全水稻发酵生产食用酒精工艺研究
2018-04-23 07:25梁坤国孙振江许旺发赖铭雪李永恒
中国酿造 2018年3期
罗 虎,梁坤国*,孙振江,许旺发,赖铭雪,李永恒
(广西中粮生物质能源有限公司,广西 北海 536100)
利用可再生资源(如粮食、植物纤维)发酵生产酒精,随着玉米价格的波动,酒精装置产能的过剩,北方以玉米为原料生产酒精的成本优势越来越小,国内外酒精行业的过度竞争也使得企业经营面临很大的压力,兼之国际国内上不断有“与人争粮”的意见,寻找新的非粮可替代原料就成为了日益迫切的课题[1]。
中国是世界上栽培水稻最古老的国家之一,很早已成为世界上播种面积最大、稻谷产量最多的国家[2]。根据数据统计,2016年中国水稻种植面积4.55亿hm2,总产约2.07亿t,占全球水稻产量的1/3[3]。由于全国水稻连续丰收,根据有关部门预计,2016~2017年末,我国稻谷年库存1.25亿t,实际库存可能更高,国内水稻市场供应远远大于需求[4]。
根据国家制定的粮食储存品质判定规则中,按储存品质的优劣,将粮食分为宜存、不宜存、陈化三类,用以指导粮食储存企业对库存粮食适时推陈储新。储存品质判定规则将陈化粮定义为:储存品质明显下降,一般不宜直接作为口粮食用的稻谷、玉米、小麦,不包括成品粮。而我国全年水稻产量40%需要经历一定时间的储藏。水稻的特性之一是不易保存,极易产生米质“陈化”和发霉变质[5]。通常在一般贮藏条件下储藏0.5~1.0年、在高温条件下储藏就会导致大米的陈化。这种变化通常是不可避免的。陈米由于品质,特别是食用品质劣变,导致色、香、味较差而不能被消费者接受,最终使陈米滞销压库,或者陈稻被压价拍卖或作为饲料粮处理,使国库的水稻资源利用率大幅度下降,给国家和企业造成巨大的经济损失[6]。而陈化水稻长期(3年以上)储藏后,其有害物质含量超标,已不能直接作为口粮的粮食,亦不能直接用于畜牧养殖,必须经过特殊加工后方可进入动物食物链环节中[7]。
