压力容器用XG630DR钢板的研制
2015-12-28 09:16王国文杨文荣刘小林新余钢铁集团有限公司江西新余338001
压力容器 2015年10期
关键词:罐体
王国文,杨文荣,刘小林(新余钢铁集团有限公司,江西新余 338001)
压力容器用XG630DR钢板的研制
王国文,杨文荣,刘小林
(新余钢铁集团有限公司,江西新余 338001)
摘 要:针对我国目前压力容器用正火钢板强度最高许用590 MPa级别的现状,研究开发了630 MPa强度级别的高强韧正火XG630DR钢板,并对该钢种的组织性能进行综合评价。文中通过成分分析、金相组织分析、拉伸试验、冲击试验、系列温度冲击试验、Z向性能检测、落锤试验、SR处理和焊接接头的测试,较系统地研究了其正火态、SR处理后的性能,结果表明:XG630DR钢板具有高强度和良好的冲击韧性,可作为制作罐体、罐箱的更新换代材料。
关键词:XG630DR钢;组织性能;无塑性转变温度;罐体;罐箱
0 引言
高强度钢的应用可使压力容器壁厚减薄、自重降低、利用率提高。如用Q370R[1]制造的中压CNG气体运输设备,中压(工作压力4.0 MPa)气体运输罐车的罐体容积可达56000 L,但载气量仅2160 kg,罐体自重却达27000 kg,其载气重量与容器自重比约为0.08,利用率和运输效率低下;再如用Q370R制造的罐箱,改用630 MPa强度级别钢后其壁厚可降低19%。根据全国锅炉压力容器标准化技术委员会官网和相关文献检索,我国目前压力容器许用正火低合金高强度钢板中强度最高的钢是Q420R(17MnNiVNbR),其强度Rm≥590 MPa[2-3],与国外压力容器用正火高强度钢[4-5]相比,强度级别还存在较大的差距,因此,研究开发更高强度级别的压力容器用正火高强韧钢,能更好地满足石油、化工、能源、交通、城建等领域对高性能压力容器用钢的市场需求。
1 XG630DR高强韧钢板的研究
1.1 钢板性能指标的确定
2013年3月,新钢公司确定了开发XG630DR压力容器用钢板的性能要求,主要指标见表1。

表1 XG630DR压力容器用钢板主要性能指标
1.2 XG630DR钢板试制过程
2013年8月成功开发了XG630DR钢板,研制的钢板规格为6~20 mm,基本覆盖了当前铁路、汽车罐车罐箱用钢板的厚度范围。新钢XG630DR钢板采用控轧+正火工艺生产,这种工艺相对于淬火加回火工艺,降低制造成本25%~35%[6]。产品试制成功后,对钢板的组织性能进行了系列分析与研究,并委托合肥通用机械研究院进行了10,20 mm两个厚度规格钢板及其焊接接头的测试和钢板应力腐蚀试验,各项测试结果均符合该钢板的认证技术要求。
