
冷却系统对ABS材质汽车后视镜外壳翘曲变形影响
2020-07-20 01:23赵天德
工程塑料应用 2020年7期
赵天德
(梧州职业学院,广西梧州 543002)
丙烯腈–丁二烯–苯乙烯塑料(ABS)具有十分优异的硬度、强度和韧性,而且其尺寸稳定性和化学耐受性也十分良好。ABS的应用广泛,在日常生活用品、汽车零部件、工程部件等领域均有广泛应用[1–3]。随着汽车轻量化发展越来越快,ABS在汽车中的应用也越来越广泛,后视镜外壳、仪表盘、保险杠等,都可以利用ABS塑料来制造。ABS塑料是一种热塑性工程塑料,能够通过注塑、挤出等常见的加工方式进行加工,用于汽车零部件制备时常采用注塑加工的手段。根据ABS的熔融温度和分解温度可以确定其加工窗口为220~260℃,具体加工温度应根据不同牌号ABS性质来确定。为了防止ABS在料筒内降解和烧焦,需要控制其停留时间低于6 min。除此之外,提高注塑压力,可以有效提高注塑效率,降低热熔停留时间,改善充模性能[4–6]。
对于汽车零部件来说,一般为薄壁制件,这类注塑件的加工工艺和加工过程对其质量和性能的影响十分显著,工艺控制不合适,容易导致出现收缩或翘曲变形等缺陷。例如,在冷却过程中,制件不同部位以不同的速率进行冷却,则不同部位的固化和收缩过程各不相同,熔体内应力释放速率不同,进而导致最终制件发生翘曲变形。除了冷却速率外,注塑过程中所采用的的注塑温度、注塑压力、注射速率、保压压力、保压时间、模具温度等均会影响制件的最终质量,从而造成注塑件出现缺陷。因此,采用合适的注塑工艺是改善注塑件质量的有效手段[7–10]。由于通过实际的实验对注塑工艺进行优化过程较为繁琐,周期较长,所以一般会利用正交试验法和计算机模拟仿真的方法对注塑工艺参数进行优化,该过程实施周期短,高效快速[11–15]。笔者对ABS材质的汽车后视镜外壳的注塑工艺进行了仿真模拟,由于注塑原料确定为ABS塑料,因此对于注塑温度和压力等参数的优化空间较小,可根据注塑经验进行确定,基本可以筛选出最优的温度和压力参数组合。笔者主要对模具的冷却系统进行了仿真模拟,探究了冷却系统对该ABS材质汽车后视镜外壳翘曲变形情况的影响。并且,还利用模拟仿真所得到的注塑工艺对ABS材质的汽车后视镜外壳进行了实际注塑加工,验证了计算机仿真的结果。
1 注塑参数范围选定
注塑温度:注塑温度主要影响ABS熔体的流动性能,通常适合ABS注塑加工的温度区间为220~260℃。根据前期工作的经验确定,该ABS材质的汽车后视镜外壳的注塑温度为260℃。
注塑压力:注塑压力主要影响充模的完整性以及ABS熔体在料筒中的停留时间。通常适合ABS注塑加工的注塑压力区间为10~15 MPa。笔者根据前期工作的经验确定该ABS材质的汽车后视镜外壳的注塑压力为11 MPa。
