热板式活络模具与蒸锅式活络模具的传热性能分析
2023-12-26 09:21宋凯华胡海明
橡胶工业 2023年12期
宋凯华,胡海明
(青岛科技大学 机电工程学院,山东 青岛 266061)
活络模具是决定轮胎质量的关键设备,按照加热方式的不同,其可以分为热板式活络模具和蒸锅式活络模具[1-3]。两种活络模具在全钢子午线轮胎和半钢子午线轮胎生产中都有应用,但蒸锅式活络模具在大型工程机械轮胎领域应用更多。目前,国内对两种活络模具的传热性能研究较少,尚未对其结构和传热性能上的差异进行分析[4-5]。
对轮胎活络模具进行传热性能分析和结构优化离不开模具的温度测量。温度测量方法主要有试验法和模拟法,其中,采用模拟法可以省去人工测温的繁琐过程,同时可以最大程度地节约资源和降低成本。李淑华等[6]模拟了热板式活络模具温模过程中的温度场分布。刘迎等[7]模拟了在热源与合模力的综合作用下模具的型腔温度和应力分布。胡海明等[8]对导向方式不同的两种热板式活络模具进行了传热分析。石鹏等[9]研究得出当温度趋于硫化温度时,采用对流边界与固定温度边界得到的轮胎活络模具的模拟结果差别不大。上述研究均针对热板式活络模具进行,对蒸锅式活络模具的传热性能研究较少。
本工作以Y1185型壳体12.00R20轮胎活络模具为例,采用Ansys Workbench的瞬态热模块对圆锥面导向的热板式活络模具与蒸锅式活络模具进行传热性能对比分析,并提出蒸锅式活络模具的结构优化方案。
1 热板式活络模具与蒸锅式活络模具的区别
(1)结构区别。热板式活络模具的中套有蒸汽室,蒸锅式活络模具的中套与安装环之间存在调整预加载高度的调整垫块。
(2)加热方式区别。热板式活络模具配合热板式硫化机进行轮胎硫化,模具的热源为硫化机上、下热板和中套蒸汽室;蒸锅式活络模具被完全密封在蒸锅式硫化机的加热罩内,在轮胎的硫化过程中高温高压蒸汽对整副模具进行加热。相对于热板式活络模具,蒸锅式活络模具的加热面更多,受热更加均匀。
(3)能源利用区别。蒸锅式活络模具每次开模都会造成内部部分蒸汽排放到空气中,对环境温度带来一定的影响,同时造成能源浪费。整体上蒸锅式活络模具的能源消耗比热板式活络模具高40%,这是目前蒸锅式活络模具应用较少的主要原因[10];另外,蒸锅式活络模具除了保证模具锁紧以外还要保证模具内部的蒸汽压力,对锁模力的要求比热板式活络模具高[11]。
2 有限元仿真
2.1 网格划分
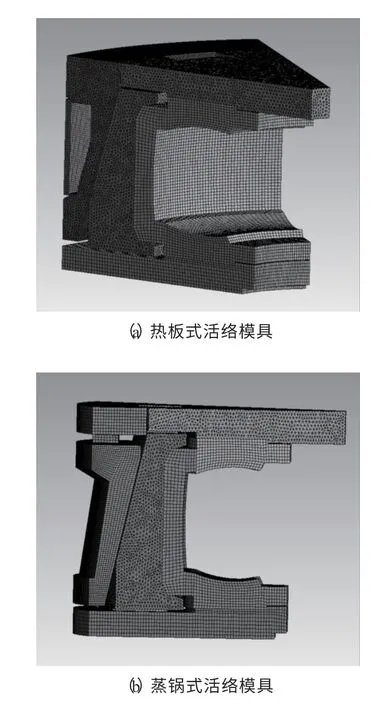
图1 热板式活络模具和蒸锅式活络模具的网格划分Fig.1 Grid division of hot plate type segment mold and steamer type segment mold
2.2 模拟参数设置
轮胎活络模具材料的热力学参数见表1。其中模具弓形座材料为QT450-10球墨铸铁;耐磨板材料为Q235钢,耐磨层厚度很小,将其热力学参数近似看作基体的热力学参数;模具其他部件材料为45#钢[12]。