1.3 技术评审结论
根据TSG R0004—2009[7]和TSG R0005—2011[8]中新材料许用规定,XG630DR钢板于2014年7月28日通过了全国锅炉压力容器标准化技术委员会组织的技术评审,许可用于建造压力容器,使用范围为:使用温度-40~100℃,厚度6~20 mm。至此,新钢公司获得国内第一张最高强度630 MPa级别正火态低合金高强度钢板的技术评审证书。
2 XG630DR钢板的性能分析与工艺试验
2.1 试验项目
该项目开发的重点是罐车、罐箱用高强度新材料的研制。由于罐车、罐箱属移动式压力容器,是在公路、铁路上行驶,会因为路况或急刹车等原因造成罐体频繁地受到冲击和震动,运行条件较为恶劣,且常盛有易燃、易爆、有毒和腐蚀性介质,因此罐体、罐箱用钢不但要具备足够的强度,而且必须具有优良的冲击韧性,尤其是抗冲击撕裂性能。文中通过成分分析、金相组织分析、拉伸试验、冲击试验、系列温度冲击试验、Z向性能检测、落锤试验、SR处理和焊接接头的测试,对XG630DR钢板的综合性能进行较全面介绍,便于容器制造业对此钢种进一步了解,起到一定的推动作用。
2.2 试验用钢板
2.2.1 试制钢的化学成分
罐车、罐箱的壁厚通常不超过18 mm,故分别采用10,20 mm厚XG630DR钢板作为试验用钢。表2列出了本试验用钢的化学成分。
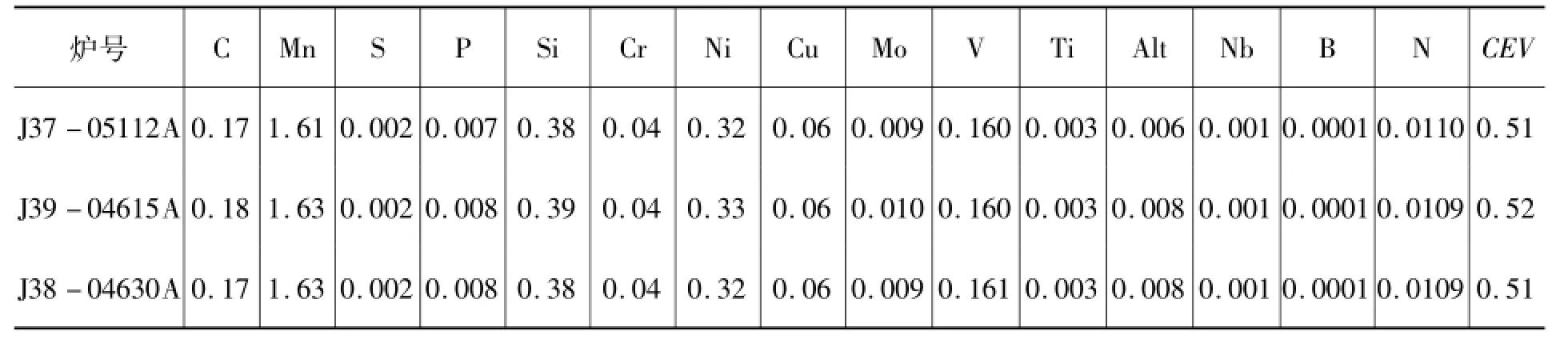
表2 XG630DR实物熔炼成分分析 %
采用了成本较低的专利技术[9]Mn-V-Ni-N系的成分设计,充分利用了细晶强化、固溶强化和沉淀强化机理。
2.2.2 钢板金相组织分析
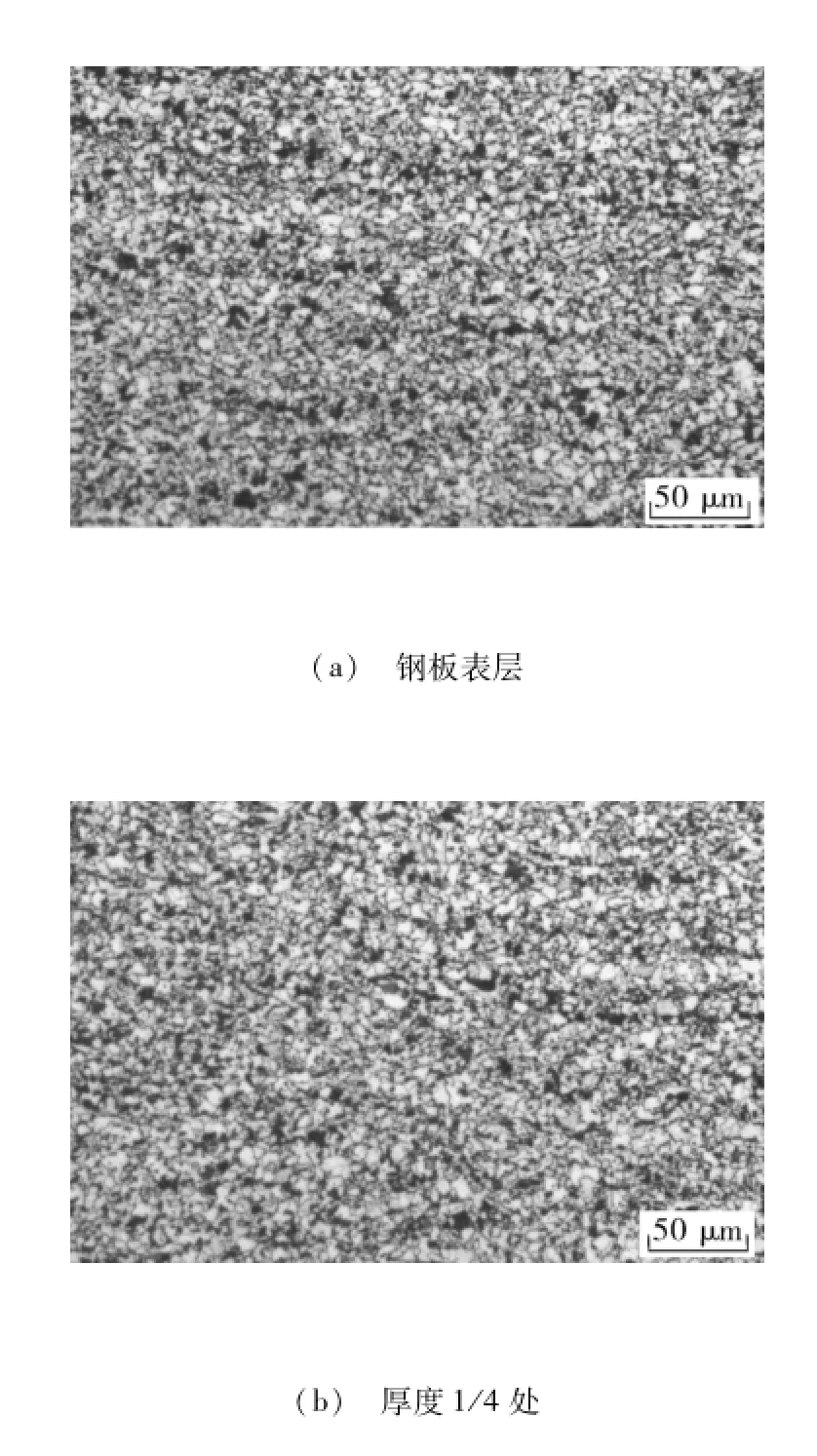
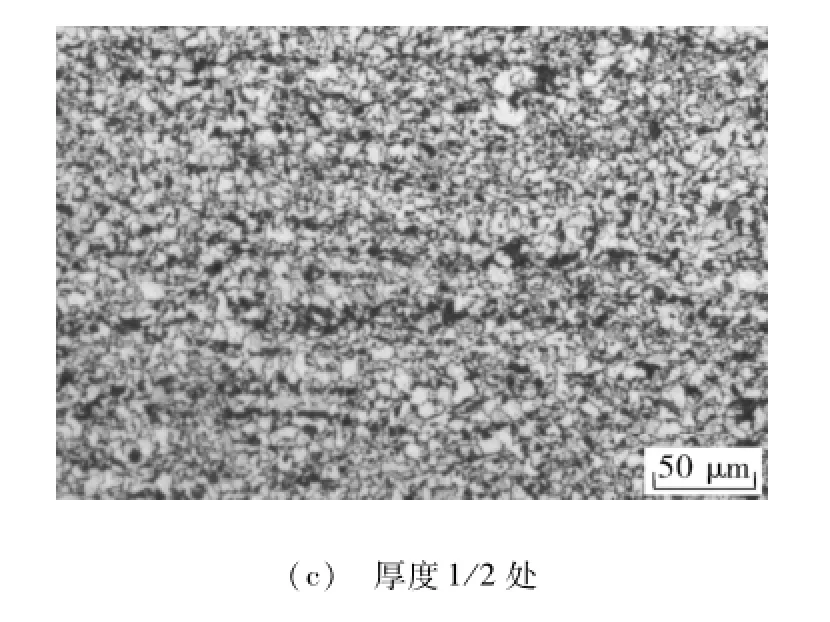
图1 XG630DR钢板正火态金相组织
对厚度10,20 mm正火钢板进行不同厚度方向的取样,并采用SISC IAS V8.0金相图象分析仪进行了金相组织观察和分析。钢板正火后的组织均为铁素体+珠光体+少量贝氏体组织,见图1。
2.3 正火态钢板性能分析
2.3.1 钢板拉伸性能