保压压力:保压压力主要影响ABS熔体的充模完整性。通常适合ABS注塑加工的保压压力区间为2~3 MPa。笔者根据前期工作的经验确定,该ABS材质的汽车后视镜外壳的保压压力为2 MPa。
保压时间:保压时间主要影响ABS熔体的充模完整性。通常适合ABS注塑加工的保压时间为3~10 s。笔者根据前期工作的经验确定该ABS材料的汽车后视镜外壳的保压时间为5 s。
模具温度:模具温度主要影响ABS熔体的冷却速率。通常适合ABS注塑加工的模具温度区间为50~70℃。笔者根据前期工作的经验确定,该ABS材料的汽车后视镜外壳的模具温度为60℃。
除以上注塑工艺参数,其它涉及到冷却过程的工艺参数需根据实验结果进一步确认。
2 冷却系统的仿真
ABS材质的汽车后视镜外壳在加工过程中的冷却速率除了受到模具温度影响外,还会受到模具的冷却系统影响。例如,冷却管路的数目、直径、位置、排列、冷却液温度等。笔者利用正交试验法设计了10种不同的冷却系统设计方案,采用根据经验筛选的ABS材料的汽车后视镜外壳注塑工艺,对不同冷却系统下的注塑进行了模拟,并得到了10种冷却系统下制得的ABS材料的汽车后视镜外壳的翘曲变形量,结果见表1。
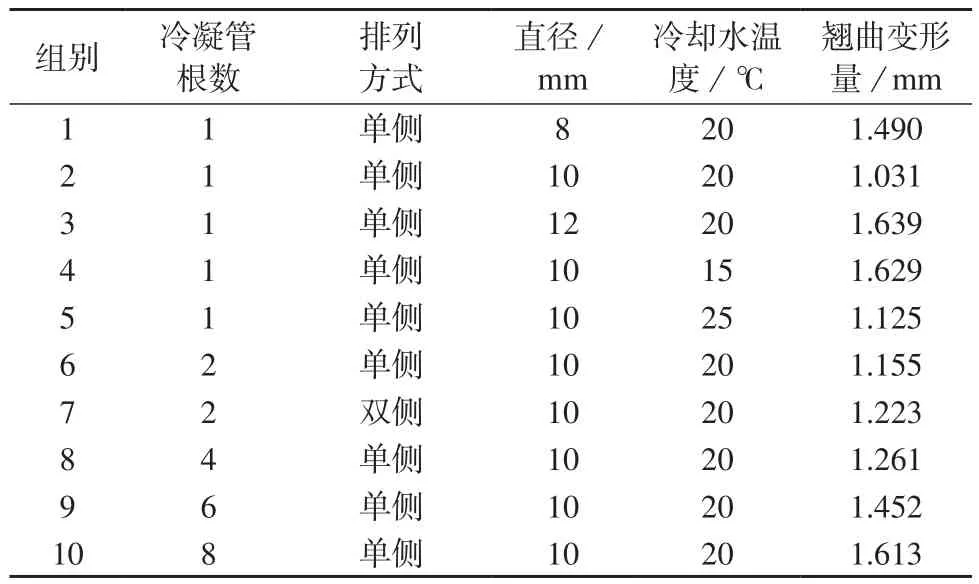
表1 不同冷却系统仿真的结果
模拟仿真结果表明,冷却系统的变化会导致ABS材料的汽车后视镜外壳的翘曲变形量发生明显的变化。当冷却系统确定为:冷却管路直径为10 mm,管路数目为1根,排列方式处于模具单侧排列,冷却液温度为20℃时,相应条件下制备出的ABS材质的汽车后视镜外壳的翘曲变形量最小,仅为1.031 mm。
所用建模软件为CAD UG 5.0,将ABS材料的汽车后视镜外壳模型导入到Moldflow软件中后,进一步结合ABS的流体力学特性和弹性力学特性,对ABS材质的汽车后视镜外壳进行CAE分析,利用有限元分析对注塑过程进行模拟,结合公式(1)和公式(2)进行分析:

式中:η——ABS的黏度;
α——ABS的黏度系数;
γ——注塑过程的剪切速率;
β——注塑过程的剪切系数;
C——注塑过程的温度系数;
T——注塑过程的温度。

式中:γ′——ABS 的黏度;
A1~A6——多项式的6 个系数。
2.1 冷却液温度仿真
