表面涂层处理及分卷卷曲等设备, 根据需要改善板形并获得一定的表面粗糙度,根据特殊需要增加镀层等功能。因此根据产线的设备和原材料的特点分析产生缺陷的原因并针对锌铝镁机组的特点进行优化设计。
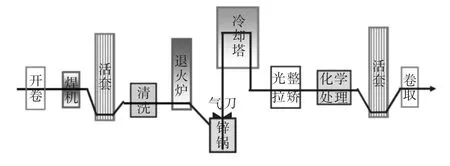
图1 传统镀锌机组的功能与设备布置图
2 针对前处理单元的带钢缺陷及优化设计
2.1 漏镀
漏镀即钢板表面没有镀上铝锌镀层, 直接露出钢基。 漏镀的表现形式往往与形成漏镀的原因有一定联系,包括侧缘漏镀、板面针孔状漏镀、板面块状漏镀、板面条状漏镀及锌渣痕漏镀等。
(1)侧缘漏镀
对比镀锌和锌铝镁产品侧缘漏镀更为突出,带钢侧缘未镀上镀液,露出钢基,卷取后钢卷侧面呈黑色。
造成原因:钢卷放置时间长,侧缘被氧化生锈,在退火炉内还原不好导致镀不上镀液, 也和镀液的浸润性恶化有关系, 一般用打磨机打磨原料侧缘可减少或消除,问题是不知道什么时间发生,与原材料的原始状态有关系, 目前在无法判定来料清洁度的前提下,锌铝镁机组增加均衡段,增加边部加热和增加边部氢气量是一种有效的解决办法。
(2)锌渣痕漏镀
带钢板面附有异物(条状、片状),镀后脱落造成漏镀,多出现在下表面,呈不规律的线条状居多。
造成原因:原因较多,包括炉内热张紧辊和锌锅沉没辊的结渣都会造成影响,因此提高带钢清洁度是十分必要的, 同时减少热张紧辊和沉没辊的表面结渣,稳定辊子表面的粗糙度,减少打滑现象的产生。
(3)针孔状漏镀
一般为整个板面或大部分板面, 位置特点不明显,有时可能为板面一定区域。这一缺陷锌铝镁产品和镀锌产品是一致的。
造成原因:炉内整体气氛不合要求,氧含量或露点偏高、氢气比例不合要求等,炉温或板温偏低,造成板面清洁及还原效果较差。
(4)条状漏镀漏镀在板面纵向成线条状,以连续性较为多见。造成原因:炉区漏气,气流喷吹在运行中的带钢上,形成线条状氧化,这一缺陷在炉区冷却段容易发生;带钢在出锌池前板面被划伤(如前处理辊轮、炉底辊、热张力辊、沉辊等),而划伤处又粘上了污染物(如油泥、炉灰、锌灰等),造成镀不上镀液,因此针对锌铝镁机组冷却段的设计尤为重要, 同时炉区炉辊的表面增加涂层减少污染物的粘接是十分必要的。
(5)块状漏镀
板面块状或不规则条状的漏镀,为大部分板面,不规则分布。
造成原因:炉内局部气氛不合要求:炉区漏气、漏水或开机前吹扫不干净; 炉区NOF段造成板面氧化;进炉前的板存在锈蚀或是板面有水、油等其它污染物;若冷却段快冷风机处有较多锌灰或锈皮,尤其是冷却段换热器渗水,会大概率造成条状漏镀,渗水严重时造成块状漏镀; 同时快冷风机在启动阶段也容易造成上述两种漏镀。
2.2 脱锌