对XG630DR正火钢板进行了力学性能检验,在钢板头尾宽度的1/4处对钢板的拉伸性能和弯曲性能进行了检验,结果见表3。
从表3可以看出,两个厚度规格钢板的屈强比均在0.85以下,屈服强度在492~527 MPa范围内,抗拉强度在635~658 MPa范围内,断后伸长率在25.0%~27.0%范围内;20 mm钢板拉伸纵向比横向稍有上升。钢板具有良好的拉伸性能和弯曲性能。
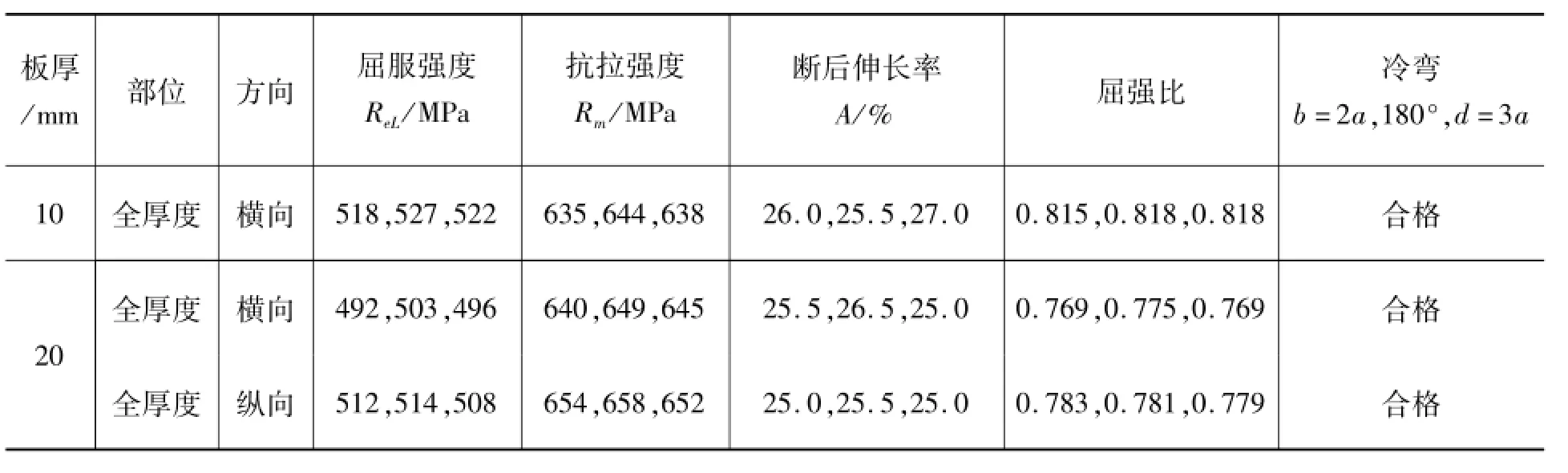
表3 厚度10 mm和20 mm XG630DR正火钢板拉伸试验结果
2.3.2 钢板冲击韧性
对XG630DR正火钢板进行了冲击性能检验。在钢板头尾宽度1/4处取样,进行了厚度1/4处的-40℃横向冲击性能检验,其中厚度20 mm钢板还进行了厚度1/2处的-40℃横向冲击性能检验,结果分别见表4。表4表明钢板不同取样位置的冲击吸收能量在-40℃时均在83 J以上,冲击断口为韧性断裂,此类钢断口结晶区为韧窝加解理结构,其中大多数区域为韧窝[10],表明钢板具有良好的低温冲击性能。
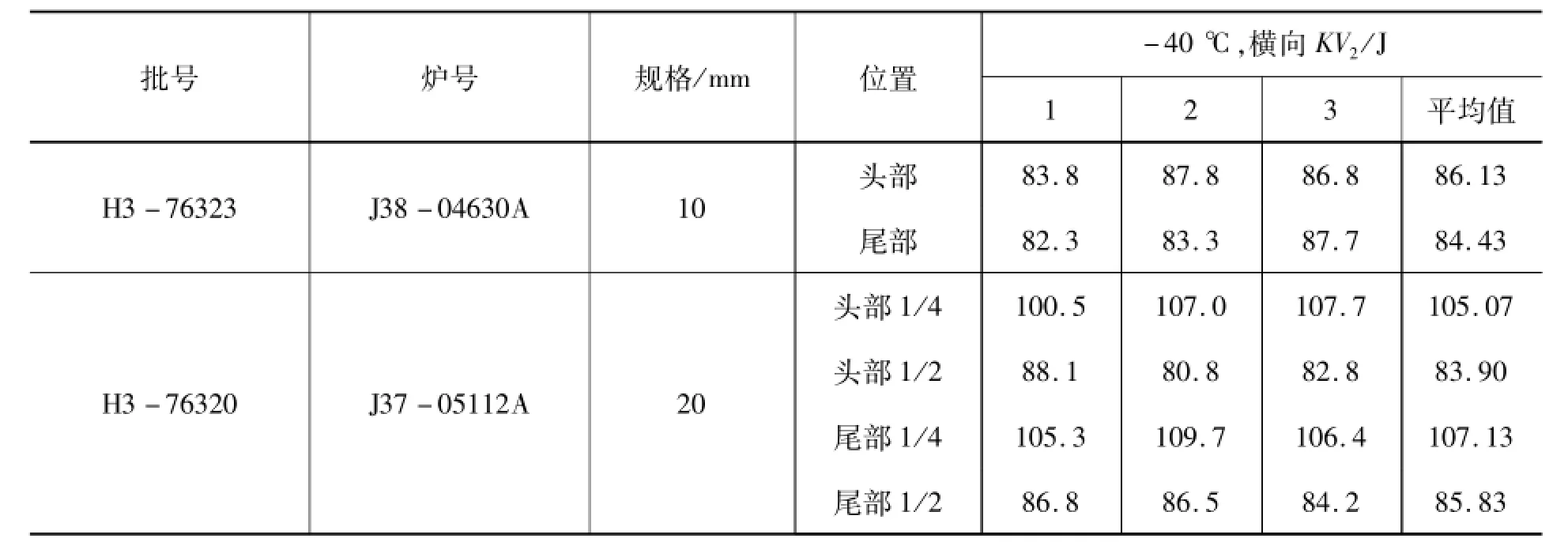
表4 厚度10 mm和20 mm XG630DR正火板-40℃冲击性能
2.3.3 系列温度冲击试验
委托合肥通用机械研究院分别对批号为H3-76323、H3-76320的10 mm、20 mm钢板进行了20~-100℃的系列温度冲击测试,其结果见表5。冲击吸收能量与试验温度的关系曲线如图2,3所示。
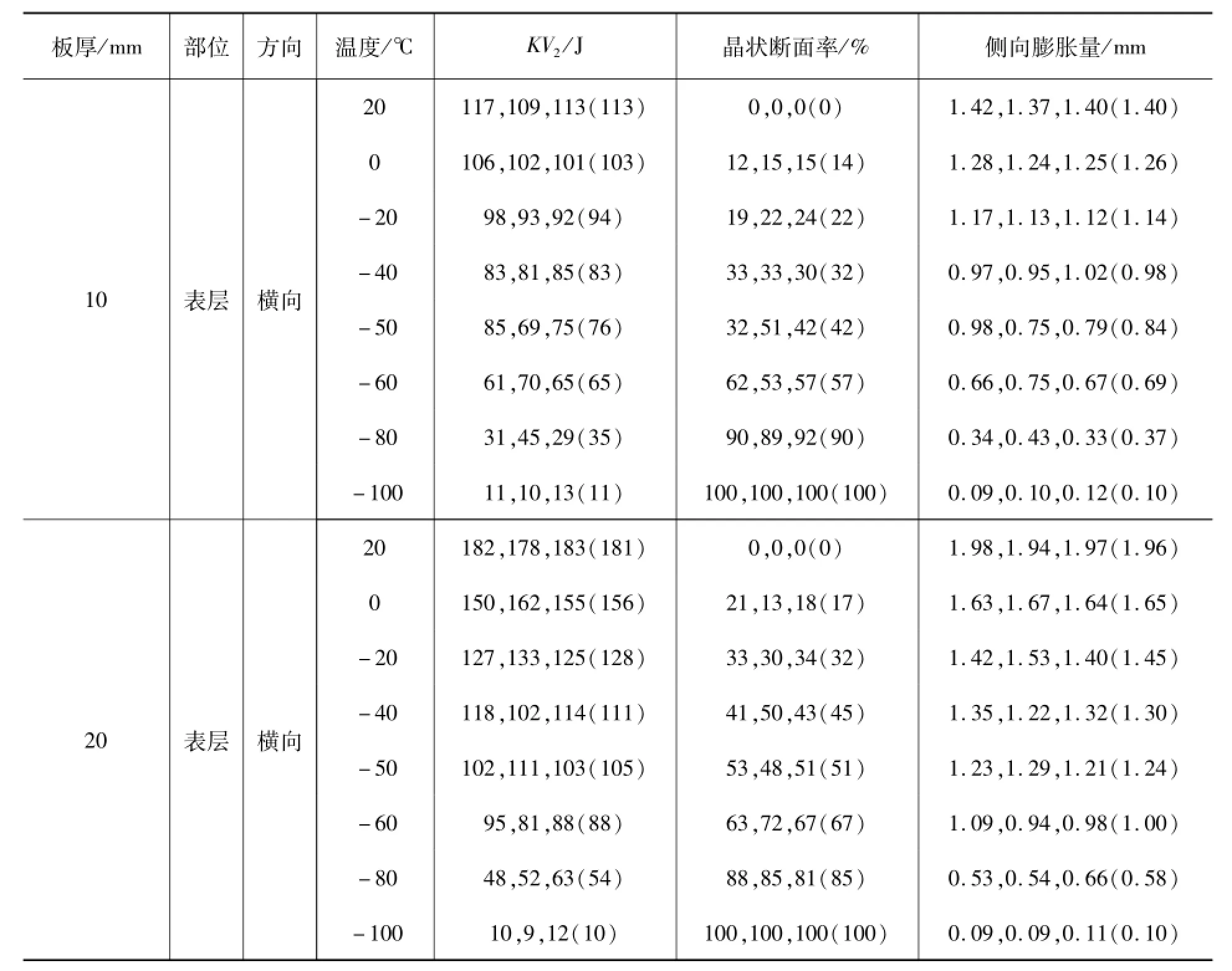
表5 不同厚度正火钢板系列温度冲击试验结果
从表5数据及图2,3可以看出,钢板横向取样方向的冲击吸收能量在-50℃时平均在76 J以上,V型冲击缺口侧向膨胀值平均在0.84 mm以上,钢板具有优良的低温冲击韧性。
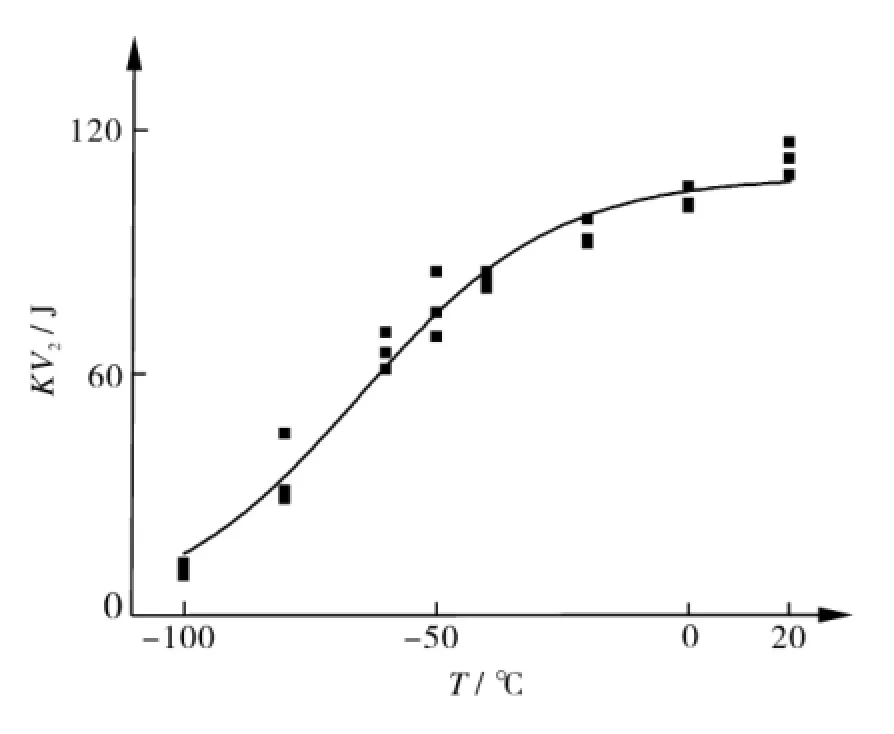
图2 厚度10 mm正火钢板表层横向取样KV2—T曲线
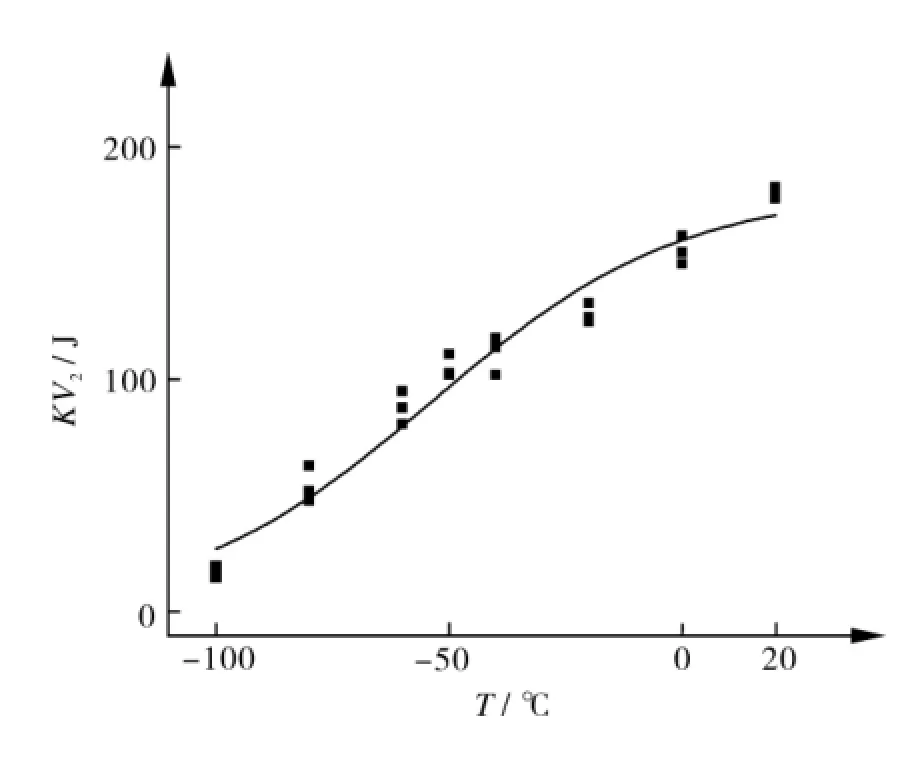
图3 厚度20 mm正火钢板表层横向取样KV2—T曲线
2.3.4 钢板韧脆性转变温度
分别按冲击吸收能量及冲击试样的纤维断面率确定的不同厚度钢板的韧脆性转变温度列于表6。表6中,VTE为50%上平台能所对应的温度,VTS为50%晶状断面率所对应的温度,-50℃的KV2为试验温度-50℃下3个试样冲击吸收能量的平均值。由表6所列的数据可以看出,钢板的VTE和VTS均低于-53℃,表明钢板具有良好的低温韧性。

