
航空发动机转子螺栓连接工艺评估与修正策略研究*
2024-01-18 03:11欧阳蔚瑾吴钊林
航空制造技术 2023年22期
欧阳蔚瑾,吴钊林,赵 兵
(青海大学,西宁 810016)
高速旋转的转子是航空发动机的核心部件,在装配时可通过给转子连接螺栓施加适当的轴向预紧力,来确保高速旋转的转子安全可靠运行[1-3]。转子连接螺栓的疲劳强度与螺栓预紧力密切相关[4],当螺栓预紧力较小时会对动载荷比较敏感,反之则对动载荷不敏感;但若螺栓预紧力过大,将会导致转子连接结构承载力下降,尤其在极端载荷作用下会发生螺纹屈服、连接松弛,甚至导致螺栓断裂失效;预紧力过小,将使转子不能正常连接和运转[5]。因此,迫切需要提升螺栓预紧力控制精度,改进航空发动机转子螺栓连接拧紧工艺,并提出合理的工艺效果评价方法。
国内外学者针对被连接件材质与处理方式、表面结构、润滑方式、拧紧次数等多种因素对螺栓拧紧预紧力影响进行了理论及试验研究[6]。Nassar[7]和Zou[8]等通过试验探讨了螺纹副与支承面摩擦系数在表面存在差异、润滑方式不同、拧紧速度变化及拧紧次数不同时的影响作用,进而得到了不同条件下螺栓预紧力的离散程度。刘晓石[9]以螺栓连接为研究对象,探究扭矩法对预紧力控制精度的影响。陈成军等[10]研究了基于密封性的装配工艺设计,通过监测扭矩来控制预紧力。虽然应用扭矩法装配螺栓具有操作简单、装配效率高等优势,但由于扭矩法受到多种因素的限制,螺栓预紧力存在散度较大、精度低的问题。沈斌等[11]提到扭矩法的部分缺点,但并未进行详细修正。汪厚冰等[12]提出了一种螺栓连接轴向力的测试方案,设计了螺栓中应变片布置方案和测量段的结构,用连接试验分别对此轴向力与应变关系的线性和重复性进行了测试研究,并将标定的测力螺栓的测量结果与轴向力理论计算结果、预紧力工程算法的计算结果进行了比较。齐艳华等[13]对螺栓连接状态机理的研究现状进行了分析,主要内容包括结合面细微观机理和结构非线性动力学理论,介绍了传统的螺栓连接状态直接测量技术,并分析了其测量精度不足和应用局限性等问题。Oliver等[14]探究了仅润滑及无润滑条件下不同拧紧速度对螺栓扭矩-预紧力关系的影响。Croccolo等[15]用试验设计方法分析了不同条件对螺栓扭矩-预紧力关系的影响。Graboń等[16]在热化学条件下分析拧紧过程中表面摩擦系数的变化。王桃英等[17]以大型起重机回转支承高强螺栓装配工艺为研究对象,通过试验研究了润滑位置对力矩-预紧力关系的影响,以提高螺栓连接的稳定性和可靠性。李小强等[18]以TC4 钛合金单螺栓为试验对象,研究了拧紧方法、分步拧紧与拧紧速度对预紧力大小及稳定性的影响,发现使用扭矩-转角法、分步拧紧和提高转速均可使预紧力的波动趋于平稳,进而提高预紧力控制精度。