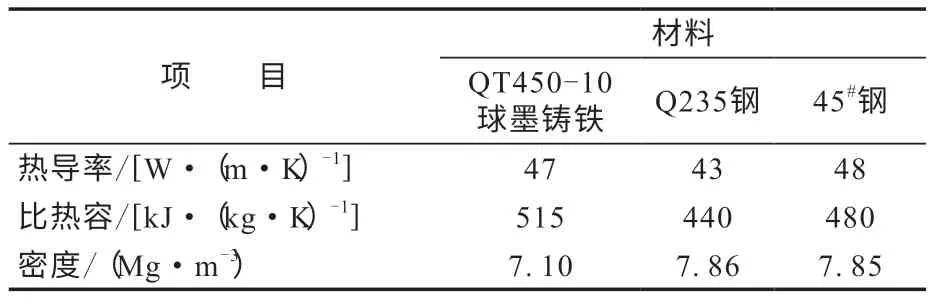
表1 轮胎活络模具材料的热力学参数Tab.1 Thermodynamic parameters of tire segment mold materials
常见热板式活络模具多为三热源,即以硫化机上、下热板和中套蒸汽室作为热源对模具进行加热,因此模拟热板式活络模具时,将上、下热板作为固定温度边界条件,中套蒸汽室选用对流边界或简化为固定温度边界条件。蒸锅式活络模具由蒸锅式硫化机通入高温高压蒸汽对模具整体进行加热,因此模拟蒸锅式活络模具时,加热面除了模具的上盖、底座、中套表面外,还包括模具内部与蒸汽接触的面[13]。
从传热学角度分析,蒸锅式活络模具的高温高压蒸汽对模具的加热过程为对流传热,热板式活络模具的蒸汽室截面规则,可以简化为传热学中弯管模型以进行对流传热膜凝系数的计算,但该方法会产生误差;蒸锅式活络模具的传热面多且复杂,在实际生产过程中,高温高压蒸汽对模具的表面加热,与蒸汽接触的模具的表面温度在短时间内就可以达到与蒸汽相同的温度,因此在模拟传热中,不考虑模具前期短暂的升温过程,而采用固定温度边界条件,认为模具的加热面初始温度为外部蒸汽的温度[14]。
模拟参数设置如下:活络模具整体的初始温度为22 ℃,模拟时间为8 000 s,时间步长为20 s;热板式活络模具温模时硫化机上、下热板温度为152℃,中套蒸汽室蒸汽温度为160 ℃;蒸锅式硫化机对蒸锅式活络模具整体进行加热,与高温高压蒸汽接触的表面温度为156 ℃。
3 结果与讨论
3.1 热板式活络模具与蒸锅式活络模具的模拟结果对比
选取花纹块上的4点(见图2中a,b,c,d点)、上侧板上的p1和p2点、下侧板上的p3和p4点(见图3)的温度进行研究。其中a与c点的温差代表与花纹块接触的轮胎两侧胎肩表面的温差,b与d点的温差代表与花纹块接触的轮胎胎面的温差,a与c和b与d点的温差越小,轮胎的质量越好。
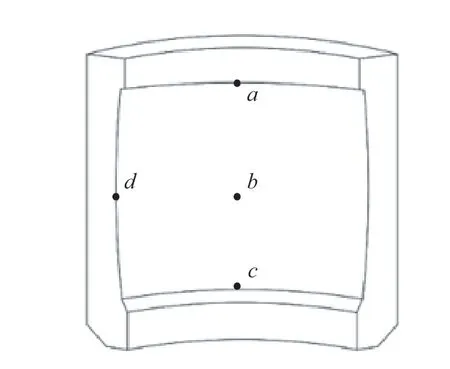
图2 花纹块上的测温点Fig.2 Temperature measuring points on pattern block

图3 上、下侧板上的测温点Fig.3 Temperature measuring points on upper and lower side panels
热板式活络模具与蒸锅式活络模具温模过程中的花纹块温度-时间曲线如图4所示。

图4 热板式活络模具与蒸锅式活络模具温模过程中的花纹块温度-时间曲线Fig.4 Pattern block temperature-time curves during warming mold process of hot plate type segment mold and steamer type segment mold