表6 不同厚度正火钢板的韧性特征值
2.3.5 钢板的Z向性能
对20 mm厚度XG630DR进行了Z向性能测试,取样位置在钢板的头部和尾部板宽1/4处和1/2处,检测结果见表7。
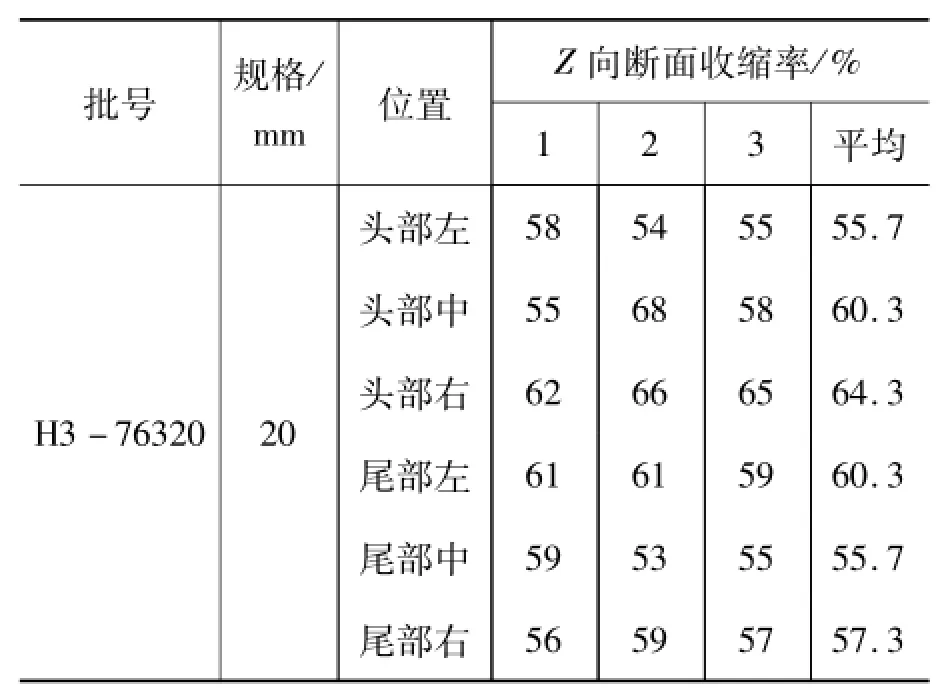
表7 XG630DR正火钢板Z向性能
检测结果表明,XG630DR正火钢板Z向断面收缩率大于55%,具有良好的抗层状撕裂性能。
2.3.6 落锤试验测定钢板无塑性转变温度(NDTT)
落锤试验按照GB/T 6803—2008《铁素体钢的无塑性转变温度落锤试验方法》进行,试验低温介质为液氮加分析纯酒精,试验时试样过冷度为1~2℃,保温时间40 min,保温仪器为3102-1低温仪,试样为P2型,试验时的打击能量为400 J,落锤试验机型号为ZCJ2203。按照标准试验方法,落锤试样必须在钢板的轧制表面堆焊裂纹源,对20 mm钢板表层进行落锤试验。试验结果见表8。

表8 正火态钢板落锤试验结果
上述结果显示,钢板无塑性转变温度为-55℃,表明钢板具有优良的无塑性转变温度。
2.4 焊后应力消除热处理(简称SR处理)后钢板性能分析
2.4.1 试验目的及步骤
大型压力容器制造过程中焊接成形后带有很大的组装与焊接残余应力,有的可达到材料的屈服极限[11],因此,大多需要进行焊后应力消除热处理(简称SR处理),SR处理的目的是降低焊接残余应力,改善焊接接头及母材性能,防止H2S应力腐蚀开裂。
参照国内相同类型钢种的热处理温度,该试验分别选定560,580,600,620℃作为消除应力热处理温度,以考核该钢板在消除应力热处理过程中的力学性能。试验选用20 mm厚钢板进行SR处理,试样均横向T/4取样。
试板尺寸为500 mm×300 mm,将试板在热处理炉中采用选定的温度进行应力消除热处理,恒温保温时间为1 h,试板的升温、保温和冷却过程按照GB 150—2011《压力容器》的规定,热处理示意曲线见图4。对应力消除热处理后的钢板进行力学性能试验。
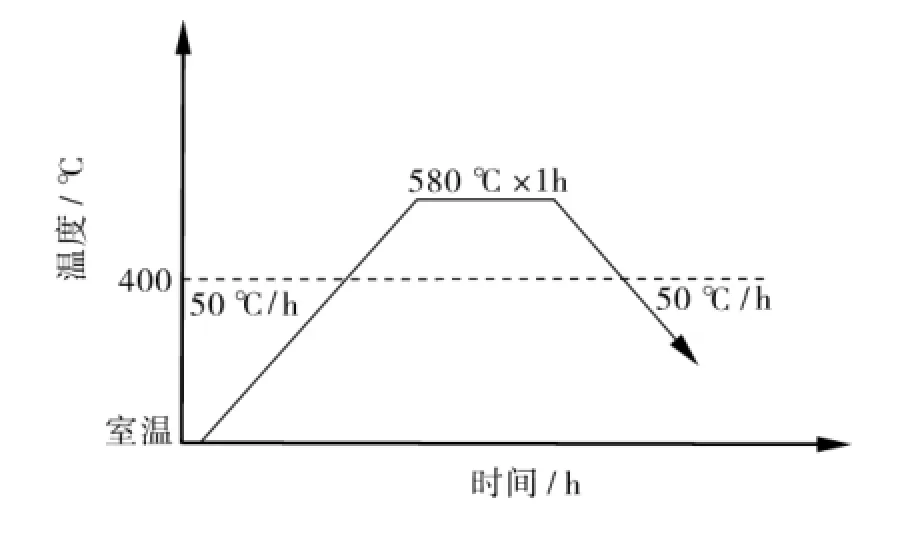
图4 SR处理工艺曲线示意
2.4.2 钢板拉伸试验
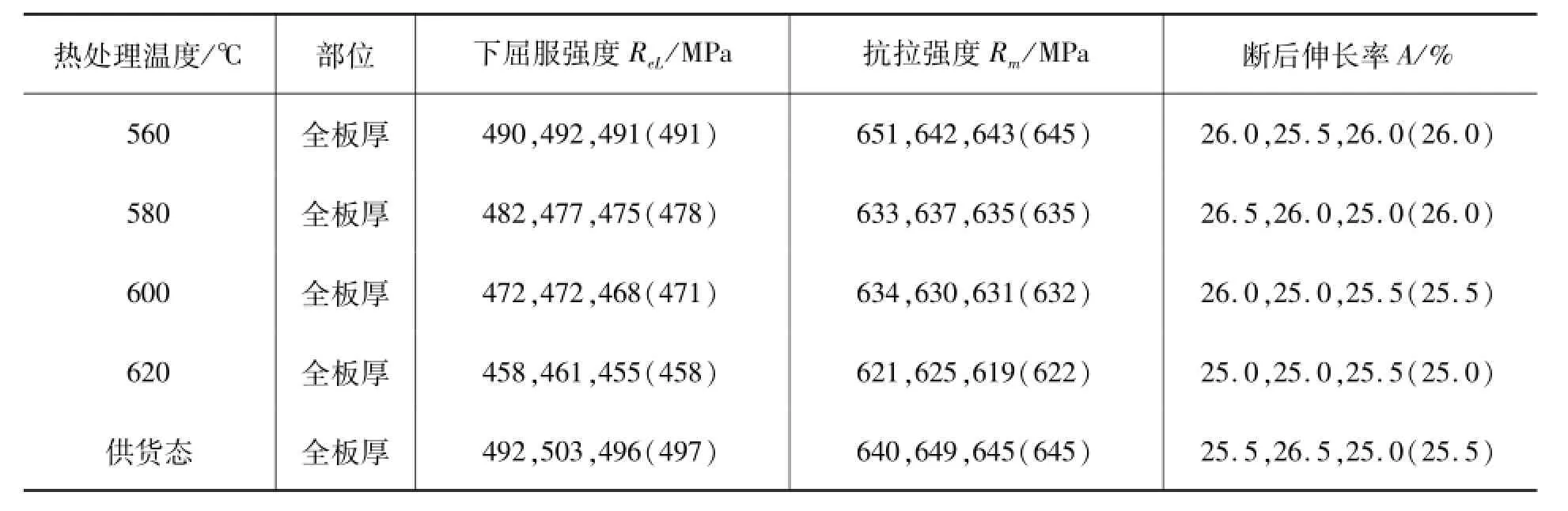
表9 厚度20 mm钢板消除应力热处理拉伸试验结果
