
热处理对钎焊铝箔翅片料抗下垂性能的影响
2018-11-20 07:24靳丹萍刘欢欢
有色金属材料与工程 2018年5期
靳丹萍, 刘欢欢, 赵 杰
(苏州国环环境检测有限公司,江苏 苏州,215011)
铝合金由于质强比高、传热性能好、耐腐蚀性能优异以及成本较低等优点,在热交换器领域得到了广泛的应用[1-2]。近年来,随着汽车轻量化进程的不断推进,为减轻车重,同时降低热交换器的制造成本,作为热交换器翅片材料的钎焊铝箔,其厚度呈现减薄趋势。然而,在铝制热交换器的钎焊过程中,如此薄的铝箔要在600 ℃左右的高温及一定压力的严酷环境下持续近10 min,很容易发生塌陷,造成热交换器的报废[3-4]。因此,提高钎焊铝箔的高温承载能力是实现其厚度减薄的前提条件。
钎焊铝箔的抗下垂性能是指其在钎焊过程中抵抗重力自然下垂的能力,是衡量钎焊铝箔综合性能的重要指标,它可以有效地反映铝箔在钎焊中抵抗高温变形的能力,因此热交换器的生产厂家对铝箔的该性能有严格的要求。为了改善铝箔翅片的高温抗下垂性能,很多学者在实验室对铝箔翅片性能的优化进行了研究。Ryu等[5]发现,粗大的再结晶晶粒尺寸可以提高铝箔翅片料的抗下垂性能。Yoon等[6-7]研究表明,影响翅片材料最主要的因素是终轧压下量。涂益友等[8]发现,成品退火对翅片材料的抗下垂性能有改善。然而,目前的研究主要集中于生产工艺对翅片性能的影响,针对铝箔翅片在钎焊升温过程中的下垂机制的研究较少。
本文以工业化工艺生产的改进型3003铝合金铝箔翅片为研究对象,研究不同成品退火铝箔翅片在钎焊升温过程中的下垂行为,以期找到影响铝箔翅片抗下垂性能的关键因素。
1 试验材料和方法
试验使用的材料为改进型3003Al-Mn合金,标记为3003M,其主要化学成分见表1。试验采用半连续铸造,将试验合金在480 ℃热轧开坯,热轧成6 mm厚的带材,然后多道次冷轧成不同厚度的带材,经330 ℃保温2 h再结晶退火后,统一冷轧到0.07 mm厚(翅片料厚度),最后一道冷轧的压下量分别为20%,30%,40%和50%。对40%压下量的3003M 铝箔进行 330 ℃×3 h,420 ℃×3 h 和 500 ℃×3 h的成品退火处理。

