浅谈新能源客车地板革及铺设工艺
2023-02-11 07:54韩世秀
时代汽车 2023年2期
韩世秀
威驰腾(福建)汽车有限公司 福建省漳州市 363105
1 引言
随着汽车工业和整车行业的不断发展,工艺技术水平的不断提高,处在低碳环保,绿色出行的大环境下,一方面国家部委和地方政府纷纷提出一系列的补贴和措施,鼓励和刺激,氢燃料,纯电动等新能源客车的设计研发;另一方面,整车市场和诸多客户越来越向智慧,舒适等人性化的角度发展和需求。我们作为新能源客车的生产制造商,从大的方面,需要考虑客车的实用性,经济性,外观造型,市场定位;从小的方面,则需要考虑材料选择,工艺实施。客车在分块设计过程中,最经常接触人们的应当是客车车厢,它在整车设计中也有着无可替代的地位。因此,我们有必要做好客车车厢的内饰设计,有信心做好客车车厢的地板革铺设工艺。
2 地板革概述
2.1 地板革定义:覆盖在客车地板表面,起装饰和隔热作用的汽车零部件[2]。也有部分资料这么定义,地板革又称卷材地板,是现代汽车行业不可或缺的地面材料之一,地板革因色彩,花样丰富,所以不仅美观,适用,而且具有隔热,隔音,耐磨,耐腐蚀等性能。用途方面也比较广泛,既可以用在客车平地板区域,立面,台阶,也可以用于轮罩上方,楼梯侧面等玻璃钢装饰件表面,替代护板。甚至车厢内隔断,后墙面也可以用地板革铺设,替代不锈钢板,压花板,PVC 装饰板等内饰材料。因此,很受客车制造商,客户以及市场的青睐。
2.2 地板革结构:根据近期国内外车展,市场了解不难发现,目前大部分的客车制造商基本都使用的是PVC 地板[3]。根据全球顶级地板革制造商法国洁福,英国雅卓等相关资料和提供的最新样册可知,地板革主要是多层复合型结构,即耐磨层,钎维网状纺织基层,背衬粘接层,图片来源于洁福样品册。(如图1 所示)。
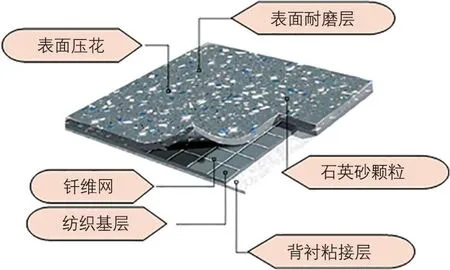
图1
2.3 地板革特性:地板革的特性,从细微的角度去讨论,因为每一部分的组织不同,所起到的作用和功能也不同,但是从总体角度去考虑,地板革的整体适用性和特点[4]包括:1)适用范围广、粘接简便;2)耐污、抗酸碱性好,免维护;3)富有弹性、防滑性能好;4)耐磨、抗菌;5)尺寸稳定性好,不会受温度、潮湿影响而变形;6)安全、环保不含甲醛[5];7)隔音降噪,脚感舒服;8)色彩、花样丰富,完全满足个性化设计所需要;8)阻燃性能好[6];10)重量轻,减轻客车承载,降低油耗,提高客车的经济性。
3 地板革铺设的影响因素
影响地板革铺设的因素[7]有很多,包括前道工序木板铺设的平整度,刮原子灰的质量,员工操作的手法,铺设工具如焊枪及配套工具,铲刀,美工刀,喷枪,墨斗使用的熟练程度等等。1)前道工序木板和刮原子灰的质量影响主要体现在地板革铺设起皱,地板革粘贴后容易脱胶,地板革铺设后车厢地板面不平整,极大的影响整车内饰效果;2)员工的操作手法和铺设工具使用的影响却主要体现在地板革条纹对不准,焊接不牢固,对接缝不直,容易划伤,烫伤破坏地板革造成不必要的浪费。另外,美工刀使用,容易超出切割尺寸范围,边角不整齐等现象,容易造成多余焊缝,对接处进水等缺陷。部分铺设工序(如图2所示)。

图2
4 地板革铺设的步骤及工艺工艺流程
4.1 客车地板革铺设的步骤如:1、地板革、绒布无明显色差、无脱胶、无破损、无划伤、无起皱、无起泡、无遮盖不严等缺陷。2、根据下料尺寸,用墨斗在地板上弹出地板革对接直线,保证地板革铺设是笔直、不弯曲。3、将已下好的在地板革平铺在工作台上然后喷三道树脂胶,喷胶需均匀(地板上与地板革同时喷胶)4、地板和地板革同时喷胶,晾置10 分钟左右,以不沾手为准。5、粘贴时地板两侧要折边翻上两侧壁,局部修剪时避免划伤地板革,地板革接缝≤2mm,直线度误差≤2mm,铺设后局部起泡处要做压实处理(可采用滚压法)。6、修剪时避免划伤地板革,然后用汽油布将周边表面余胶清理干净。7、检查地板革是否有划伤,鼓包,脱胶现象。8、将地板革对接缝理平,两边压实后用专用割刀切割出焊条的凹槽,再将代码:DBG-2050-Y01 圆形焊条用焊枪焊接在凹槽内,保持焊缝饱满,挺直。(只要与主地板革对接都采用主地板革焊条进行焊接)9、平面焊缝采用圆焊条焊接,焊接后须将焊条铲平。10、用同样方法焊接地板革阴角缝;角焊缝采用扇形焊条焊接。
4.2 客车地板革铺设的两条详细工艺流程[8](如图3所示)。

