
解码特香型白酒的独特生产工艺
2020-11-18 10:16吴生文
酿酒科技 2020年11期
吴生文
(四特酒有限责任公司,江西樟树 331200)
在酒的世界里,生命力与影响力最强的当属蒸馏酒了。世界著名的七大蒸馏酒分别是白兰地(Brandy)、威士忌(Whisky)、朗姆酒(Rum)、伏特加(Vodka)、金酒(Gin)、龙舌兰(Agave)和中国的白酒(Baijiu)。中国白酒历史悠久,工艺独特,是一种物质和文化的嗜好性产品,更是传统交际、礼仪消费中最具中国典型特征的民族产品。白酒因自然环境、酿造原料、酒曲种类和生产工艺等因素的区别,形成了各具特色、风格典型的各香型白酒[1]。到目前为止,已形成最具影响力12 种香型白酒,以四特酒为代表的特香型白酒就是其中之一。
“整粒大米为原料、大曲面麸加酒糟,红褚条石垒酒窖,三型具备犹不靠。”这是1988 年,以周恒刚为领衔的国家白酒专家团队,在江西省樟树市经实地考察和研讨后,认定四特酒香型为“特香型”时,对特香型白酒生产技术做出的典型工艺总结。那么如何理解特香型白酒生产工艺关键要素?这种工艺标准都有哪些技术特征?特香型白酒工艺“12353”就是在生产实践的大数据基础上,经现代分析测试验证,以深入浅出,通俗易懂的数字密码方式,提炼归纳出的特香型白酒工艺特点。
1 特香型白酒“12353”生产工艺密码
特香型白酒生产工艺的独特性和技术优势,可用数字密码“12353”来表达和描述。“1”——一种酿造原料,即整粒大米为原料;“2”——两种材料建造的特有发酵窖池;“3”——独特的大曲配方,面粉、麦麸和酒糟;“5”——五轮次发酵,根据一年气候细分为五轮,全年共投粮取酒五次,四轮54 天发酵期,一轮101 天发酵期(54 天加47 天夏季坐窖);“3”——三层分糟、量质摘酒,即将每一个发酵窖池的酒醅分上、中、下三层(面糟、粮糟、底糟)在出窖时分别蒸馏、按质分段摘酒,各层糟的酒分类入库管理贮存。

表1 白酒主要原料成分含量比较(%)
2 “1”——一种酿造原料,即整粒大米为原料
2.1 大米是一种最适合酿造白酒的粮谷原料
白酒行业俗曰“粮是酒之肉,水是酒之血”,原料对白酒生产的质和量都具有重要的意义。原料中的淀粉含量是影响酿造过程出酒率的最主要因素,生产实践证明,白酒出酒率与酿造原料淀粉含量呈正相关。优质的白酒原料要求“淀粉含量较高,含蛋白质适量,脂肪含量极少”[2]。从表1 的数据看,大米在主要常用原料中,淀粉含量处于最高水平,同时蛋白质含量适中,脂肪含量很低。另外,从中国白酒固态发酵过程操作工序控制稳定性角度来看,大米应该也是比较理想的原料选择。那为什么我国目前大多数其他香型的大曲酒选择以高粱为主要原料呢?其一是高粱从各成分含量看,也是较为理想的大曲酒原料;其二是建国之后,物质匮乏,白酒产业长时间被列为国家限制发展行业,粮食(特别是大米和小麦这类细粮)主要是作为人们生存的必需品,故只有在盛产大米、没有饥饿风险的地方,才会选择大米作为酿酒原料,而江西从古至今都盛产稻谷,故特香型白酒也就有此物产优势而就地选择该原料并延用至今,可谓得天独厚、用料讲究。
2.2 大米的粮香是白酒风味中的自然美味
国家标准《白酒感官品评术语》(GB/T 33405—2016)中白酒风味轮中的香气是由三部分组成,原料香、发酵香和陈酿香。酿酒原料是白酒品质的重要条件,粮食中的香气成分进入酒中,会直接在产品中得以体现。特香型白酒使用的是整粒大米,不粉碎不浸泡,直接与发酵成熟的酒糟混蒸,使得稻米香味可以完全的体现,其营养价值也得以完整保留,酿出来的酒味自然纯正、醇香,并散发出特香型白酒明显特征的清雅稻米粮香。