利用陈化水稻同步糖化发酵生产食用酒精[8]、燃料乙醇,既可以有效控制不能食用的陈化粮流入粮食加工市场,减少国家对此进行控制的费用,更能进一步缓解酒精行业原料紧缺的情况,有效缓解玉米等粮食的消耗量[9]。另外,国家发展改革委、国家能源局、财政部等十五部委下发了《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,大力支持发展我国可再生液体燃料,并为燃料乙醇行业提供每年产生的超期超标等粮食,其中就包括陈化水稻。通过同步糖化发酵工艺,利用陈化水稻进行燃料乙醇和食用酒精的生产,可提高企业生产设备的利用率,降低公摊折旧,增加企业盈利能力。
1 材料与方法
1.1 材料与试剂
陈化水稻:来自中央储备粮惠州直属库;玉米:来自国家临储库;液化酶(15万U/g):山东隆科特酶制剂有限公司;糖化酶(26万U/g):杰能科(中国)生物工程有限公司;尿素:陕西渭河重化工有限责任公司;酸性蛋白酶(10万U/g):山东隆大生物工程有限公司;安菌泰:柳州龙泰科技有限公司;超级酿酒高活性干酵母:安琪酵母股份有限公司。
葡萄糖:天津市致远化学试剂有限公司;盐酸:西陇科学股份有限公司;硫酸:成都市科龙化工试剂厂;氢氧化钠、次甲基蓝指示剂、酚酞指示剂:天津市光复科技发展有限公司;斐林试剂:天津市恒兴化学试剂制造有限公司。所有试剂均为分析纯。
1.2 仪器与设备
年产20万t燃料乙醇生产线:广西中粮生物质能源有限公司;AL204分析天平、S40pH计:梅特勒-托利多仪器(上海)有限公司;HH-8数显恒温水浴锅:金坛市杰瑞尔电器有限公司;DL-1万用电炉:北京市永光明医疗仪器有限公司;CX21-310数码生物显微镜:日本奥林巴斯公司。