综上研究发现,螺栓连接件自身差异、螺纹副配合面与被连接件支承面摩擦磨损的不稳定都会造成摩擦系数的不确定,从而造成螺栓拧紧过程中扭拉转化系数的不恒定,对螺栓预紧力精确控制产生不利影响。目前国内航空发动机领域螺栓连接结构拧紧却依然采用传统的扭矩法,紧固力散差高达25% ~ 50%。部分原因在于针对航空发动机螺栓拧紧工艺方法的基础研究基本空白,此外针对航空发动机螺栓连接结构类型、特种材料的拧紧参数研究也十分缺乏。本文结合航空发动机螺栓多次装调工艺特性,设置装配工艺差异条件,基于所搭建的法兰连接盘模拟件开展了试验研究,提出了基于扭矩法加载目标扭矩修正策略,开展了航空发动机转子螺栓连接现有工艺与修正策略所得螺栓预紧力控制效果评估,从而为航空发动机转子螺栓连接预紧力控制效果改进提供参考。
1 试验设计
1.1 试件制备与装置
本文截取了转子法兰螺栓典型连接段作为试验对象,制作的精密法兰连接盘模拟试验件如图1(a)所示。但为了便于在试验机安装测试以及控制试验成本,将环形法兰周向孔安装边等效成长条均布孔安装边,并制作了安装边原理试验件如图1(b)所示,均布13个φ10.5 mm大小孔位的高温合金长板,其材质和表面处理工艺与实际装配时的真实法兰安装边接触条件一致,均精密磨削后再经过喷丸强化处理。螺纹紧固件为国军标航空专用螺栓套件 (图1(c)),包括D型头螺栓,以及与之配合使用的花键螺母。螺栓、螺母规格为MJ10,材料分别为GH159和GH738,制造标准参考QJ/27G.02.10—96;螺纹紧固件由东方蓝天钛金科技有限公司提供制作[19]。
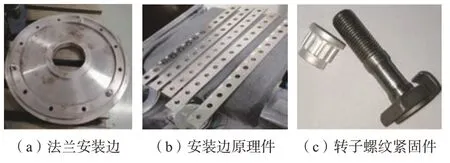
图1 试验部件Fig.1 Test parts
试验润滑剂选用D-321R干膜润滑剂,这是一种室温固化快干型减摩擦涂层,能够有效降低并控制接触表面的摩擦,被广泛应用于螺栓装配领域。本文还专门设计制作了D型头螺栓辅助工装和十二花键螺母衔接套筒辅助工装,如图2所示。

图2 辅助工装Fig.2 Auxiliary tooling