对消除应力热处理后的20 mm厚钢板进行拉伸试验,试验结果见表9。
由表9可以看出,在给定的热处理温度下,钢板的下屈服强度、抗拉强度略有下降。
2.4.3 不同应力消除热处理温度钢板冲击试验
对不同温度热处理的钢板进行冲击试验,试验结果见表10。
由表10可以看出,在给定的消除应力热处理试验温度下(560~620℃),钢板的冲击吸收能量稍有下降,幅度不大。
2.4.4 系列温度冲击试验
对经过580℃应力消除热处理的20 mm厚钢板表层取样进行系列温度冲击试验,试样横向取样。试验结果见表11。
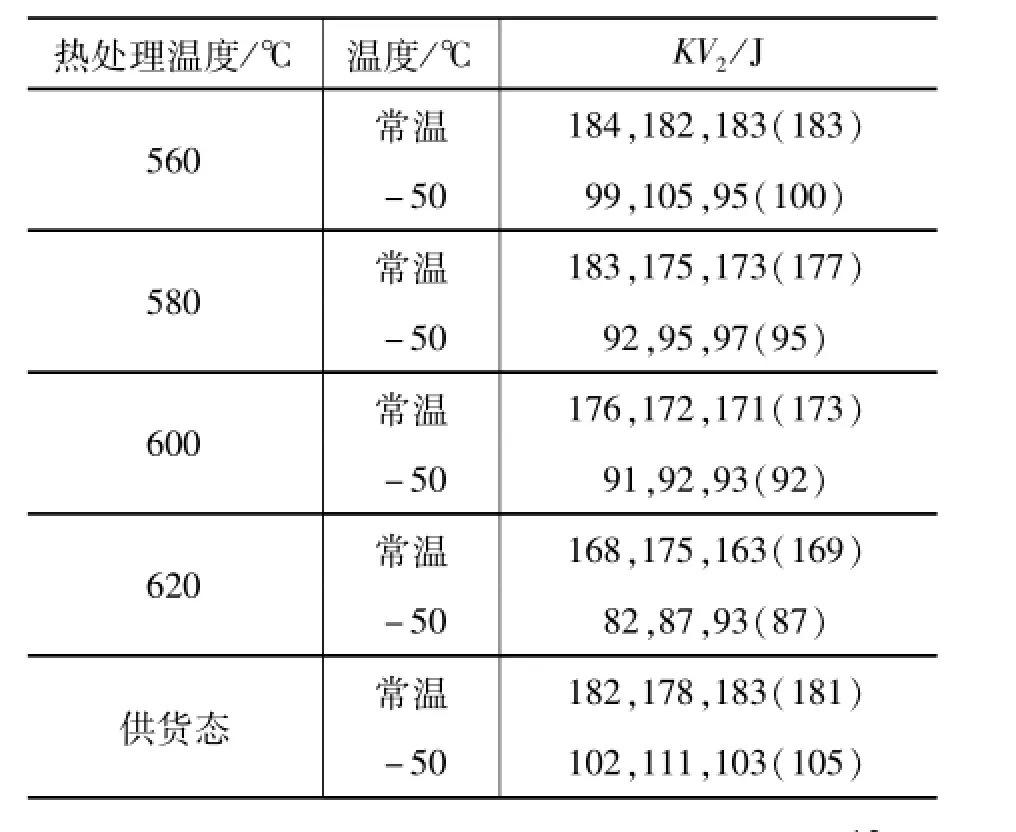
表10 厚度20 mm钢板母材不同热处理温度冲击试验结果
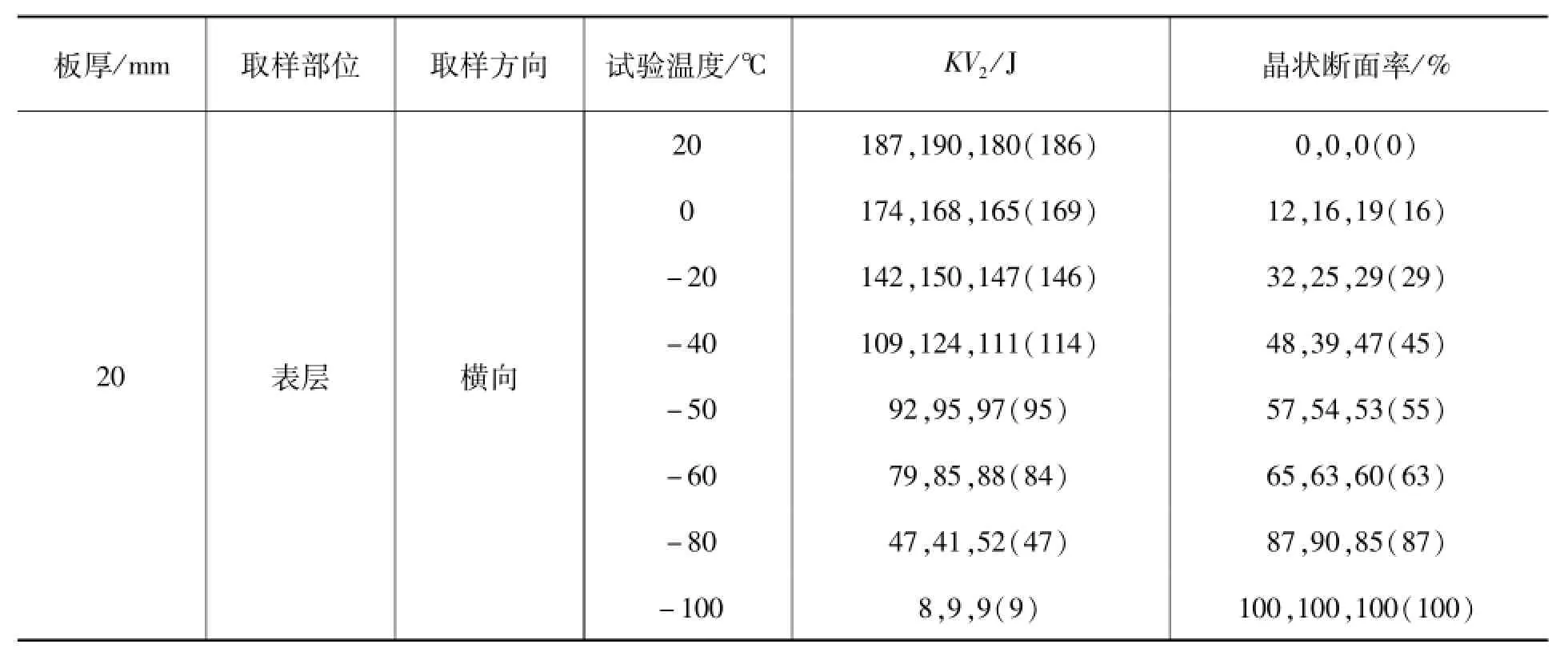
表11 厚度20 mm钢板SR处理后系列温度冲击试验结果
从表11数据可以看出,SR后钢板的冲击吸收能量在-50℃时平均在95 J以上,表明钢板比正火态具有更优良的低温冲击韧性。
2.4.5 钢板韧脆性转变温度

表12 厚度20 mm钢板SR处理后的韧性特征值
试验结果见表12。钢板的VTE和VTS均低于-50℃,变化不大,表明钢板仍具有优良的低温冲击韧性。
2.4.6 落锤试验测定钢板SR态无塑性转变温度(NDTT)
对经580℃应力消除热处理的20 mm厚钢板进行了落锤试验测定钢板的无塑性转变温度,试样横向取样。试验结果见表13。

表13 SR处理(580℃)后钢板的落锤试验结果
由表13可以看出,经过580℃的应力消除热处理,钢板的NDTT温度与原供货态钢板的NDTT温度相当。
2.5 XG630DR钢板焊接工艺试验
2.5.1 焊接线能量试验
分别对不同焊接工艺的对接接头焊缝金属、热影响区进行冲击试验,其拉伸、冷弯和冲击试验结果分别见表14,15。

表14 焊接接头不同焊接工艺力学性能试验结果
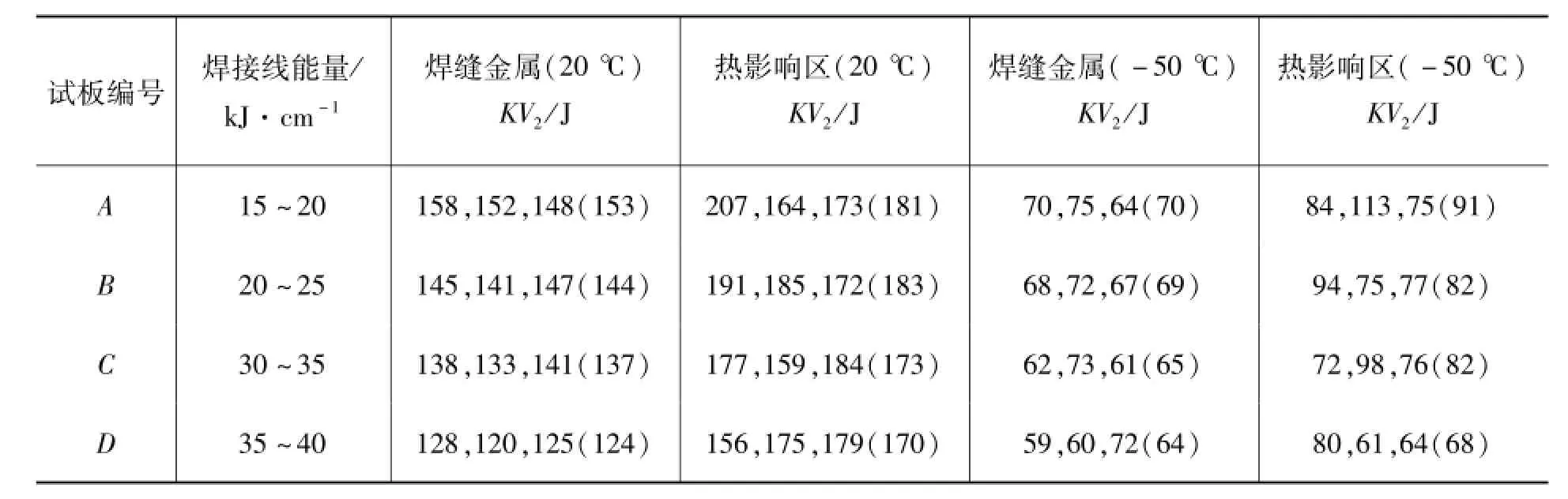
表15 焊接接头不同焊接工艺冲击试验结果
由表14,15中的数据可以看出,在15~40 kJ/cm焊接线能量范围内,随着焊接线能量的增加,焊接接头的抗拉强度稍有下降,焊缝金属和焊接热影响区的冲击韧性也稍有下降,从结果来看,焊接线能量在15~40 kJ/cm范围内时,焊接接头的强度和韧性均能满足罐体、罐箱的使用要求。
2.5.2 焊后应力消除热处理试验