1.3 方法
1.3.1 水稻发酵生产食用酒精的工艺流程及操作要点
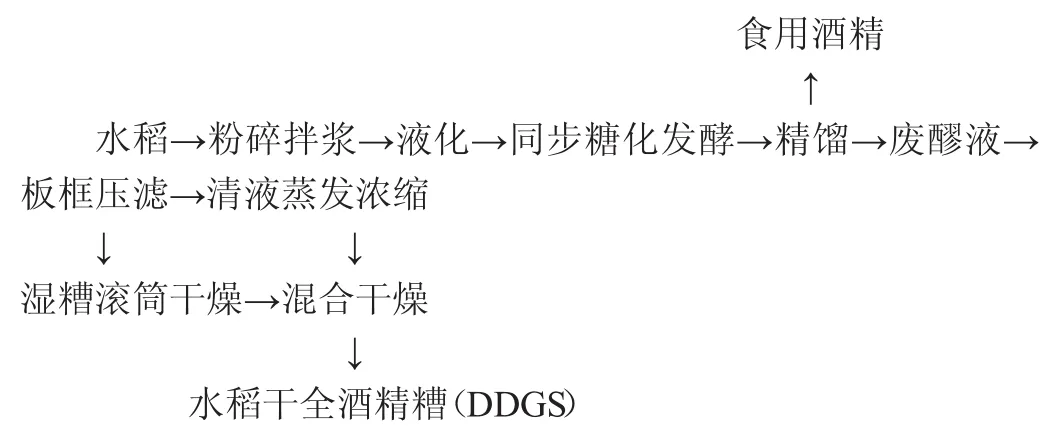
操作要点:
粉碎拌浆:水稻原料用筛网孔径为1.8 mm的粉碎机进行粉碎,水稻粉和一次工艺水按1∶2.0(g∶mL)的料水比拌浆,控制粉浆干物质含量28%~30%。
液化:调节粉浆pH为5.60左右,添加液化酶(0.10 kg/t水稻粉),在粉浆罐预热至82~84℃,然后进行喷射液化(95~97℃),再经过液化闪蒸后进入液化罐(87~89℃,2 h),取样做碘试,醪液呈棕红色即液化结束,液化结束经换热器降温至28~32℃,得到水稻液化醪。
同步糖化发酵:液化醪调节pH至4.40~4.60,添加糖化酶(1.10 kg/t水稻粉)、尿素(1.30 kg/t水稻粉)、酸性蛋白酶[10-13](0.05 kg/t水稻粉)和安菌泰杀菌剂(5 mg/kg),最后按20%接种量添加酒母醪(水稻液化醪用一次工艺水稀释至16~20 °Bx,pH调节值3.8~4.0,添加糖化酶(1.10 kg/t水稻粉)、尿素(1.30 kg/t水稻粉)、安菌泰杀菌剂(5 mg/kg)和2‰超级酿酒高活性干酵母,在29℃条件下培养至酵母数≥2亿/mL)后进入发酵罐,发酵0~8 h控制温度28.0~30.0℃,8 h后温度控制32.5~33.5℃,发酵至60 h结束,得到水稻发酵成熟醪。
精馏:成熟醪经预热后(55~62℃)进入粗塔蒸馏(塔底温度75~85℃,塔顶温度60~70℃),然后进入精馏塔(塔底温度112~124℃,塔顶温度86~95℃),再经过脱甲醇、杂醇油萃取后即可得到成品食用酒精。