图3为螺纹摩擦试验设备,由德国SCHATZ螺纹扭拉试验机和超声紧固力测量系统构成模拟装配环境。螺纹扭拉试验机可以对加载扭矩、端面摩擦扭矩进行测量,以及实现对超声波测力系统的紧固力标定。扭矩和力传感器通过智能数据采集分析仪接入到上位机进行总扭矩、支承摩擦扭矩以及紧固力的测量,扭矩量程范围为5~200 N·m,精度指标为0.5 N·m,力传感器量程为12~120 kN,精度指标为0.1 kN。
1.2 试验方案
试验设置了充分润滑、仅润滑螺栓、仅润滑螺母和无润滑4种润滑条件,每种条件各选取5样本开展重复加载试验,且每次加载试验后的试验件放入无水乙醇中进行超声清洗冷却,然后再次按润滑条件要求涂抹润滑剂后,才能进行后续加载。具体试验方案如表1所示。

表1 试验方案Table 1 Experimental scheme
首先,随机选取同批次螺栓的5个样本,在螺纹紧固性能试验机上标定批次螺栓的性能,取得螺栓预紧力加载区间,并把该区间作为加载时的判定的条件,完成20个螺栓螺母样本的试验,共进行300次拧紧工艺试验,整理该批次螺纹紧固件与不同工艺条件下的试验数据。然后对数据进行处理,目标扭矩的提取计算流程如图4所示。
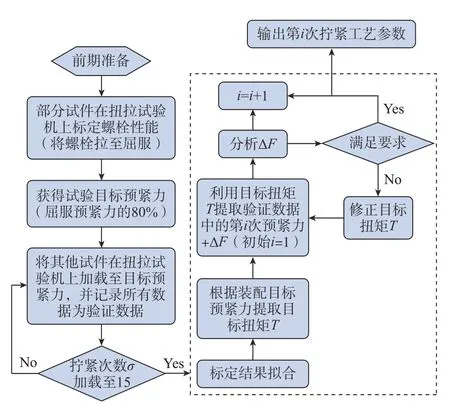
图4 目标扭矩提取流程Fig.4 Target torque extraction process
基于航空发动机转子装配现阶段仍然采用扭矩法加载,为了便于推进工程应用,提出在不额外增加任何工艺装备的前提下,采用扭矩修正策略寻求对航空发动机转子螺栓连接预紧力控制能力的提升。本文所探索的扭矩修正策略按修正繁简程度的不同,依次分为:不区分工艺条件下进行1次目标扭矩修正、区分不同润滑条件下各进行1次目标扭矩修正和区分不同拧紧次数下各进行5次目标扭矩修正3种修正策略。扭矩修正策略执行步骤如下:
(1)试验获取任意时刻预紧力F/扭矩T及转角的对应数据集;
(2)利用数理统计方法,计算不同加载条件下螺栓预紧力均值及其散度;
(3)不区分工艺条件下,提取拟合目标扭矩值T1;
(4)区分不同润滑条件,提取拟合目标扭矩值T2;
(5)区分不同拧紧次数,提取拟合目标扭矩值T3。
2 结果分析与评价
根据Motosh[20]提出的模型可导出普通三角螺纹扭矩系数k的理论表达式为