图3
5 地板革铺设工艺的对比分析
两种铺设工艺各有优缺点,1)喷胶工艺,地板革属于无背胶状态,卷材的体积相对比较小,容易运输,对工艺人员的专业水平要求不是很高,但是铺设的过程和作业时间,作业工序比较繁琐,粘接可靠性相对不高,返工对地板革的破坏性比较小,因此制造成本比较低,适用于车辆试制,小批量生产;2)非喷胶工艺,地板革属于带背胶状态,这种将胶融合在地板革背面,外面贴保护膜,卷材体积较大,运输成本较高,对工艺人员的作业水平要求高,操作方便,撕掉背胶膜直接粘接,粘接的可靠性很高,车辆的地板寿命比较长,几乎不能返工,适用于成熟车型的大批量,流水线,标准化流程生产。
6 地板革铺设对接方案分析
6.1 地板革铺设在整车地板上常见的对接形式有以下几种:1)地板革同材料在不同位置对接;2)地板革与不同材料诸如PVC 板,金属板件,有机新材料对接。对于地板革同材料对接,无论在车辆地板的什么位置,都是采用焊接方式,选用的焊条形式要根据具体位置确定,平面对接选择圆焊条,仰角对接采用扁焊条。对于地板革与不同材料对接的处理方式就各有差异,如果与新材料对接,通常设计2.25mm的沉台面,平顺过渡粘接地板革,周边打胶;如果与金属材料对接,往往是地板革边压在金属材料下方,打铆钉,螺钉,粘胶等等处理边缘方式;另外,如果与PVC 板对接,可以选择铝型材,焊接等形式处理对接处。无论是哪一种形式,铺设地板革工艺要求都一致,边角切修整齐,铺设平整,粘接牢固,有接触到液体的地方做好密封处理。
6.2 地板革铺设对接缝隙的选择分析:从工艺性和性能考虑,整车焊缝越少越好,这样大大提高铺设效率,但是成本略高。如果需要留对接缝,优先按照以下方式选择:1)按照正常标准车宽2550[9]mm 计算,假设距离中心尺寸为D,则这个尺寸的取值范围为500mm<D<1000mm;2)对接缝留在距离地板面大于100mm 的立面上,根据不完全统计,客车售后记录的接缝在这个位置时漏水失效的数量寥寥无几。3)没有密封的对接需要留在距离地板面大于200mm 的高度以上,确保没有漏水现象。
6.3 地板革铺设对接的常见形式(如图4所示)。

图4
7 地板革铺设的特殊情况应用
客车地板革铺设,在整车设计中会遇到诸多特殊情况,需要阐述。1)WSD6121BL1EV 三门丹麦车,因为前轮供台阶的放脚空间达不到法规要求[10],需要座椅厂家定制安装结构,重点是轮供需要切口,做沉台,地板革装饰就会出现问题,在这种情况下,需要设计平滑过渡圆角,避免铺设后地板革出现不平整,起皱现象,工艺上需要做调整,铺设面需要打磨,两次喷胶,便于粘接牢固;2)WSD6120BL1EV 三门公交车油箱位置,因为加油口高低的问题,车内地板需要做鼓包,这种情况客车设计过程中,经常会出现,车内必须要做类似罩子一样的装饰件,此时,外表面需要铺设地板革,这种场合,需要板件焊接出100° -110°的角度,便于地板革转角过渡,避免粘接不牢固而脱落,对接封需要打磨平整,工艺上要用橡胶,尼龙块等转角处挤压平整,注意不要压伤地板革母材;3)地板革铺设过程,经常会出现不同种类地板革对接的现象,譬如,残疾人轮椅区,乘客门警示区等等,因为不同款式,不同型号的地板革,在性能上,特点上,工艺尺寸上略有不同,铺设过程需要注意以下几点:A)焊条选择要用主地板革配的焊条,因为这种地板革批量大,焊条又属于热熔产品配着地板革使用,因此,性能相对稳定;B)不同地板革之间的铺设底面,需要分开处理,并且需要工艺增加预铺,比对工序,避免出现铺设缺陷;C)当出现不同厂家的地板革需要选配时,更要注意焊条和粘接剂的选择,一般选用时,都需要做铺设前的实验,有利于提高客车地板内饰的铺设质量。
8 结束语
通过论文的介绍和分析可以知道结论。1)客车地板革的铺设质量,与地板革原材料的质量,供应商的生产制作水平有很大关系;2)客车地板革的铺设质量,与客车地板附属材料的质量水平有很大关系,譬如木板平整度,封板焊点处理的程度等;3)客车地板革的铺设质量,与粘接剂的质量性能也有很大关系,否则会出现上文描述的诸多不良隐患;4)客车地板革的铺设质量,与客车生产制造的铺设工艺关系最大,上述几点都是合格的情况下,主要的执行在铺设过程,必须严格按照工艺要求,严格遵守工艺步骤,严格掌握工艺操作方法,严格执行职业操守,才能将新能源汽车地板革铺设工艺做的更好,也才能在整车行业和新能源市场获得更多的竞争优势。
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
建材发展导向(2019年10期)2019-08-24
汽车观察(2019年2期)2019-03-15
汽车观察(2018年12期)2018-12-26
汽车观察(2018年10期)2018-11-06
北京汽车(2017年3期)2017-10-14
知识经济·中国直销(2017年8期)2017-09-05
舰船科学技术(2016年1期)2016-02-27