精馏提取酒精产品后,得到水稻废醪液,经板框压滤机分离(进料时间1.0~1.5 h,压榨时间20~30 min),得到清液和湿糟,清液经蒸发浓缩塔得到浓缩物,湿糟经滚筒干燥后再与清液浓缩物混合进入管束干燥机干燥,即可得到水稻干全酒精糟(distillersdried grainswithsoluble,DDGS)成品。
1.3.2 分析检测
淀粉含量测定:按照GB/T 5009.9—2016《食品中淀粉的测定》中的方法;水分、粗脂肪、粗纤维、蛋白质含量测定:按照GB/T 18868—2002《饲料中水分、粗蛋白质、粗纤维、粗脂肪、赖氨酸、蛋氨酸快速测定》中的方法;残糖含量测定:按照斐林试剂法[14];外观糖度、酒精度、挥发酸、酸度等指标测定按照酒精厂常规分析测定方法[15]。
残淀粉含量=(残总糖-过滤总糖)×0.9
残糊精含量=(过滤总糖-还原糖)×0.9
2 结果与分析
2.1 陈化水稻、玉米原料检测
通过与玉米原料成分分析对比(见表1),参照玉米发酵生产食用酒精和玉米DDGS的成熟工艺,确定陈化水稻发酵工艺的研究范围。由表1可知,陈化水稻淀粉含量55.94%,玉米淀粉含量64.00%,因此陈化水稻粉浆干物质含量需要比玉米粉浆干物质含量高;而陈化水稻粗纤维含量较高,达到11.06%,如粉浆干物质含量过高会影响发酵过程中物料输送以及水稻DDGS产品质量等问题。通过研究表明,陈化水稻粉浆干物质在28%~30%为宜。
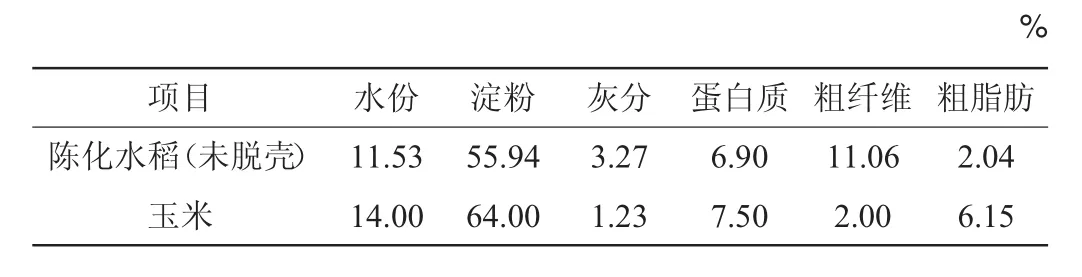
表1 原料成分分析结果Table 1 Results of raw material composition analysis
2.2 酒母扩培试验结果