从图4可以看出:在设定的活络模具的温度边界条件下,两种活络模具经过前期的快速升温阶段,花纹块平均温度达到150 ℃后其上升缓慢,当花纹块平均温度达到154 ℃后,模具的温度场处于稳定状态,因此花纹块平均温度升至154 ℃的时间点为最佳温模时间;蒸锅式活络模具在温模1 820 s时花纹块平均温度达到154 ℃,此后,随着温模时间的延长,温度变化不大,而热板式活络模具的花纹块温度达到稳定的温模时间为6 800 s,此时上、下侧板温度为152 ℃,花纹块平均温度超过154 ℃。
温度场稳定时两种活络模具的温度云图如图5所示,花纹块和侧板上各点温度对比分别如表2和3所示。
曲块在储存过程中水分不断散失,受物理作用容易出现裂缝和脱壳的现象,这种现象在现用曲中极为常见。为了研究裂缝和脱壳的影响性,我们采集了1.1中的4#裂缝样品,进行高通量测序研究(见图3、表5)。

表2 温度场稳定时两种活络模具花纹块上各点温度对比Tab.2 Temperature comparison of points on pattern blocks of two segment molds during stable temperature field ℃
从图5可知,与热板式活络模具相比,蒸锅式活络模具的温模时间明显较短,结合表2可以看出:两种活络模具的花纹块最大温差及其位置不同,当花纹块平均温度达到154 ℃以后,热板式活络模具的花纹块最大温差在c与d点间,为1.0 ℃;蒸锅式活络模具花纹块的最大温差在a与d点间,为1.5 ℃。
从表2和图5还可以看出:热板式活络模具的花纹块a与c点温差为0.4 ℃,且a点温度略高于c点温度,b与d点温差为0.1 ℃;蒸锅式活络模具花纹块内部a与c点温度差为0.4 ℃,b与d点温差为0.4℃,热板式活络模具的温度分布更加均匀。
从表3可以看出:在花纹块平均温度达到154℃以后,热板式活络模具的上、下侧板温度均超过其上、下表面的边界温度(152 ℃),上侧板温差为1.1 ℃,下侧板温差为0.8 ℃;蒸锅式活络模具的上侧板温差为0.2 ℃,下侧板温差为0.1 ℃,蒸锅式活络模具的侧板温差比热板式活络模具小得多,侧板温度分布更加均匀。
3.2 热板式活络模具与蒸锅式活络模具的差异性
3.2.1 温模时间的差异性
温模时间的差异是由模具的加热方式以及热量的传递路径导致的。蒸锅式活络模具与热板式活络模具的径向热量传递路径不同(见图6),蒸锅式活络模具花纹块的热量来源由两部分组成,一部分热量源于进入到蒸锅式活络模具内部的高温高压蒸汽,对弓形座背面、T形槽以及花纹块上、下表面局部进行加热,另一部分热量由中套表面经中套耐磨板传递给弓形座,最终传递给花纹块。而热板式活络模具的径向热量传递由中套蒸汽室经中套耐磨板传递给弓形座背面,最终由弓形座传递给花纹块,这部分热量传递过程中热阻更大。