由于锌层粘附性能不好, 在进行机械咬合或球冲试验时, 带钢表面出现的锌层与钢基分离的现象称锌层脱落。 在生产线上也可以直接看到锌层局部呈块状与钢基分离、锌层掉落的现象,尤其是边部脱锌在高铝锌铝镁的产品发生的几率较大。
产生原因:轧机乳化液太脏,带钢表面残留物偏高、钢卷保存时间过长,边部氧化较重、退火炉炉气氛呈现氧化气氛、 板温过低和炉子密封性能不好等原因,针对锌铝镁机组边部脱锌,对退火炉炉况和清洗段的要求肯定高于镀锌机组,因此有必要对炉子的密封性进行不间断检测,但传统的打压试验不足以发现轻微漏点,而采用氨气结合硫磺棒的方法又存在相当高的危险性, 因此推荐采用氦气打压结合氦检仪(如图2所示)的方法,是方便快捷的解决之道。

图2 氦检仪实物图
2.3 前处理单元的优化设计
(1)提高清洗段的清洗能力,针对建材有花镀锌,清洗段在有无氧化炉(NOF)的设计前提下,是可以不考虑电解清洗段的,但针对锌铝镁机组则是必不可少的,因为镁铝元素的加入导致镀液流动性和浸润性变差,需要更清洁的表面,同时还需要减少铁离子对锌锅的污染,也就是说锌铝镁机组的清洗段需要增加电解清洗和足够的立式磁过滤器来消除铁元素的影响。但对于已经存在的镀锌机组在不改变清洗段长度的前提下来改造增加电解清洗段本身就是个难题,本设计是通过优化现有设计实现该功能的。
(2)提高退火炉的密封性能解决炉区漏气隐患,受镀液流动性和浸润性的影响, 锌铝镁涂镀机组肯定需要更清洁的表面进入锌锅, 需要基本消除炉内气氛不合要求的现象, 气氛中氢气含量会大幅度提高,对炉区密封性、安全性都提出了较高的要求,主要泄漏源来自炉区冷却段的风机和换热器, 因此考虑到锌铝镁机组氢气含量相对较高的特点在冷却段针对性地采用Plug-in的风机和喷管设计。
根据图3所示循环风机采用Plug-in循环风机甚至罩式炉风机可以彻底解决风机漏气的问题;同时采用抽屉式换热器,满足换热器内部管材没有焊点的要求。在解决换热器内部无焊点和循环风机漏气的问题后,冷却段的缺陷和隐患基本得到消除。
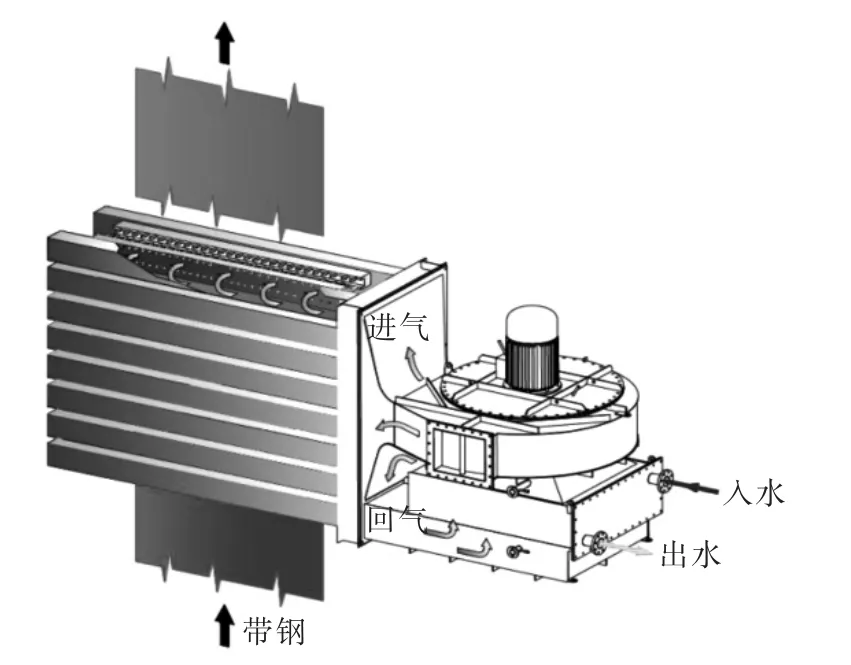
图3 Plug-in循环风机和喷管冷却器结构示意图
(3)消除锌灰对冷却段的影响,同传统镀锌机组相比,锌灰、铁锈还原的锈粉对循环风机的影响还没有得到彻底解决, 因此消除锌灰对冷却段和冷却段板面的影响就是锌铝镁机组亟待解决的另一问题。
如图4和图5所示, 增加BGH隔板和保护气体配置方式,可以基本消除锌灰对漏镀的影响。
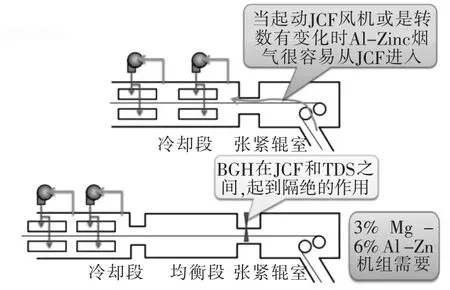
图4 BGH隔板对锌灰的作用示意图