式中,p为螺距;d为螺纹公称直径;β为牙型半角;rth、rb分别为螺纹等效摩擦半径和支承面等效摩擦半径;µth、µb分别为螺纹摩擦系数和支承面摩擦系数。
理论上,式 (1)中任意参数变化都会导致扭矩系数k发生变化,但对于确定规格的螺栓而言,式 (1)中d为常数。p、rth、rb在螺栓正常拧紧过程中可能会因螺牙受力变形产生微小变化,由此引发扭矩系数k发生一定变化,而µb、µth两个参数则会随润滑差异或拧紧次数不同产生较大差异,造成扭矩系数k发生较大变化。再考虑到试验研究所采用的螺母为航空发动机专用的收口自锁结构,自身存在收口自锁扭矩Ts,因此扭拉关系转化公式需修正为
螺母自锁量在多次拧紧过程中也会发生一定的塑性回弹,造成收口自锁扭矩Ts随拧紧次数增加而减小,从而也会对扭矩系数k产生一定的影响。上述因素均会在扭矩法加载中造成螺栓预紧力差异。
2.1 现行加载方法试验结果
航空发动机转子装配螺栓连接现行扭矩法采用52 N·m的扭矩进行加载,加载扭矩所得螺栓预紧力如图5所示。
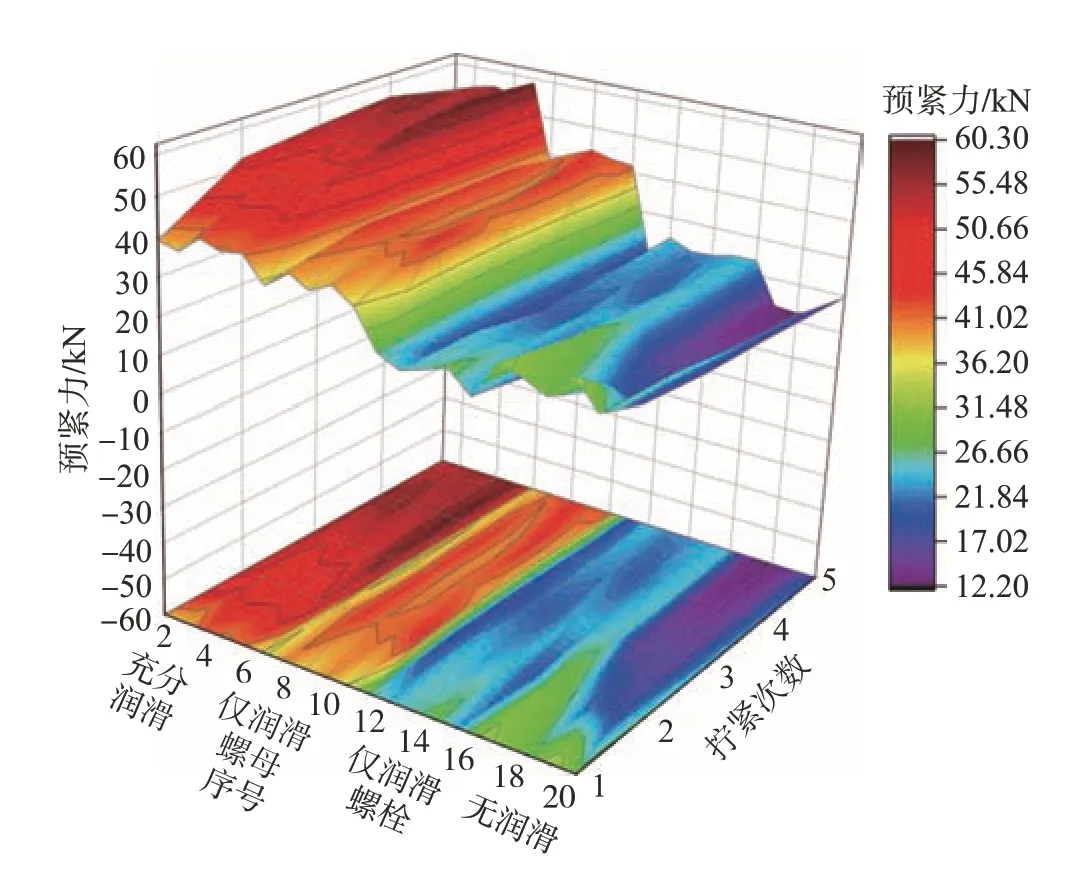
图5 现行加载方法52 N·m扭矩加载试验数据Fig.5 Current loading method 52 N·m torque loading experimental data
对不同润滑条件、不同次数试验结果进行统计学分析,求第1~5次的螺栓预紧力平均值及方差,平均值为5组螺栓螺母组合在特定次数下的平均值,可衡量距离目标预紧力的远近,方差可衡量其离散程度。其平均值和方差如表2所示,无润滑组方差值较大,充分润滑组、仅润滑螺栓组、仅润滑螺母组的方差值总体上低于10。
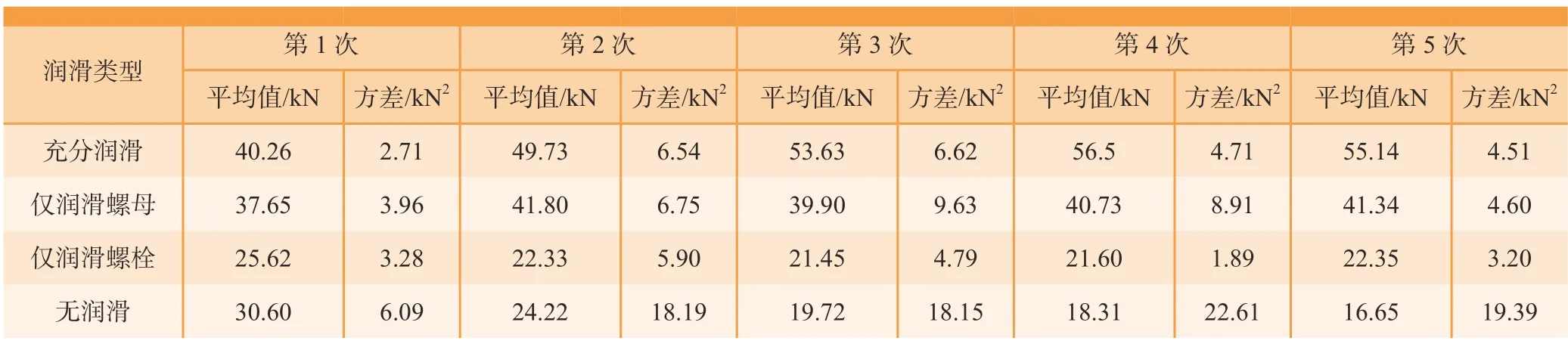
表2 现行加载方法螺栓预紧力平均值及方差Table 2 Average value and variance of bolt pretension by current loading methods
其偏离30 kN百分比如图6所示(计算如下:偏离30 kN目标预紧力=|平均值-30|/30×100%)。图6可以看出,充分润滑组偏离程度大,数值高;仅润滑螺栓组与仅润滑螺母组在中间3次拧紧时变换较为缓和;而充分润滑组与无润滑组呈上升趋势。但是总体而言,加载所得的预紧力偏离目标预紧力20%以上,可见现行加载方法具有很大的误差,需进行修正。