针对水稻原料,对外观糖、温度和pH值的工艺条件进行了研究,首先用500mL三角瓶进行小试研究,结果见表2。由表2可知,在外观糖度16 °Bx、pH 3.8,培养温度28~30 ℃条件下酵母生长速度较快,且死亡率较低;在小试的基础上,进一步在50 L发酵罐进行了中试验证优化试验,结果见表3。由表3可知,在外观糖度16°Bx、温度29℃、pH值为3.8的条件下培养酵母数最多,生长效果最好。
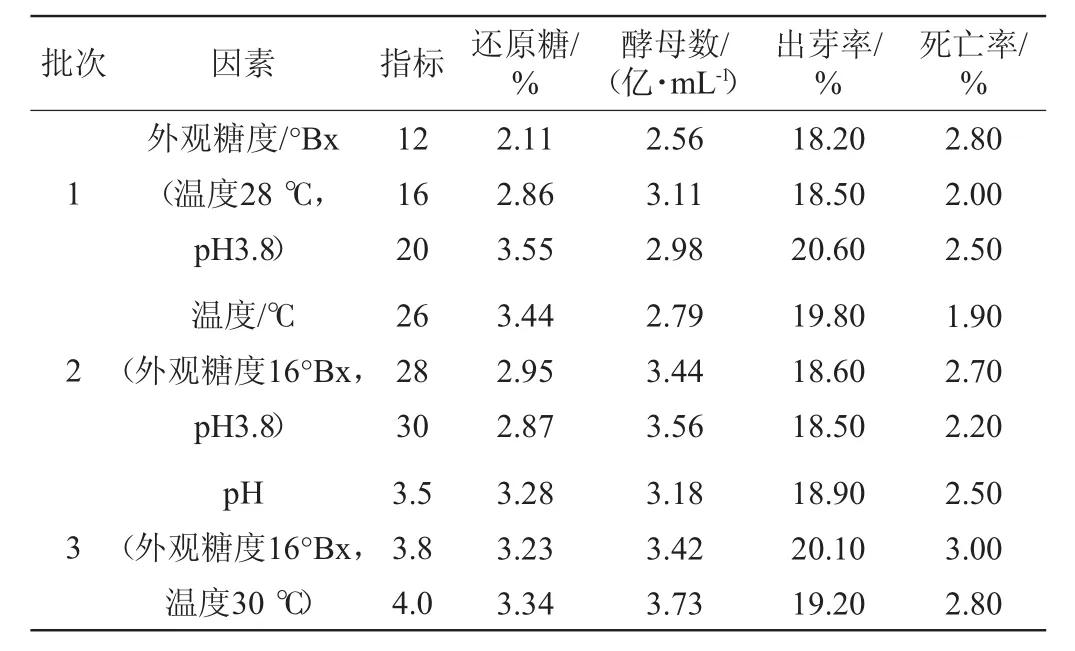
表2 酒母小试培养结果Table 2 Results of yeast culture on a small scale
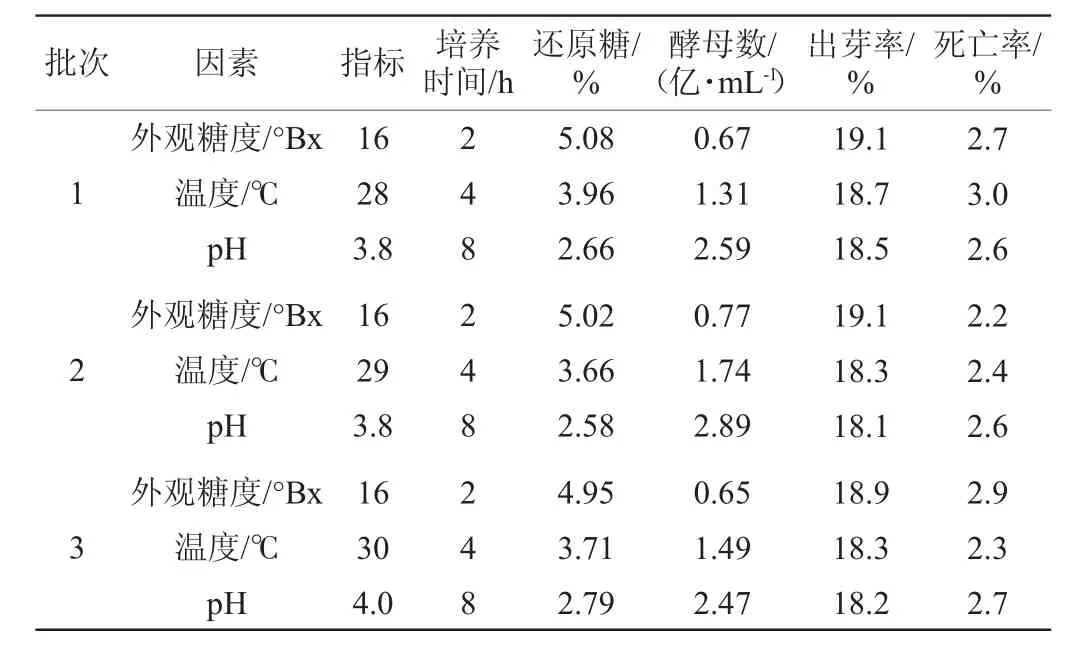
表3 酒母在50 L发酵罐中培养结果Table 3 Results of yeast culture in 50 L fermenter
2.3 发酵试验结果
在广西中粮生物质能源有限公司年产20万t燃料乙醇生产线上,用全水稻做了共13批次的生产试验,结果见表4和图1。
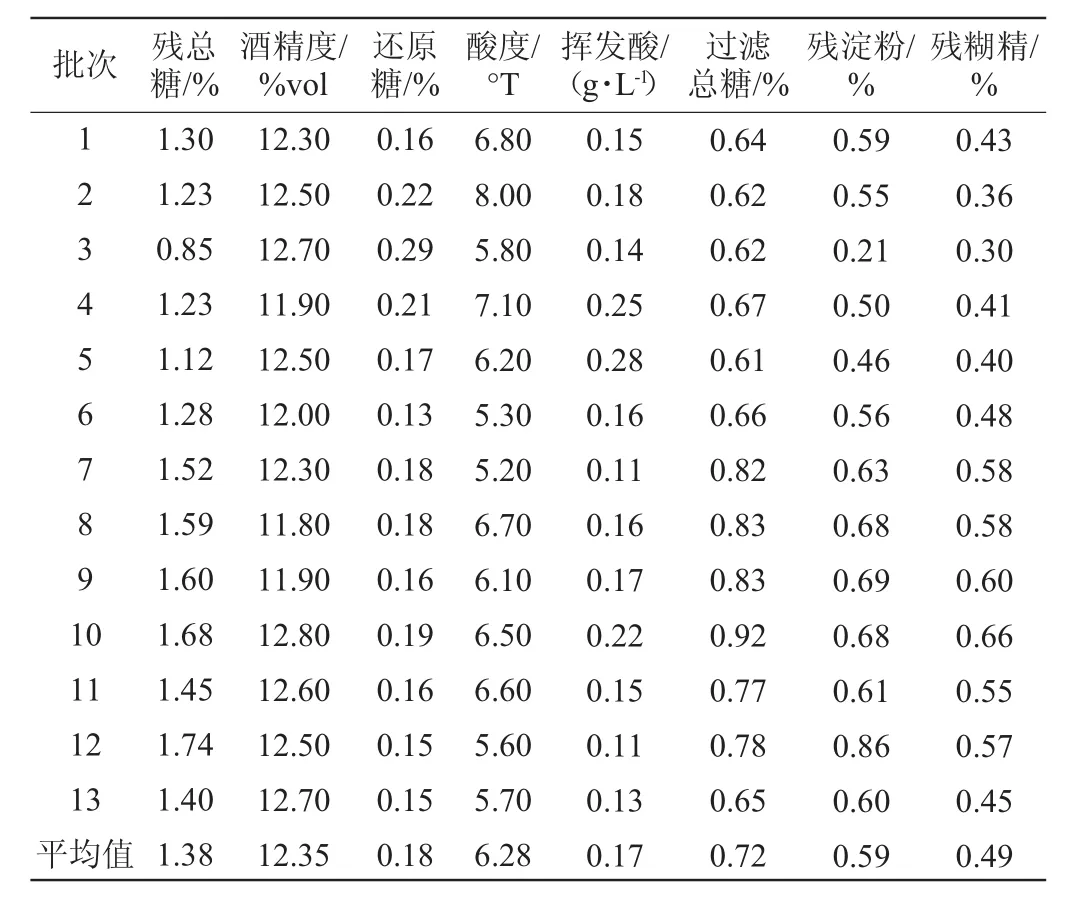
表4 水稻生产酒精发酵结果Table 4 Results of alcohol fermentation with rice
成熟醪残总糖在酒精发酵工艺中是一个重要的指标,是衡量酒精发酵完全程度的重要指标之一[15],随着发酵过程的进行,糖分含量不断下降,在发酵结束后残余的糖分越少,说明发酵效果越好,意味着产酒率越高。由表4可知,整体发酵较为稳定,平均残总糖含量为1.38%,最低残总糖0.85%;平均还原糖含量0.18%、残淀粉含量0.59%、残糊精含量0.49%、酸度6.28°T、挥发酸0.17g/L,达到酒精生产指标要求。
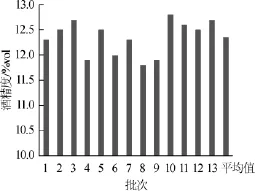
图1 成熟醪酒精度Fig.1 Alcohol content of fermented mash