表1 化学成分(质量分数,%)Tab.1 Chemical compositions (mass fraction, %)
抗下垂试验装置示意图如图1所示。将3003M铝箔制成长条状,如图1所示。将长条材料一端固定,一端自由,类似悬臂自由梁的结构,保证长条状3003M铝箔的自由端长度为50 mm,宽度为15 mm,长度方向平行于轧制方向。将装置放入马弗炉中,随炉升温,升温速率为25 ℃/min,在到达设定温度后将装置取出,然后测量试样的下垂值。
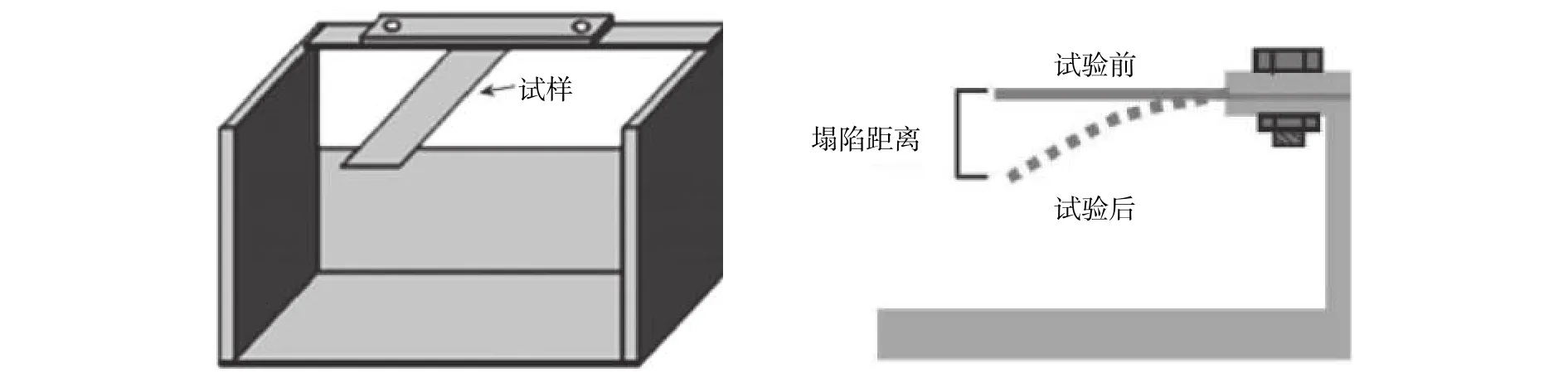
图1 抗下垂试验装置示意图[5]Fig.1 Schematic drawing of the sagging-resistance test device[5]
对样品进行金相制样,磨制、抛光后进行阳极覆膜(电压20 V,电流2.043 A),覆膜后,利用Axio Imager A2金相显微镜观察试样的晶粒组织。利用Zwick Z020室温拉伸机测试样品的力学性能。利用ZEISS-Sigma场发射扫描电子显微镜观察合金微观组织形貌和进行析出相颗粒测量,加速电压15 kV,用普通的灰度水平阈值来检测析出相颗粒。
2 试验结果
2.1 模拟钎焊工艺
实验室模拟钎焊工艺示意图如图2所示。样品从室温以24 ℃/min的升温速率升至600 ℃,保温10 min,然后出炉空冷至室温。

图2 模拟钎焊工艺示意图Fig.2 Schematic diagram of simulation for brazing process
2.2 不同终轧压下量的翅片料在钎焊升温过程中的下垂过程
图3 为不同终轧压下量(20 %~50 %)的3003M铝箔翅片料在钎焊升温过程中的下垂行为和对应的室温屈服强度。由图3可知,3003M铝箔翅片料在600 ℃保温10 min时的下垂值随着压下量的增加而减小,抗下垂性能也越来越好。当3003M铝箔翅片料终轧压下量为50 %时,抗下垂性能最好。
材料在回复阶段,屈服强度下降较缓,当材料开始发生再结晶时,屈服强度开始显著下降。因此,由图3可以得到20 %,30 %,40 %和50 %压下量的3003M铝箔翅片料的再结晶开始温度依次为550,475,450 和 425 ℃。
结合3003M铝箔翅片料在模拟钎焊过程中的屈服强度变化,可以将图3中升温过程的下垂分为3 个阶段:(1)未下垂阶段(室温~200 ℃),此时材料还处于加工硬化状态,材料的下垂量几乎为零;(2)加速下垂阶段(200 ℃~再结晶开始温度),此阶段和材料的回复温度区间基本一致,材料的下垂值以比较快的速度增加,当回复过程结束后,加速下垂阶段也很快结束;(3)缓慢下垂阶段(再结晶开始温度以上),此时翅片料的下垂值变化较小。从不同终轧压下量翅片料的下垂行为可知,材料下垂过程影响最大的阶段是第2阶段。终轧压下量越大,再结晶开始温度越低,回复的温度区间越窄,则加速下垂阶段也越短,加速下垂阶段对钎焊过程中的下垂贡献也越小。

图3 不同终轧压下量3003M铝箔翅片料升温过程中的下垂值和屈服强度的变化Fig.3 Changes in Sagging value and yield strength of 3003M

图4 600 ℃保温10 min不同压下量3003M铝箔翅片料TD面的组织Fig. 4 Microstructures on TD plane of 3003M foils fins with different reduction after heating at 600 ℃ for 10 min
图4 为不同压下量的3003M铝箔翅片料在600 ℃保温10 min时的TD面晶粒组织。由图4可以看出,不同终轧压下量(20 % ~50 %)的TD面晶粒沿RD方向的长度为300~500 μm,厚度方向上为1~2个晶粒大小。
图5为40 %3003M铝箔翅片料成品压下量模拟钎焊过程中芯材的析出相形貌变化照片。由图5可以看出,芯材中存在着较多细小的析出相,大多为圆形或椭圆形。