试验选用20 mm厚的钢板,焊条焊前经400℃×1 h的烘干处理。焊接预热温度为100℃,焊接线能量为30~35 kJ/cm,焊后立即进行250℃×0.5 h的消氢处理,然后进行应力消除热处理。试验中选择4组应力消除热处理温度进行试验,试验中焊接1组未进行焊后热处理的焊态试板,以便进行力学性能的对比。具体焊接规范如表16所示。
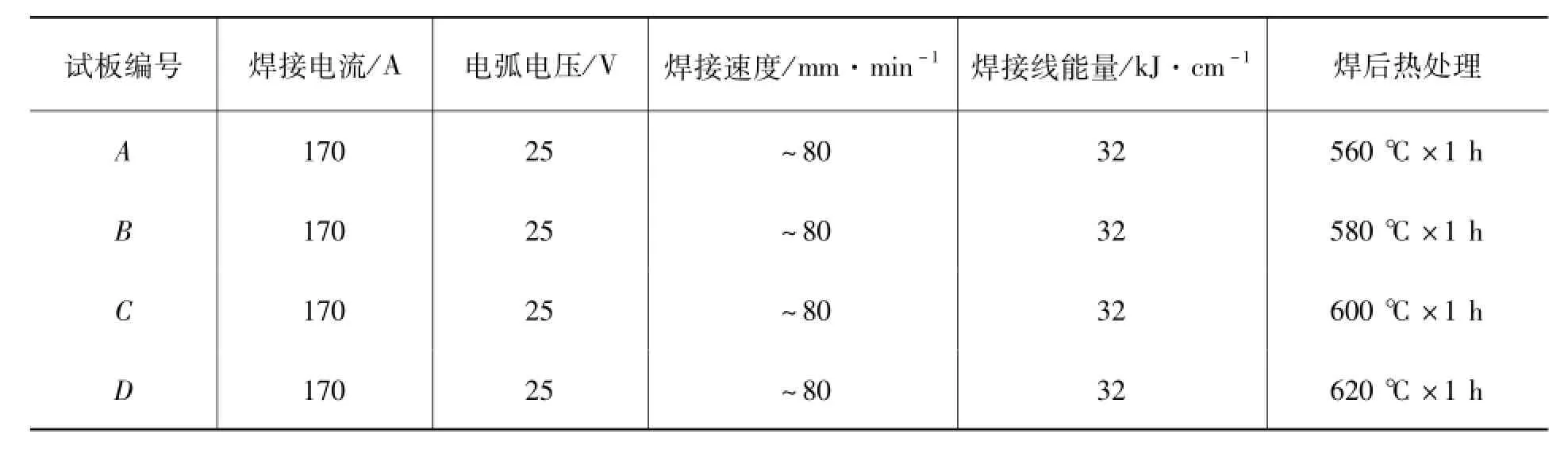
表16 焊后热处理试板焊接工艺规范
对不同焊后热处理的焊接接头进行拉伸、冷弯和冲击试验。其拉伸、冷弯、冲击试验结果如表17,18所示。
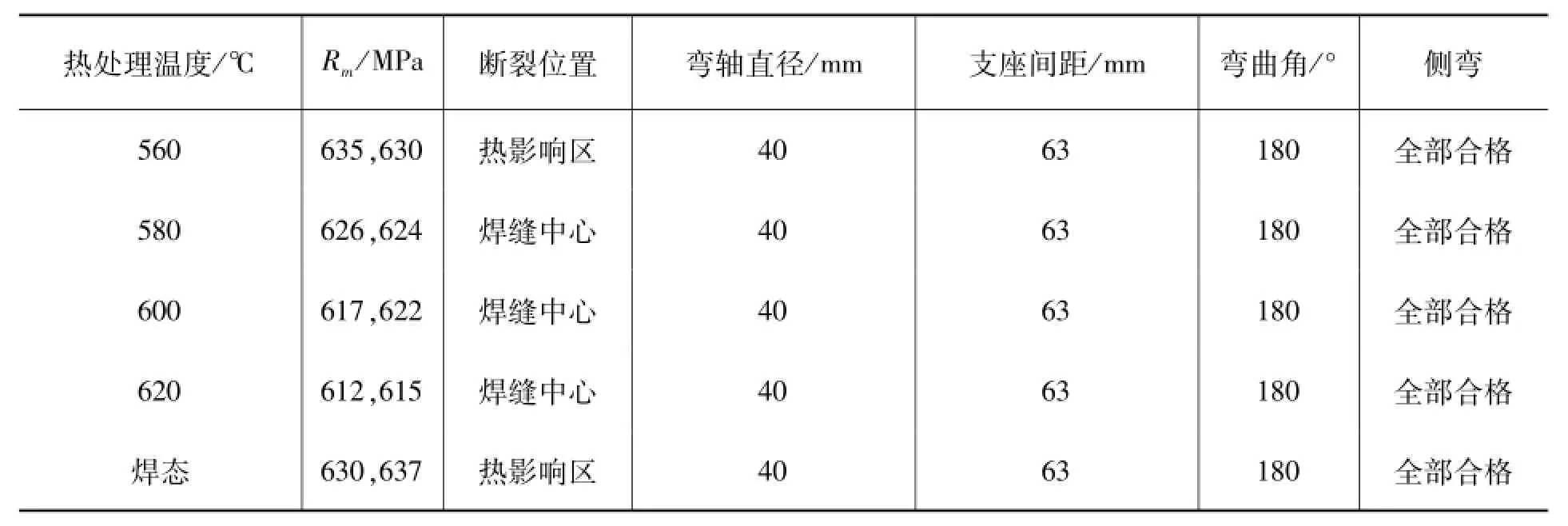
表17 焊后热处理的焊接接头不同焊接工艺力学性能试验结果
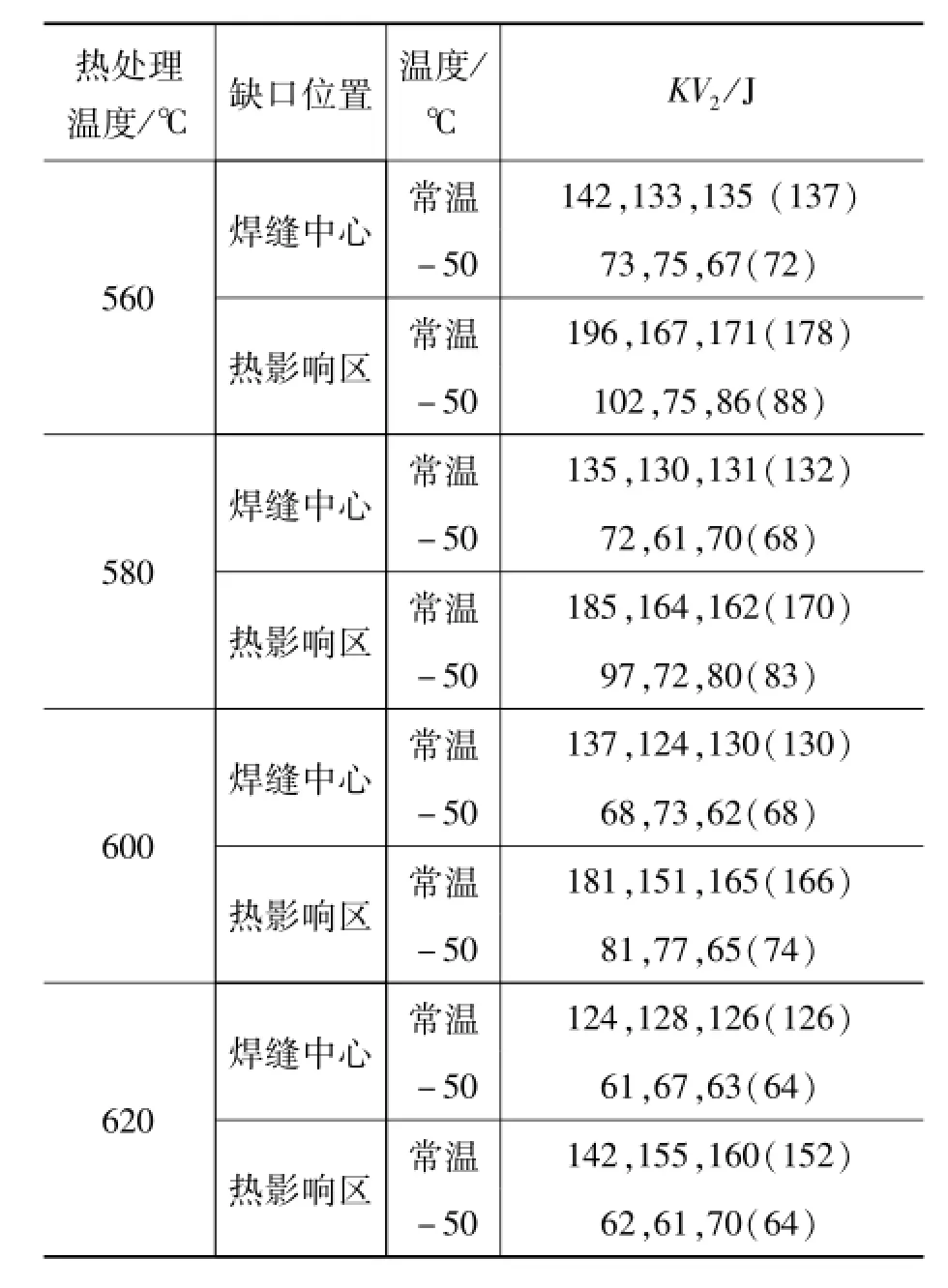
表18 焊接接头不同热处理温度冲击试验结果
结果表明,随着应力消除热处理温度的升高,与焊态焊接接头相比,接头的抗拉强度稍有下降;焊缝金属、焊接热影响区室温和低温冲击吸收能量有一定的下降。但从结果来看,焊接接头的强度和韧性均能满足罐体、罐箱使用要求。因此,在保温1 h的前提下,应力消除热处理温度可以选择在560~620℃范围内。
3 结论
(1)XG630DR钢板正火后的组织为铁素体+珠光体+少量贝氏体组织;
(2)XG630DR正火态钢板具有良好的强韧匹配,屈服强度在492~527 MPa范围内,抗拉强度在635~658 MPa范围内,断后伸长率在25.0%~27.0%范围内;
(3)XG630DR正火态钢板不同取样方向的冲击吸收能量在-50℃时均在76 J以上,韧脆性转变温度最高为-53℃,具有优良的低温冲击韧性;
(4)XG630DR钢板Z向断面收缩率大于55%,具有良好的抗层状撕裂性能;
(5)XG630DR钢板SR处理后钢板的屈服强度、抗拉强度略有下降,在560℃热处理温度下能保证企业标准规定的性能;
(6)XG630DR钢板在给定的消除应力热处理试验温度下(560~620℃),钢板的冲击吸收能量稍有下降,幅度不大;
(7)XG630DR钢板经15~40 kJ/cm的线能量焊接热输入后,热影响区的-40℃低温冲击及焊接接头的性能完全满足罐体、罐箱使用要求;
(8)XG630DR钢板焊接接头经560~620℃消除应力处理后,焊接接头的强度和韧性完全满足罐体、罐箱的使用技术要求。
参考文献:
[1] GB 713—2014,锅炉和压力容器用钢板[S].