由图1可知,共进行了13批次生产试验,发酵成熟醪酒精度最低11.80%vol,高达到12.80%vol,平均酒精度12.35%vol,达到酒精生产要求。
2.4 精馏结果
水稻生产发酵得到的成熟醪经过精馏提纯后得到成品食用普酒,与玉米食用普酒进行了对比,结果分别见表5和表6。
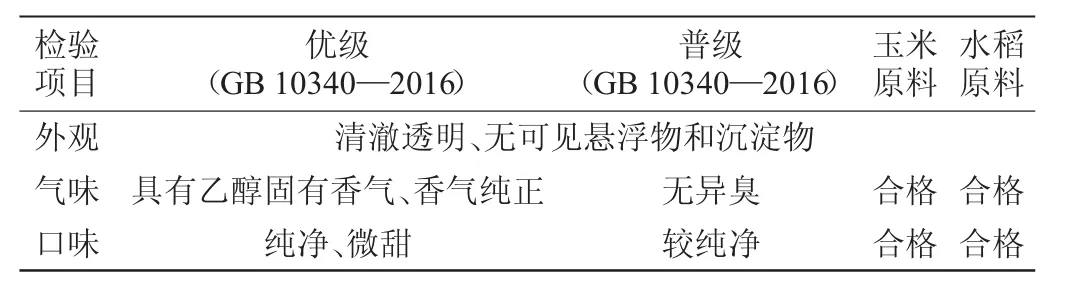
表5 食用酒精外观、口味质量对比结果Table 5 Comparison results of the appearance and taste quality of edible alcohol
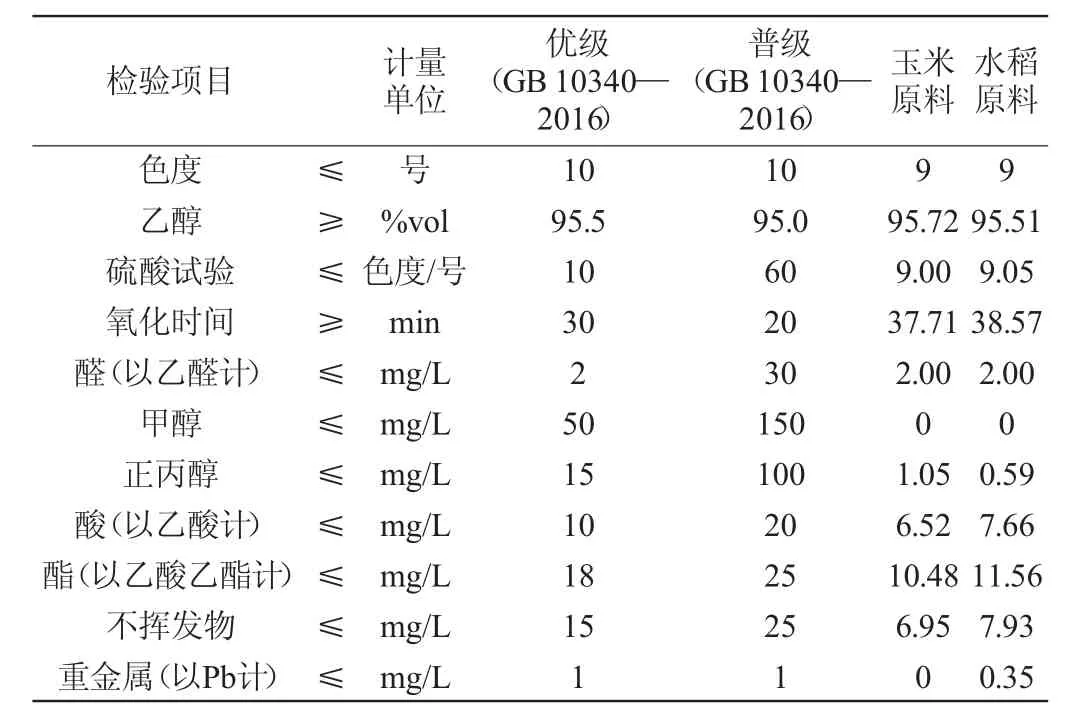
表6 不同原料生产的食用酒精质量比较Table 6 Quality comparison of edible alcohol production by different raw material
表5为产品外观、口味质量对比结果,可见水稻食用酒精产品的外观、气味和口味都符合国标GB 31640—2016《食品安全国家标准食用酒精》,并且与玉米酒精口感、气味、理化指标相当,被不同行业客户接受,广泛用于白酒、化工、食品、医药行业,与玉米食用酒精一样受客户认可。
由表6可知,水稻食用酒精化学分析结果与玉米食用酒精基本一致,并且各个指标均已经达到优级食用酒精的标准,说明水稻生产食用酒精是可行的。
2.5 经济效益分析
对全水稻生产食用酒精的生产运营成本进行了分析,并与玉米食用酒精生产成本进行了对比。由表7可知,玉米酒生产成本为5 368.30元/t,副产品玉米DDGS冲减1 370.49元,故总玉米酒成本为4 354.73元/t;而水稻酒生产成本为4 557.6元/t,副产品水稻DDGS冲减1 320.00元,故水稻酒总成本为3 603.52元/t,比玉米酒生产成本低751.21元/t,即利润提高了751.21元/t,提高了企业的经济效益。