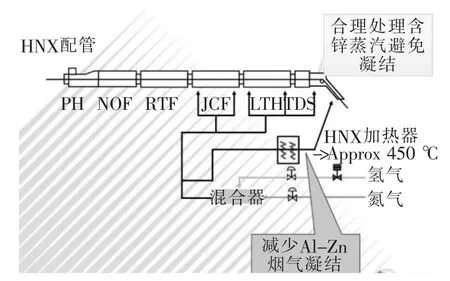
图5 锌铝镁机组保护气体配置示意图
3 针对涂镀工艺段的带钢缺陷分析及优化设计
研究表明,当镁含量超过0.5%时,锌铝镁合金镀层的耐蚀性能提高了3倍以上,但同传统镀锌相比,该工艺段在镀锌基础上新增的缺陷包括时效黑点、板面黑斑等,因厚镀层产生的缺陷包括不均匀、流纹、裂纹等。
3.1 传统镀锌机组锌锅区产生锌渣的特点
锌铝镁涂镀涂层段与镀锌相比, 锌铝镁镀液容重差别很大,传统镀锌锌锅内容重为6 900 kg/m3。 有必要回顾锌渣产生的几个步骤:留在带钢表面的铁原子溶入镀液之中,锌锅锌液中的温度和浓度都是很不均匀的,存在一定的温度起伏和浓度起伏。 锌渣便会在铁的浓度较高处或锌液温度较低处首先形成,初期反应生成的是FeZn7,有相当一部分初期形成的颗粒较小的锌渣质点通过在锌液之中发生布朗运动时的相互碰撞,或通过后续的铁锌反应,体积迅速长大,当其直径超过一定的临界尺寸时,便成为永久的固体颗粒,不再溶人锌液之中,这就是锌液中的底渣。
锌液中铁的浓度超过其饱和度时, 就析出形成金属化合物。锌液处于一种铁溶解、锌渣析出的动态平衡过程,铁溶解和锌渣析出都是不可逆的[1]。
锌液中的铁析出后,首先与锌发生反应,形成锌铁金属化合物,其反应式为:Fe+7Zn→FeZn7,比重为7.25 g/cm3,渣的比重大于镀液的比重。
若锌液中的有效铝含量达到0.135%以上, 锌渣质点在发生布朗运动时也会与铝原子发生碰撞而产生反应,铝原子置换掉底渣中的部分锌,形成含铝的铁铝化合物和锌混在一起的浮渣, 反应式为:2FeZn7+5Al→Fe2Al5+14Zn,Fe2Al5比重为4.2 g/cm3,渣的比重小于镀液的比重。
因此针对传统镀锌机组, 锌渣在锌液浮力和自重的作用下有三种运动趋势:密度较锌液大的Fe2Zn7会在锌液中下沉成为锌锅底部的底渣, 密度较小的Fe2Al5则在锌液中上浮成为锌液表面的浮渣,也有部分锌渣悬浮在锌液中,继续进行着化学反应。
锌渣颗粒质点的尺寸与锌渣上浮或下沉的速度关系很大,尺寸大的上浮或下沉速度较快,而尺寸较小的上浮或下沉的速度较慢, 这就给颗粒尺寸较小的锌渣颗粒提供了进一步碰撞长大的机会。据测量,顶渣的大小一般为40~150 μm, 底渣的大小一般为80~400 μm, 而颗粒大小为15~40 μm的锌渣一般都悬浮于锌液之中。
对传统镀锌锌锅区的要求就是稳定锌锅中锌液温度、稳定锌锅中锌液成分、稳定带钢、提高镀锌板表面质量。
3.2 锌铝镁机组锌锅区和传统镀锌产生锌渣的对比
