风电拉铆钉低温冲击性能不合格原因分析
2023-10-23 07:02李新荣
热处理技术与装备 2023年5期
文 华,王 霞,李新荣,张 威
(眉山中车紧固件科技有限公司,四川 眉山 620010)
目前我国部分风力发电设备选用拉铆钉进行紧固连接,拉铆钉为组合件,包括拉铆钉和套环,通过铆接工具轴向拉伸铆钉,径向挤压套环,使套环内侧金属流动到拉铆钉锁紧槽中,形成永久性塑性变形连接。由于风电拉铆钉特殊的服役条件,用户对拉铆钉的强度及低温冲击韧性提出了较高的要求,风电领域中使用的某种高强度拉铆钉,其硬度要求为32~39 HRC,-40 ℃冲击吸收功KV2≥27 J,材料为42CrMo钢,规格为φ24 mm,制造工艺为下料→温镦成型→搓丝→淬火→高温回火→表面处理→成品。
拉铆钉在热处理后进行力学性能检测,在相同热处理工艺且硬度范围为32~39 HRC的条件下,对拉铆钉进行-40 ℃低温冲击试验,部分批次拉铆钉低温冲击性能不满足技术要求,与正常值存在较大差异。本文对拉铆钉低温冲击性能不合格的原因进行分析与研究,并提出相应的改进措施,避免类似质量问题发生。
1 检测分析
1.1 低温冲击功
分别取冲击功合格与不合格批次的拉铆钉各3件,按照标准GB/T 229—2007《金属材料夏比摆锤冲击试验方法》进行检验,试样为10 mm×10 mm×55 mm夏比V型缺口,缺口深度为2 mm,-40 ℃冲击吸收功检测结果见表1。
1.2 化学成分分析
分别取冲击功合格与不合格批次的拉铆钉各1件,采用电火花直读光谱仪进行化学成分分析,结果见表2。结果表明,合格批次与不合格批次试样原材料的化学成分均符合标准GB/T 3077—2015《合金结构钢》中对42CrMo钢化学成分的要求,微量元素P、S的含量低于优质钢中对P、S元素的标准要求[1]。

表2 试样化学成分(质量分数,%)Table 2 Chemical composition of samples(mass fraction,%)
1.3 硬度检测
在冲击功合格与不合格的拉铆钉上截取试样,采用洛氏硬度计按标准GB/T 3098.1—2010《紧固件机械性能 螺栓、螺钉和螺柱》要求进行芯部硬度检测,结果见表3。结果表明冲击功合格与不合格拉铆钉硬度值均在32~39 HRC范围内,符合技术要求。
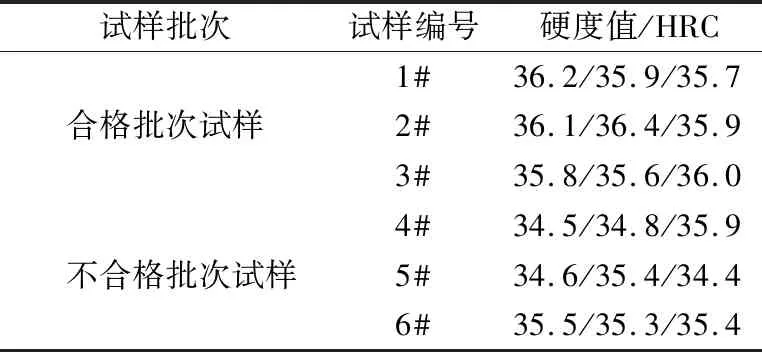
表3 芯部洛氏硬度Table 3 Core Rockwell hardness
1.4 金相组织分析
取垂直于拉铆钉轴心线的纵向试样,经粗磨、精磨、抛光、4%硝酸酒精溶液腐蚀后,采用电子金相显微镜观察组织形貌,合格与不合格拉铆钉试样心部的金相组织如图1所示。由图1可知,合格与不合格拉铆钉试样的金相组织均为回火索氏体,回火组织均匀,与所用热处理工艺获得的该材料正常金相组织一致[2]。