图6 两种活络模具花纹块的热量传递路径Fig.6 Heat transfer paths of pattern blocks of two segment molds
3.2.2 花纹块温度分布的差异性
热板式活络模具的花纹块c点温度受底座低温热源的影响较大,当弓形座温度高于底座温度时,中套流向弓形座下侧的部分热量通过底座耐磨板流向底座,导致花纹块下侧温度比中部和上侧低,上、下侧(a与c点)的温差为0.4 ℃。花纹块中部的热量主要来自于中套汽室高温热源,中套汽室的热量经中套耐磨板和弓形座传递到花纹块中部的过程中受弓形座T形槽的影响小,b与d点温差较小,只有0.1 ℃,b与d点温度高于a与c点,最大温差发生在d与c点之间,为1.0 ℃。
蒸锅式活络模具的T形槽开在弓形座背面中间位置(见图7),硫化时高温高压蒸汽进入T形槽内对整个导向槽进行加热,相比弓形座背面两边未开槽的部位,T形槽内的热量传递到花纹块的过程中热阻更小,造成了花纹块中部温度比两边高,花纹块b与d点温差为0.4 ℃。弓形座截面上窄下宽(见图7),弓形座背面和T形槽上部的热量能更快地传递到花纹块内部,导致a点温度比c点温度高0.4 ℃,花纹块最大温差在a与d点之间,为1.5 ℃。

图7 蒸锅式活络模具的弓形座Fig.7 Bow shaped seat of steamer type segment mold
3.2.3 上、下侧板温度的差异性
从图5和表3可以看出:蒸锅式活络模具的上、下侧板温差分别为0.2和0.1 ℃,上、下侧板温度分布都比较均匀;热板式活络模具的上、下侧板温差分别为1.1和0.8 ℃,侧板两侧存在较高温差且靠近花纹块的一侧温度偏高。热板式活络模具由于中套蒸汽室的温度高于硫化机上、下热板温度,当温模一段时间后花纹块温度高于上、下侧板温度时,花纹块上、下侧分别与上、下侧板接触的部位热量会流向侧板,造成了靠近花纹块部分的侧板温度高于远离花纹块部分。
3.3 蒸锅式活络模具的结构优化
热板式活络模具与蒸锅式活络模具的加热方式不同,热板式活络模具的花纹块上侧温度略高于下侧温度,相关研究[15]表明可以通过减小底座耐磨板面积来降低硫化机下热板的低温度热源对花纹块下侧的影响。
蒸锅式圆锥面活络模具的弓形座上T形槽的存在决定了花纹块中间温度比两边高,这是由蒸锅式活络模具的加热方式和圆锥面导向结构共同决定的。基于蒸锅式活络模具的花纹块温度场分布的差异性,可以通过改变弓形座背面传热面面积、传热面位置和增大传递过程热阻来减小花纹块温度场分布不均的现象。蒸锅式活络模具的中套耐磨板结构及位置调整如图8所示。
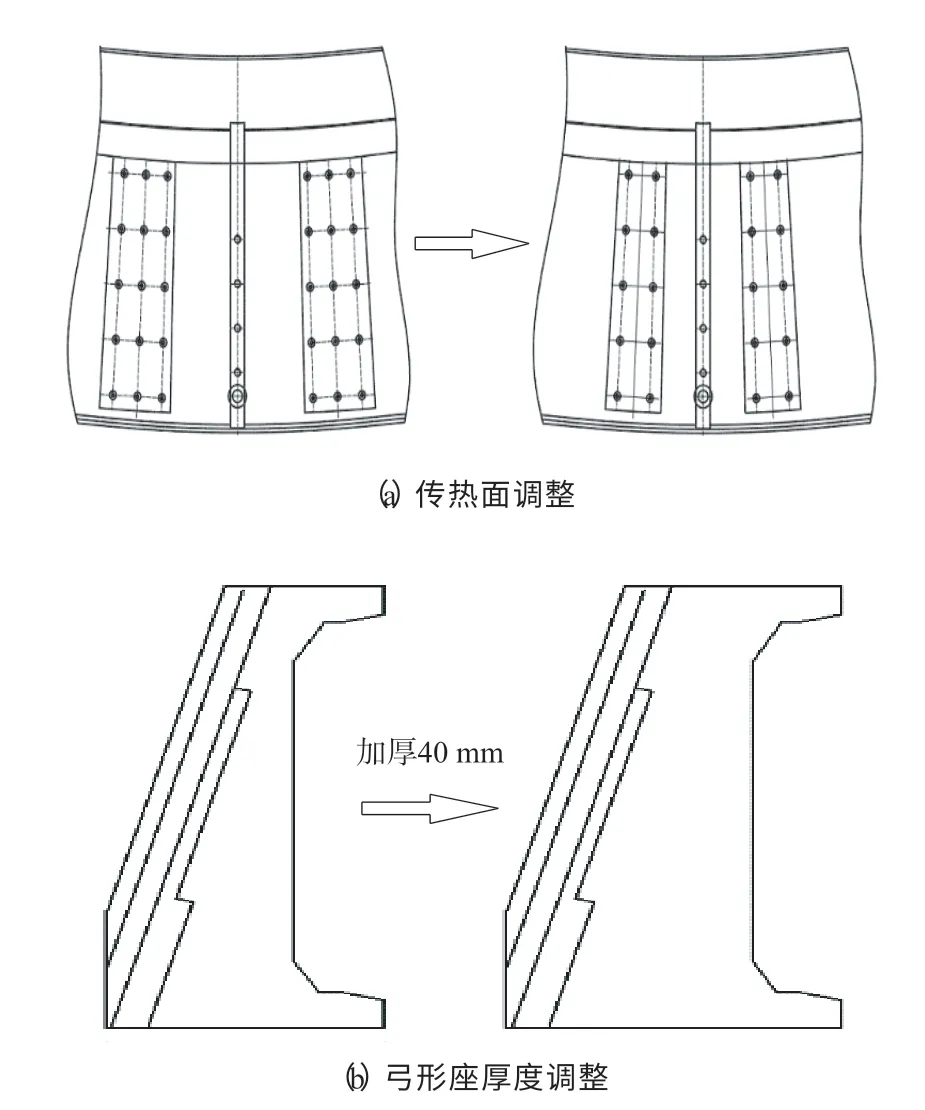
图8 蒸锅式活络模具的中套耐磨板结构及位置调整Fig.8 Structure and position adjustment of middle sleeve wear resistant plate of steamer type segment mold