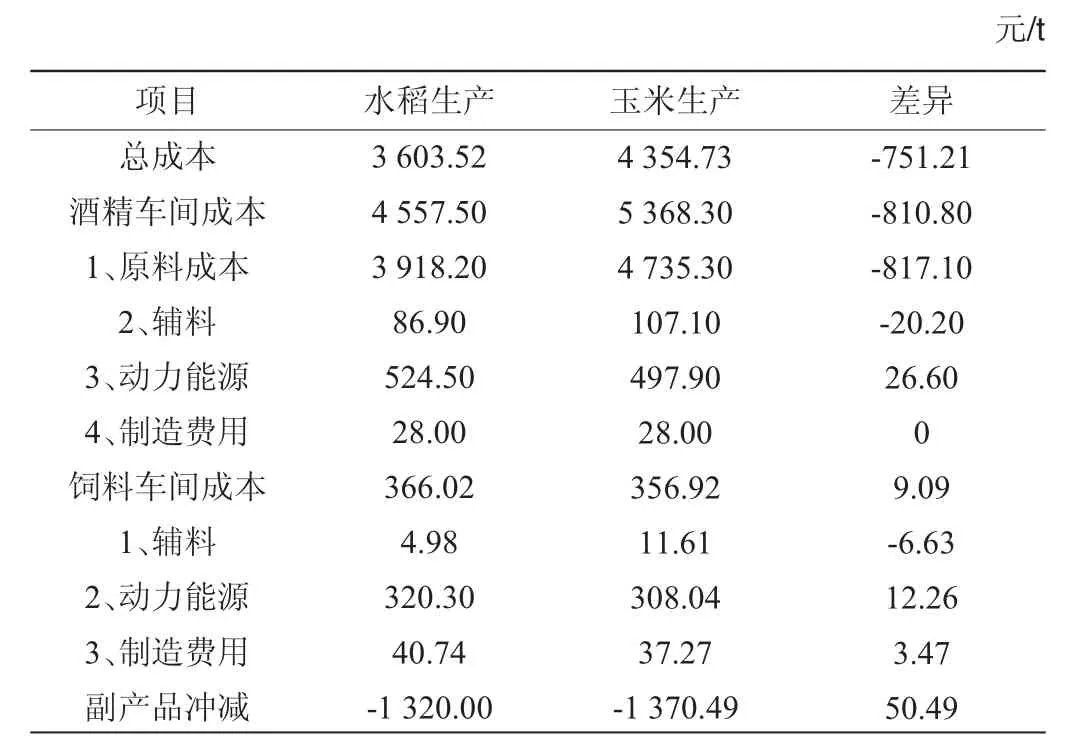
表7 生产成本分析结果Table 7 Results of production cost analysis
3 结论
使用全水稻进行发酵生产食用酒精,经过广西中粮生物质能源有限公司生产线试验研究,全水稻发酵成熟醪平均酒精度12.35%vol、平均残总糖1.38%,精馏后得到的食用酒精达到优级食用酒精国家标准,同时废醪液经过分离干燥后值得副产品水稻DDGS,可作为饲料原料出售,降低了酒精生产成本,与玉米酒精生产成本相比降低了751.21元/t。
因此,使用全水稻进行发酵生产食用酒精是有效可行的,还可提高企业经济效益,同时可以缓解酒精原料短缺以及国库陈化水稻积压的问题。
参考文献:
[1]刘劲松,宫殿良,董克芝,等.玉米与陈化水稻共发酵生产燃料乙醇的研究[J].酿酒,2014,41(5):86-88.
[2]刘珍环,李正国,唐鹏钦,等.近30年中国水稻种植区域与产量时空变化分析[J].地理学报,2013,68(5):680-693.
[3]王晓煜,杨晓光,吕 硕,等.全球气候变暖对中国种植制度可能影响Ⅻ.气候变暖对黑龙江寒地水稻安全种植区域和冷害风险的影响[J].中国农业科学,2016,49(10):1859-1871.
[4]稻米市场月度分析报告[J].黑龙江粮食,2017(9):22-24.
[5]宋 超,辛 霞,陈晓玲,等.三种保存条件下水稻和小麦种质资源安全保存期的分析[J].植物遗传资源学报,2014,15(4):685-691.
[6]郑红明.新稻价格有所走高陈稻市场或将跟涨[J].中国粮食经济,2010(9):33-34.