图6 现行加载方法偏离目标预紧力百分比Fig.6 Percentage of current loading deviation from target preload
2.2 修正结果分析
不额外增加任何工艺装备的前提下,即可实现该工艺的工程应用。
2.2.1 修正策略一
以充分润滑30 kN目标预紧力对应的输入扭矩40 N·m为标定,40 N·m扭矩对应的不同润滑条件、不同次数下的螺栓预紧力平均值及方差如表3所示。修正策略一对螺栓预紧力的离散度有一定的修正作用,由表3可知,螺栓预紧力离散度较现行加载有所下降,但修正效果不明显。偏离30 kN目标预紧力百分比仅在充分润滑、仅润滑螺母条件下得到改善,尤其在仅润滑螺母条件下,不仅有较小的离散度,还有较为稳定的预紧力,仅润滑螺栓组与无润滑组的偏离程度较现有的加载方法有所下降。总之,修正策略一可在充分润滑、仅润滑螺母条件下进行修正。图7为3种修正策略所得结果偏离目标预紧力百分比。其中,修正策略一的偏离30 kN目标预紧力百分比如图7(a)所示。

表3 修正策略一所得螺栓预紧力平均值及方差Table 3 Average value and variance of bolt pretension by the correction method 1

图7 3种修正策略所得结果偏离目标预紧力百分比Fig.7 Percentage of preload deviation from target of three correction strategies
2.2.2 修正策略二
标定不同润滑条件第1次拧紧对应扭矩为输入扭矩,分别为:充分润滑组扭矩40 N·m、仅润滑螺母组42.25 N·m、仅润滑螺栓组58 N·m、无润滑组51 N·m。以不同润滑条件的标定扭矩进行加载,其螺栓预紧力平均值及方差如表4所示。可知,修正策略二相较于修正策略一,其螺栓预紧力的方差并未有所降低。偏离30 kN目标预紧力百分比在仅润滑螺栓条件下有所改善;在充分润滑条件下,偏离程度不变;在仅润滑螺母条件下,偏离程度则有所下降;在无润滑条件下,仍不如现行加载方法。修正策略二偏离目标预紧力百分比如图7(b)所示。总之,修正策略二可在充分润滑、仅润滑螺母条件下进行修正。

表4 修正策略二所得螺栓预紧力平均值及方差Table 4 Average value and variance of bolt pretension by the correction method 2