(a)合格试样;(b)不合格试样图1 试样金相组织 500×(a)qualified sample;(b)unqualified sampleFig.1 Microstructure of samples
1.5 奥氏体晶粒度
取垂直于拉铆钉轴心线的纵向试样,经粗磨、精磨、抛光、ET-01PLUS新型晶粒度侵蚀剂腐蚀后,采用电子金相显微镜观察奥氏体晶粒度,合格与不合格拉铆钉试样的奥氏体晶粒组织形貌如图2所示。采用标准GB/T 6394—2017《金属平均晶粒度测定方法》中截点法对试样奥氏体晶粒度等级进行评级,合格与不合格试样的平均晶粒度评级分别为9级、10级,但不合格试样的奥氏体晶粒组织出现严重不均匀、混晶现象,异常长大的晶粒为5~6级。细晶能提高冲击性能,粗晶、混晶降低钢的冲击性能[3]。

(a)合格试样;(b)不合格试样图2 试样奥氏体晶粒形貌 200×(a)qualified sample;(b)unqualified sampleFig.2 Austenite grain morphology of samples
2 分析与讨论
合格批次与不合格批次拉铆钉试样的化学成分均符合标准要求,芯部硬度也符合技术要求,金相组织与所使用热处理工艺获得的该材料正常金相组织一致。但奥氏体晶粒度检验结果表明,不合格批次试样的奥氏体晶粒存在严重不均匀、混晶现象,导致拉铆钉冲击性能降低。
结合拉铆钉的加工工艺流程及原材料状态进行分析,合格与不合格批次拉铆钉的加工工艺流程及过程工艺参数完全一致;而原材料状态存在一定差异,合格批次所用原材料为热轧棒料,不合格批次所用原材料为冷拉线材。热轧材料生产工艺流程为:转炉冶炼→炉外精练→大方坯连铸→钢坯检验→大方坯加热→开坯→检验→钢坯加热→高压水除磷→控制轧制→控制冷却→检验;冷拉线材为满足紧固件冷镦变形要求,必须进行球化退火处理,冷拉线材生产工艺为:热轧盘条→酸洗磷化→拉拔→球化退火→精拉→成品精线[4]。冷拉线材在冷态拉拔过程中导致原奥氏体晶粒拉长、破碎,后续在球化退火过程中长时间高温加热,晶粒重新结晶并聚集长大,导致冷拉线材原材料出现奥氏体晶粒不均匀、混晶现象,粗大的奥氏体晶粒是造成冷拉线材制造拉铆钉的-40 ℃冲击吸收功不合格的主要原因。
3 结论与措施
高强度风电拉铆钉-40 ℃低温冲击吸收功不合格的主要原因是冷拉线材原材料奥氏体晶粒不均匀、混晶。因此,可以通过改善原材料奥氏体晶粒均匀性来提高拉铆钉低温冲击性能,具体措施如下:
1)热轧棒料相较冷镦线材原材料具有更好的奥氏体晶粒均匀性及热处理后低温冲击性能,可采用42CrMo热轧棒料作为高强度风电拉铆钉原材料;
2)正火处理可细化晶粒、均匀组织[5],可对冷镦线材原材料生产拉铆钉进行正火预处理后再进行调质处理,以改善拉铆钉低温冲击性能,经过正火预处理后拉铆钉的-40 ℃冲击吸收功由原来的22~25 J提高至38~42 J,低温冲击性能提升效果显著。
采取上述改善措施后,重新生产的高强度风电拉铆钉未再出现过此类质量问题。
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11
家庭影院技术(2020年11期)2020-12-28
装备制造技术(2020年2期)2020-12-14
四川冶金(2017年6期)2017-09-21
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
工业设计(2016年8期)2016-04-16
焊接(2016年9期)2016-02-27
上海金属(2014年5期)2014-12-20
河南科技(2014年3期)2014-02-27