[7]肖军霞,张 岩,黄国清,等.黄曲霉毒素脱除方法研究进展[J].食品安全质量检测学报,2012,3(5):395-399.
[8]陈 亮,苏小军,熊兴耀,等.辐照预处理水稻秸秆酶解糖化与发酵产乙醇工艺[J].核农学报,2015,29(4):704-709.
[9]刘俊红.生物乙醇原料的开发与利用[J].食品研究与开发,2014,35(15):1-2.
[10]李树森.酸性蛋白酶在酒精生产中的应用[J].酿酒,2014,41(3):84-86.
[11]刘劲松,靳玉双,从志会,等.酸性蛋白酶对浓醪发酵生产酒精工艺影响的研究[J].酿酒,2014,41(4):108-110.
[12]吴伟伟,王 丹,钱世凯,等.酸性蛋白酶在酒精生产的应用[J].现代食品,2017(20):105-107.
[13]郭佰兴,张志凌,刘海滨,等.酸性蛋白酶在酒精行业的推广应用[J].中国酿造,2013,32(S1):65-67.
[14]韩 萍.斐林试剂用法再探究[J].教育教学论坛,2013(21):226-227.
[15]孙 伟,吴冬志,吴伟伟,等.关于提升玉米DDGS质量的研究[J].轻工标准与质量,2016(6):23-24.
猜你喜欢
煤气与热力(2021年6期)2021-07-28
煤气与热力(2021年2期)2021-03-19
中学生数理化·高一版(2020年6期)2020-12-17
中学生数理化(高中版.高二数学)(2020年6期)2020-12-04
中国茶叶加工(2020年3期)2020-10-21
建材发展导向(2019年10期)2019-08-24
摄影之友(影像视觉)(2017年11期)2017-11-27
时代英语·高二(2017年4期)2017-08-11
发明与创新·中学生(2016年4期)2016-05-14