[2] 许强,王利,徐亮,等.汽车罐车罐体用WH590 (17MnNiVNbR)钢板的开发和试验研究[J].压力容器,2010,27(3):7-12.
[3] 徐亮,王利,章敏,等.汽车罐车用17MnNiVNbR钢板的性能[J].机械工程材料,2014,38(5):52-56.
[4] EN 10028-3:2009,承压用扁平钢第3部分:正火可焊接细晶粒钢[S].
[5] JIS G 3115—2010,压力容器用钢板[S].
[6] 芮晓龙,习天辉,郭斌,等.正火高强度压力容器用钢的研究进展[J].武汉工程职业技术学院学报,2010,22(4):4-7.
[7] TSG R0004—2009,固定式压力容器安全技术监察规程[S].
[8] TSG R0005—2011,移动式压力容器安全技术监察规程[S].
[9] 新余钢铁集团有限公司.屈服强度460 MPa级正火高强韧钢板及其制造方法:中国,ZL201210253970.3 [P].2013-09-18.
[10] 刘丹,杨勇.优化罐车用钢板P460 NLl冲击韧性的工艺实践[J].宽厚板,2014,20(5):10-13.
[11] 李友,杨成刚,李强,等.P460NL1钢制球罐焊后消除应力退火工艺研究[J].金属热处理,2002,27(2):32-34.
修稿日期:2015-09-26
试 验 研 究
Development of Steel Plates XG630DR for Pressure Vessel
WANG Guo-wen,YANG Wen-rong,LIU Xiao-lin
(Xinyu Iron&Steel Group Co.,Ltd.,Xinyu 338001,China)
Abstract:Research and development is implemented for a 630 MPa strength level high strength-toughness steel plate grade XG630DR according to the present status that the highest strength of 590 MPa for pres-sure vessel plates in normalizing is allowed to use in China.Comprehensive assessment are made