图5 模拟钎焊过程析出相的SEM形貌Fig.5 SEM images of precipitates after simulated brazing process
对图5中的析出相进行统计分析,结果如图6所示。由图6可以看出,在模拟钎焊过程中,析出相的平均尺寸变化不大,长度大致都在90~115 nm;当温度超过450 ℃时,随着温度的升高,析出相的面积分数减少,此时析出相重新溶入基体。

图6 模拟钎焊过程析出相平均尺寸和面积分数变化Fig.6 Change in mean size and area fraction of precipitates after simulated brazing process
2.3 成品退火对3003M铝箔翅片料抗下垂性能的影响
图7 为不同成品退火后的3003M铝箔翅片料,在模拟钎焊升温过程中的下垂行为。从图7中可以看出,成品退火能显著改善翅片料的抗下垂性能。随着成品退火温度的升高,翅片料的下垂值降低,抗下垂性能得到改善。成品经500 ℃×3 h退火后,翅片料的抗下垂性能最好。

图7 3003M铝箔翅片料模拟钎焊过程中下垂值的变化Fig. 7 Change in sagging value of 3003M foil fins during simulated brazing process
3 分析与讨论
由图3的试验结果来看,3003M铝箔翅片料的下垂加速主要发生在回复阶段。Qin等[1]研究认为,翅片料的下垂加速阶段主要受纳米析出相的溶解影响。然而由图5可见,在回复阶段(加速下垂阶段),材料中的析出相并未发生明显变化,而当温度更高时(再结晶阶段),析出相溶解,翅片料的下垂反而较少,这表明析出相的溶解并不是影响翅片料下垂的主要因素[6,8]。试验表明,此阶段的主要变形机制是蠕变变形。在材料回复过程中,变形位错被热激活,重新驱动,此时位错受重力载荷产生的应力所影响,产生高温蠕变,使材料逐渐弯曲下垂。
由图7可知,在同样的温度和应力水平下,冷轧态和经成品退火后的3003M铝箔翅片料表现出完全不同的下垂行为。当成品翅片料经过500 ℃×3 h退火后,材料在钎焊升温到400 ℃时的下垂近似于零,这说明仅靠重力作用,材料产生的蠕变较少;而冷轧态的翅片料,在钎焊过程的回复阶段(400 ℃)下垂明显,材料产生蠕变较多。由此可知,翅片料在钎焊过程中的下垂,主要是受钎焊前材料内部的变形位错影响。当翅片料经过500 ℃×3 h成品退火后,材料发生充分再结晶,钎焊前材料内部几乎没有变形位错;而冷轧态的翅片料,钎焊前材料内部存在大量的变形位错,在钎焊过程中,大量变形位错被热激活,这些位错成为蠕变过程中的可移动位错源,从而仅需很小的应力就可以使蠕变得以进行[9-11]。
4 结 论
(1)在钎焊升温过程中的下垂分为3个阶段:未下垂阶段(室温~200 ℃),此时3003M铝箔翅片料的力学性能未发生改变;加速下垂阶段(200 ℃~再结晶开始温度),加速下垂是由于冷加工组织回复过程促进的蠕变造成的,这个阶段的下垂量占整个升温过程中下垂值的大部分;缓慢下垂阶段(再结晶开始温度以上),此时材料蠕变速率较小,对整个升温过程中下垂值的贡献较小。
(2)增加冷轧压下量可以降低3003M铝箔翅片料再结晶开始温度,使加速下垂阶段的温度区间变窄,减少加速下垂阶段的下垂量,从而改善材料的抗下垂性能。
(3)进行成品退火可以降低3003M铝箔翅片料加速下垂阶段的下垂速率,从而改善材料的抗下垂性能。
猜你喜欢
中国新技术新产品(2022年15期)2022-11-08
科学技术与工程(2022年27期)2022-11-04
消费电子(2022年5期)2022-08-15
金属热处理(2022年7期)2022-07-26
锻压装备与制造技术(2022年2期)2022-05-11
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
电焊机(2022年1期)2022-02-18
重庆交通大学学报(自然科学版)(2021年3期)2021-03-15
科学与财富(2016年29期)2016-12-27