当冷却管路直径为10 mm,管路数目为1根,排列方式处于模具单侧排列,冷却液温度为20℃时,冷却温度模拟结果如图1所示。冷却管路入口处的温度较低,为20.02℃,出口处冷却液温度上升,为25.20℃,这是由于冷却液与ABS熔体发生了热交换。入口处的冷却液温度和出口处冷却液温度之差仅为5.18℃,这说明了ABS熔体是以较为平稳的速率冷却的,未发生温度的骤降,所以冷却液的温度上升幅度较小。因此,这种冷却系统方案下,ABS熔体内的内应力较容易释放,不易产生翘曲变形。

图1 冷却温度模拟结果
2.2 冷却时间仿真
当冷却管路直径为10 mm,管路数目为1根,排列方式处于模具单侧排列,冷却液温度为20℃时,冷却时间模拟结果如图2所示。ABS材料的汽车后视镜外壳各个部位的冷却时间并不相同,其中中心部位最早达到顶出温度,时间为20.34 s;制件边缘部位较慢达到顶出温度,时间为30.37 s。虽然各个部位达到顶出温度的时间不同,但相差仅为10.03 s,说明在这一冷却系统下,ABS材料的汽车后视镜外壳各部位的冷却速率较为一致,不易产生翘曲变形。另外,根据各个部位达到顶出温度的时间的模拟结果,可以将冷却时间确定为30.37 s。
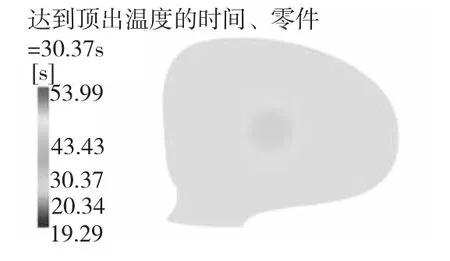
图2 冷却时间模拟结果
2.3 零件底面温度仿真
当冷却管路直径为10 mm,管路数目为1根,排列方式处于模具单侧排列,冷却液温度为20℃时,零件底面温度模拟结果如图3所示,在冷却过程中,ABS材料的汽车后视镜外壳底面各个部位的温度也不相同。其中,中心部位的底面温度较低54.71℃;边缘部位的底面温度稍高,为60.21℃。各部位底面温度的差距较小,中心部位与边缘部位的差距仅为5.50℃。这一结果表明,在所设计的冷却系统下冷却时,该ABS材料的汽车后视镜外壳各部位是以较为均一的速率进行冷却的。这一仿真结果进一步表明了,该冷却系统较为适合ABS材料的汽车后视镜外壳的冷却。
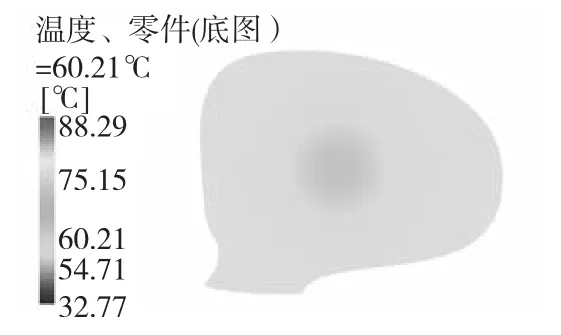
图3 零件底面温度模拟结果
2.4 零件翘曲变形量仿真
当冷却管路直径为10 mm,管路数目为1根,排列方式处于模具单侧排列,冷却液温度为20 ℃时,笔者也对ABS材料的汽车后视镜外壳的翘曲变形量进行了模拟。零件翘曲变形模拟结果如图4所示。模拟结果表明,由于ABS材料的汽车后视镜外壳各部位的冷却速率不同,所以导致了不同部位的翘曲变形量也出现了差异。在冷却速率较快的中心部位,ABS材料的汽车后视镜外壳的翘曲变形量较高,为1.031 mm;在冷却速率较慢的边缘部位,ABS材料的汽车后视镜外壳的翘曲变形量较低,为0.101 mm。这一结果表明,冷却速率的确对制件的翘曲变形影响较显著,若能够尽量降低各部位冷却速率的差值,使整个制件以较为均一的速率冷却下来,则能够保证制件具有较低的翘曲变形量。