for the microstructure properties.In this paper,performance are systematically studied for the plates in normali-zing condition and after SR treatment through microstructure analysis,tensile test,impact test,impact test at different temperature,through thickness test,drop weight test,the SR treatment and welding joint test.The results show that the XG630DR steel has the properties of high strength,good impact toughness,and can be used as the upgrading materials for tanks and tank box.
Key words:steel grade XG630DR;structure property;NDTT;tanks;tank box
作者简介:王国文(1961-)男,工程师,主要从事标准、专利管理工作,参与20余项专利技术研发,
通信地址:338001江西省新余市冶金路1号新余钢铁集团有限公司技术中心,E-mail:6293752@163.com。
收稿日期:2015-09-02
doi:10.3969/j.issn.1001-4837.2015.10.002
文章编号:1001-4837(2015)10-0008-09
文献标志码:B
中图分类号:TH142;TH49
猜你喜欢
中国特种设备安全(2022年8期)2022-11-20
凿岩机械气动工具(2022年2期)2022-07-01
天津建设科技(2022年1期)2022-03-07
科技创新与品牌(2020年7期)2020-07-29
化工设计通讯(2020年6期)2020-06-20
模具制造(2019年7期)2019-09-25
山东工业技术(2018年3期)2018-11-30
汽车实用技术(2018年15期)2018-08-29
农村青少年科学探究(2018年5期)2018-08-03
铁道运营技术(2018年4期)2018-06-24