2.2.3 修正策略三
标定每种润滑条件下的一组连接组合的5次拧紧对应扭矩为输入扭矩。以标定扭矩在不同润滑条件和不同拧紧次数下对应形式进行加载,其螺栓预紧力平均值及方差如表5所示。可知,相较于修正策略二,其螺栓预紧力的方差并未有所改善;偏离30 kN目标预紧力百分比在充分润滑、仅润滑螺栓、无润滑条件下得到明显的改善。修正策略三偏离目标预紧力百分比如图7(c)所示。

表5 修正策略三所得螺栓预紧力平均值及方差Table 5 Average value and variance of bolt pretension by the correction method 3
2.3 修正效果评估与讨论
不同润滑条件下的效果对比如图8所示。在充分润滑条件下,现行加载方法有较大的偏离程度,修正策略一、二、三均有较为理想的效果。如图8(a)所示,修正策略一、二相对于现行加载方法,效果提升30%左右;修正策略三效果最为突出,其偏离30 kN目标预紧力在5%左右。可见,充分润滑下,修正策略一、二、三均较为适用,尤其是修正策略三,效果最优。
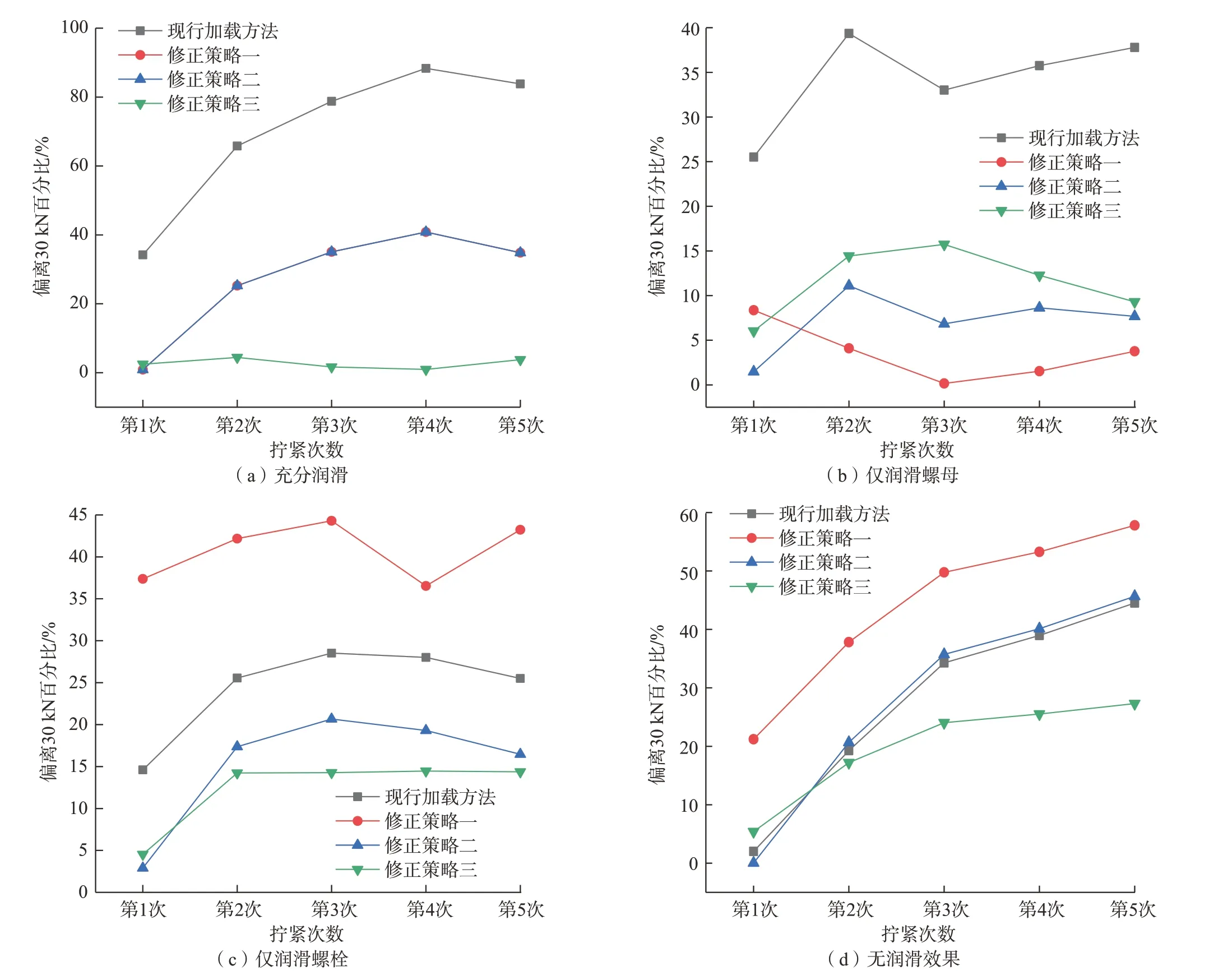
图8 不同润滑条件下的效果对比Fig.8 Effect comparison unde diffeent lubrication conditions
在仅润滑螺母条件下,3种修正策略对于现行加载方法均有较高的提升。如图8(b)所示,修正策略一相对于修正策略二、三,其偏离程度最低,偏离程度在2.5%左右;修正策略二次之,在7.5%左右;修正策略三在10%左右。可见,在仅润滑螺母条件下,修正策略一最优。
在仅润滑螺栓条件下,现行加载方法与3种修正策略均有较小的偏离程度。如图8(c)所示,相对于现行加载方法,修正策略二、三有所提升,修正策略三最优,偏离程度约10%左右;修正策略二次之,修正策略一有所下降。可见,在仅润滑螺栓条件下,修正策略二、三效果突出。
如图8(d)所示,在无润滑条件下,现行加载方法与3种修正策略均有较大偏差。只有修正策略三优于现行加载,其偏离程度约20%。因此,可通过修正策略三来提升无润滑条件下的螺栓预紧力偏离程度。
取充分润滑、仅润滑螺母、仅润滑螺栓、无润滑4组条件下的每次拧紧效果进行评价,共5次,每次20个样本,其偏离程度如图9所示。可见,在部分润滑条件下,修正策略三最优,约1.23%左右;修正策略二次之,约8.03%;修正策略一约14.79%,比现行加载方法的13.25%离散度还要高,暂不建议使用。