从图8可以看出:在满足强度的前提下适当减小蒸锅式活络模具的弧形中套耐磨板面积,可以增大高温高压蒸汽对弓形座背面的加热面积,使更多热量从弓形座背面传递到花纹块;同时将耐磨板安装位置向中间适当移动,可以使弓形座背面的加热面集中在弓形座背面而远离T形槽两侧;另外,将弓形座加厚40 mm,可以使来自于弓形座T形槽的热量在传递过程中更加均匀地传向整个花纹块。结构优化后蒸锅式活络模具的花纹块温度模拟结果如表4和图9所示。

表4 结构优化后蒸锅式活络模具的花纹块上各点温度对比Tab.4 Temperature comparison of points on pattern block of steamer type segment mold after structural optimization ℃

图9 结构优化后蒸锅式活络模具的温度云图Fig.9 Temperature nephogram of steamer type segment mold after structural optimization
从表2和4及图5(b)和9可以看出,优化蒸锅式活络模具的结构之后,花纹块平均温度达到154 ℃的时间延长了460 s,但是花纹块取点的最大温差由模具结构优化前的1.5 ℃降为1.0 ℃,a与c点和b与d点温差均由0.4 ℃降为0.1 ℃,花纹块温度分布得到了显著的改善。
4 结论
(1)与热板式活络模具相比,蒸锅式活络模具的温模时间明显较短;在温模一段时间两种活络模具的温度都达到稳定状态时,热板式活络模具的花纹块最大温差为1.0 ℃,花纹块a与c点温差为0.4 ℃,且a点温度略高于c点温度,b与d点温差为0.1 ℃;蒸锅式活络模具的花纹块最大温差为1.5℃,a与c点和b与d点温差为0.4 ℃。蒸锅式活络模具的温模时间更短,但热板式活络模具的花纹块温差更小,温度分布更均匀。
(2)在蒸锅式活络模具的结构优化(中套耐磨板结构及位置调整)后,花纹块最大温差由1.5 ℃减为1.0 ℃,花纹块上、下侧温差由0.4 ℃减为0.1℃,花纹块中部横向温差由0.4 ℃减为0.1 ℃,蒸锅式活络模具的花纹块温差减小,温度分布更加均匀。
猜你喜欢
Digital Chinese Medicine(2021年2期)2022-01-19
轮胎工业(2021年10期)2021-12-24
防爆电机(2020年4期)2020-12-14
——电蒸锅
大众用电(2018年11期)2018-10-22
高原山地气象研究(2016年2期)2016-11-10
云南畜牧兽医(2015年4期)2015-02-28
发明与创新(2015年26期)2015-02-27
中国药业(2014年19期)2014-05-17
当代畜禽养殖业(2014年10期)2014-02-27