锌铝镁锌锅内容重为3 600~6 500 kg/m3(配方不同容重不同)。因此不同于镀锌,高铝锌铝镁产生的渣比重大于镀液容重,产生底渣较多;中铝锌铝镁的渣容重和镀液的容重接近,颗粒度也合适的话,造成的渣就会形成底渣、悬浮渣,因此必须介绍渣的生成。
除此之外,镁元素的加入,首先是比重相当轻,只有1.71 t/m3,更容易造成上浮,分布不均匀,镁极易氧化,在锌锅中容易氧化形成MgO,使得锌锅中的浮渣增多,粘结在表面,形成缺陷。
同时镁元素分布不均, 在随后的镀后冷却和水淬槽形成二次氧化,并在随后的10~15 d内在潮湿环境形成氧化点的二次发育, 也就是在涂镀过程中没有发现但随着时间推移而成长的表面黑点。
这一缺陷是镀锌机组所没有的,需要结合锌锅和锌铝镁镀后冷却器来共同消除或减少该缺陷的产生。
未来涂镀工艺段继续发展为镀铝硅的产品时,镀液的容重将低于3 t/m3,带来的沉没辊、稳定辊表面打滑等现象将越来越严重, 需要对辊面封闭和粗糙度进行严格控制。
3.3 锌铝镁机组锌锅区的优化设计
(1)锌锅深度加深、由无芯锌锅取代有芯锌锅、增加预熔锅、增加溜槽加热系统等;锌锅死角采用氮气通入加强搅拌。
(2)针对锌铝镁锌锅内部的成分控制尤其是镁成分的分布是需要进行实时监控的。
(3)针对环境锌铝镁更需要做ZAM275-370的厚板厚镀层产品,不同于镀锌机组,更希望在厚板、高强钢的前提下做厚镀层,因此很容易造成厚边、锌流纹等缺陷, 因此在气刀的均匀性控制方面提到前所未有的高度,只能通过提高风量、通过起到内部均压网的设计来达到优化气刀性能的作用, 必须做到刀唇封闭,刀唇到带钢的距离为10 mm。
3.4 锌铝镁机组锌镀后上行冷却器的优化设计
镀后上行冷却器:不同于镀锌有带钢离开气刀后有足够的静置流平段, 接触到空气冷却器时已经完成了凝固, 锌铝镁机组镀后冷却器仍有需要解决的问题, 包括防止极少黑点缺陷、 防止和减少斑块缺陷、不能产生冷却纹路、不能产生弯折裂纹及不能造成冷却不均匀而造成色差等。 锌铝镁冷却器设计不当将会造成如表2所列的各种缺陷。
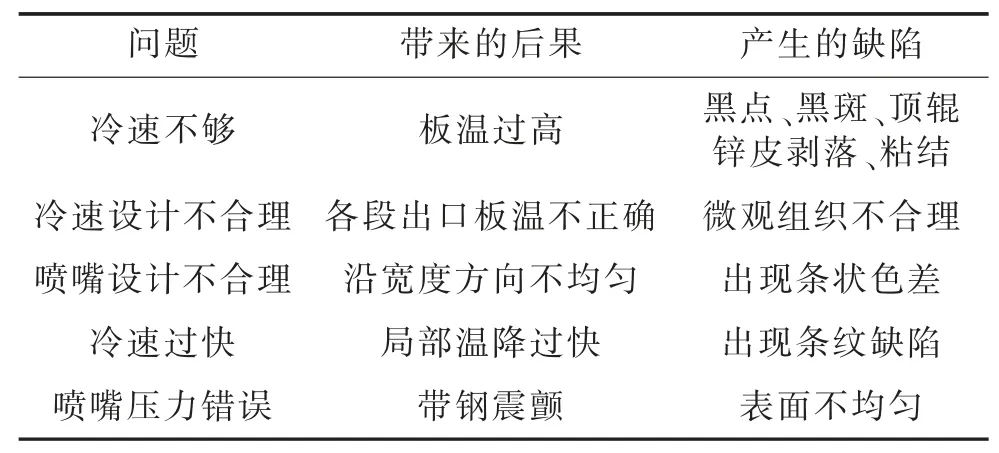
表2 锌铝镁冷却器设计不当造成的缺陷
上述的冷凝过程、生成Zn2Mg的过程及冷却到安全温度以下的过程都是单独控制的, 并且根据板厚和气刀位置进行上下调节, 最终在满足最高冷却速度的前提下形成锌铝镁镀后上行冷却器。
因此针对锌铝镁镀层冷却过程的要求, 涵盖了凝固过程、生成Zn2Mg的过程、冷却到安全温度以下的过程以及到塔顶辊最低温度要求的过程。 因此该冷却器至少分为凝固段、快冷段、最终冷却段3段,如图6所示(仅展示了入口的两段)[2]。

图6 锌铝镁镀后冷却装置实物图