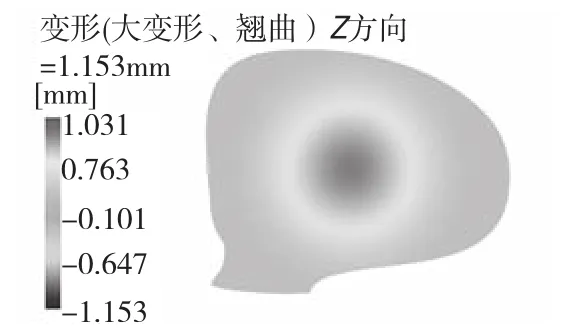
图4 零件翘曲变形模拟结果
3 实际注塑过程研究
为了进一步对模拟仿真的结果进行验证,对ABS材料的汽车后视镜外壳进行了实际注塑加工。注塑工艺参数为:料筒温度、注塑压力、保压压力、保压时间、模具温度分别为260℃,11 MPa,2 MPa,5.0 s,60℃。冷却系统为:冷却管路直径为10 mm,管路数目为1根,排列方式处于模具单侧排列,冷却液温度为20℃。总计进行了10次注塑实验,实验结果在表2中列出。
将实际注塑结果与模拟仿真结果对比可知,实际注塑所得ABS材料的汽车后视镜外壳的翘曲变形量与模拟结果相差较小,最大误差仅为0.004 mm,最小误差为0 mm。通过对10组注塑实验结果的标准差进行计算可得,这十组实验的标准差仅为0.003 mm。以上实验结果表明,模拟仿真所得到的结果准确度高,即通过仿真所筛选出来的冷却系统适合ABS材料的汽车后视镜外壳的加工,仿真结果对实际注塑加工的指导意义较大。
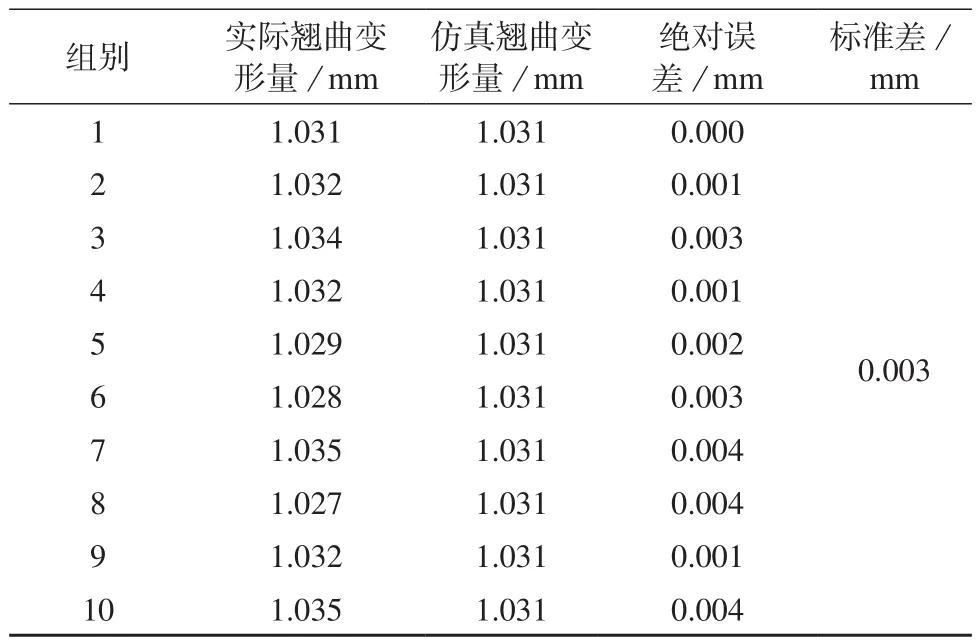
表2 实际注塑结果
4 结论
对ABS材料的汽车后视镜外壳注塑的冷却系统进行了模拟分析,最终确定该冷却系统为:冷却管路直径为10 mm,管路数目为1根,排列方式处于模具单侧排列,冷却液温度为20℃。在该冷却系统下,冷却液进出口温差仅为5.18℃,各部位达到顶出温度时间差仅为10.03 s,制件各部位底面温差仅为5.50℃,制件冷却过程平稳、速率均一。基于前期工作经验确定注塑工艺参数为:料筒温度、注塑压力、保压压力、保压时间、模具温度分别为260℃,11 MPa,2 MPa,5.0 s,60℃,此时所制备的ABS材料的汽车后视镜外壳的总翘曲变形量仅为1.031 mm。通过实际注塑验证,该模拟结果准确率较高,实际注塑结果与仿真结果之间的误差仅为0~0.004 mm,10组注塑实验标准差仅为0.003 mm。
猜你喜欢
汽车维护与修理(2021年19期)2021-04-14
汽车维护与修理(2020年11期)2020-12-04
通信电源技术(2018年3期)2018-06-26
中国新闻周刊(2017年21期)2017-06-15
现代工业经济和信息化(2016年22期)2016-08-23
铜业工程(2015年4期)2015-12-29
汽车零部件(2015年8期)2015-06-23
汽车维护与修理(2015年2期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
汽车科技(2015年1期)2015-02-28