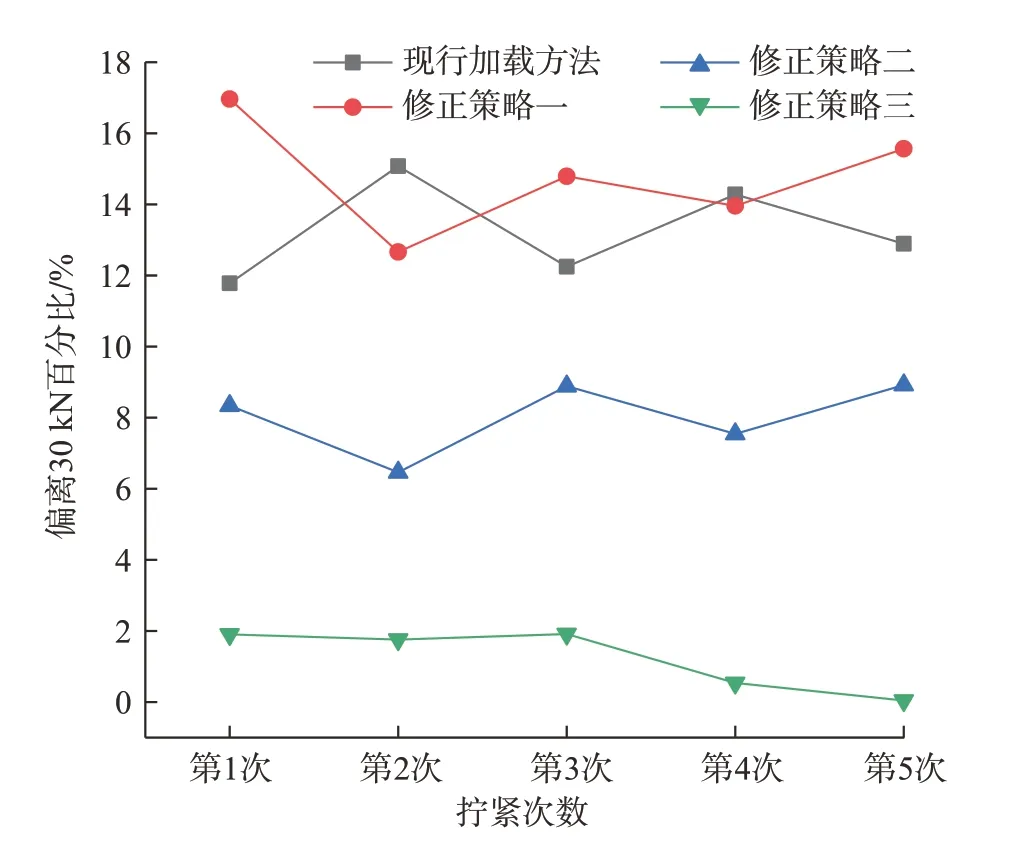
图9 整体效果对比Fig.9 Overall effect compariso
3 结论
本文针对航空发动机转子螺栓拧紧在不同润滑条件下进行了3种扭矩修正策略分析,得出如下3条结论。
(1)不同润滑条件下3种扭矩修正策略所得螺栓预紧力偏离目标预紧力的程度有所差异;充分润滑和仅润滑螺栓条件下,最理想的扭矩修正策略为修正策略三;仅润滑螺母条件下为修正策略二。
(2)同一扭矩修正策略对不同润滑条件修正差异明显。现行加载扭矩、修正策略一扭矩、修正策略二扭矩在充分润滑和无润滑条件下,所得螺栓预紧力偏离目标预紧力的程度呈线性升高趋势;仅润滑螺栓和仅润滑螺母条件下,所得螺栓预紧力偏离目标预紧力的程度变化较为平稳。
(3)螺栓预紧力的方差在3种扭矩修正策略下并无明显提升,3种扭矩修正策略对无润滑条件的修正效果均不理想,无润滑条件下所得螺栓预紧力偏差离散度最大。
研究表明航空发动机转子螺栓拧紧安装过程中扭矩系数会因不同润滑条件、拧紧次数差异而发生显著变化,采用现行固定扭矩值加载,无法获得比较理想的目标预紧力值。在真实装配场景中,并不能清晰辨别出润滑程度,从而做出适度的扭矩修正,但可以根据修正策略所得趋势,给出以下4点建议:
(1)要考虑收口螺母自锁力矩会随重复拧紧次数而发生的改变;
(2)针对螺栓拧紧次数做目标扭矩修正对照表,对不同拧紧次数加载扭矩做出明确区分;
(3)在更换润滑剂或螺栓 (螺母)批次的时候,要重新做扭矩加载试验,进行目标扭矩标定;
(4)尽量避免干摩擦,也就是无润滑情况的出现。
猜你喜欢
今日农业(2021年19期)2021-11-27
中国煤层气(2021年5期)2021-03-02
有色金属加工(2020年4期)2020-08-20
思维与智慧·上半月(2020年4期)2020-04-13
思维与智慧(2020年7期)2020-04-09
活力(2019年15期)2019-09-25
福建质量管理(2018年20期)2018-11-14
凿岩机械气动工具(2017年3期)2017-11-22
小学生作文·小学低年级适用(2017年7期)2017-09-23
行政事业资产与财务(2016年10期)2016-09-26