镀后上行冷却器的使用目的是和锌锅一起完成减少氧化及板面黑点、控制锌铝镁镀层厚度的作用;同时结合气刀一起完成提高冷却速度、生成Zn2Mg及Zn、Al三元合金、稳定带钢运行及精确控制带钢温度的作用。
3.5 锌铝镁机组涂镀工艺段的优化要点
针对锌铝镁机组, 在该工艺段需要消除的新增缺陷包括时效黑点、板面黑斑、因厚镀层产生的不均匀、流纹、裂纹等缺陷,因此锌锅、气刀、镀后冷却器的配合是必不可少的。
加深锌锅深度、 采用无芯感应锌锅+预熔锅、气刀增加均压网、 采用多段式升降冷却器是减少锌铝镁涂镀缺陷的最有效手段。
4 针对后处理单元的带钢缺陷分析及优化设计
同镀锌相比, 锌铝镁机组的表面硬度提高了3倍,达到165 HV,同时针对SD450D的高强钢基材也对光整机提出了较高的要求, 传统的拉矫光整缺陷如滑移线、光整花纹、光整辊印等针对锌铝镁产品更加突出,因此光整机工作辊辊径的设计更加重要。
一般的,采用直径为600 mm以上的工作辊以及表面毛化是十分必要的。
锌铝镁产品正在朝着专业化以及提高专用性的方向发展, 薄规格采用高铝锌铝镁结合氟碳涂层初步形成以基材保护涂层的产品, 对高铝锌铝镁的镀层厚度要求为180 g/m2(双面);而对低铝锌铝镁仍以家电板属性为重点,强调表面质量,对低铝锌铝镁的镀层厚度要求为275 g/m2(双面)。
5 结论
(1)锌铝镁机组前处理单元必须装备电解清洗和足够的磁过滤器,以减少带钢带入锌锅的铁粉。
(2)退火炉增加均衡段、边部加热和增加边部氢气量是带钢锌铝镁镀层边部脱锌的一种有效手段。
(3)采用氦检仪定期对炉子进行泄漏检测是一种安全有效的手段。
(4)采用Plug-in风机和外置换热器并提高炉区冷却器的密封性优化了锌铝镁涂镀机组的炉区性能。
(5)锌锅加深、采用无芯感应锌锅、采用预熔锅、气刀增加均压网、 采用多段式升降冷却器是减少锌铝镁涂镀缺陷的最有效手段。
(6)增大光整机工作辊辊径并且毛化是减少锌铝镁涂镀光整缺陷的最有效手段。
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
表面工程与再制造(2022年1期)2022-05-25
作文小学中年级(2021年12期)2022-01-21
Baosteel Technical Research(2021年1期)2021-03-09
表面工程与再制造(2019年3期)2019-09-18
中学生博览(2018年21期)2018-11-19
财经国家周刊(2017年13期)2017-07-12
烹调知识(2016年11期)2016-10-31
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