3 “2”——两种材料建造的特有发酵窖池
特香型白酒的窖池材料由两种物料构成:窖泥和红褚条石。窖池的底部铺满窖泥,四周用红褚条石垒砌而成,糟醅入窖后,上层再用窖泥密封。
3.1 特香型窖泥的功效
大曲白酒酿造,窖池是基础。随着对微生物在白酒发酵机理的深入研究,固态发酵的窖池奥秘正逐步被人们认识。在特定的窖池环境中,白酒发酵是窖池中庞大的微生物系统通过气体、液体和糟醅产物的三相界面相互作用和能量代谢,最终实现窖池内糟醅与微生物能量转化[3]。白酒生产素有“千年窖泥万年糟”“以窖养糟、以糟养窖”等说法,由此可见,窖池、窖泥对白酒生产的重要性。窖泥作为功能微生物的载体,有数量众多的微生物,在多种微生物的共同作用下,才产生了多种香味成分[4]。窖泥质量的好坏,直接影响到产酒的质量,而窖泥的质量通常取决于窖泥中微生物的种类及数量,以及营养成分比例是否合理。现在特香型白酒生产采用的窖泥是四特酒公司在吸取浓香型窖泥优点的基础上,根据自己生产实践总结出的老化窖泥和成熟窖泥形成机理,而研发出专用于特香型白酒发酵的特香型窖泥(专利号:ZL201410701859.5)。其主要原料是耕织土、丢糟、酒尾和大曲粉,生产和培养成本低,有益微生物的种类和数量优[5],既保持了天然特香型发酵酒的特性,又保证了产酸和产酯的功效,确保了特香型白酒的窖香浓郁和绵甜风格特征。
3.2 红褚条石作为窖池墙壁的独特优势
窖池是白酒固态发酵的容器,为微生物的生长繁殖提供栖息环境,也为糟醅发酵过程中形成特色香味物质提供基础。传统全泥窖在糟醅出窖时,上层和底层窖泥较容易与其分离干净,而四壁的窖泥则很容易出现脱落混入料中,尤其是机械方式出料,窖泥混入糟醅中的风险极高。当混有窖泥的糟醅蒸馏取酒时,窖泥的异味会进入基酒中,在随后的贮存和成品酒生产时很难去除掉,会严重影响基酒品质及产品口感质量。另外窖泥成分复杂,属于软性物料,给窖池的日常维护和现代高标准的卫生清洁操作带来难以克服的挑战。而一种新的材料——红褚条石的发现和使用,则较理想的解决了全泥窖池的材质问题。
红褚条石在国家标准《特香型白酒》(GB/T 20823—2017)中定义为“由丹霞地貌中的红色砂砾制成的条状石材”。丹霞地貌是一种以陡崖坡为特征的红层地貌,美丽的江西龙虎山就是典型的丹霞地貌,红褚条石即由此开采而来,经测试分析,此类石材质地疏松、空隙较多,吸水性强,用这种亦泥亦石,做成的窖壁,为有益微生物的繁衍创造了天然的独特环境,同时又克服了窖泥容易掉入糟醅内,以及日常窖泥壁维护保养清洁的诸多不利限制。因此,在2017 年新修订的《特香型白酒》国家标准中,明确了特香型白酒工艺为“红褚条石窖池固态发酵”,从而科学的肯定了“红褚条石垒酒窖”这一特香型白酒独有的生产技术特征。
4 “3”——独特大曲配方和工艺:面粉+麦麸+酒糟
美国学者撰写的《中国:发明与发现的国度》中写道:“中国用曲酿酒,这种第一流的工艺、最终达到了无法再前进的高峰,而结果确实造出一种酒精度很高的饮料。”
酒曲是酿酒发酵的动力。目前我国名酒、优质白酒和地方名酒大都用传统法大曲酿造。四特酒制曲配料是有特色的,制曲原料种类、配料比例都与其他国内白酒厂大不相同[6]。通常大曲是用小麦、大麦和豌豆等粮食为原料,而特香型大曲原料用面粉48%、麦麸52%和新鲜酒糟6%~8%。这种配料方式延续了白酒制曲的传统配方,以小麦为基质,同时适量添加酒糟,可谓中国白酒大曲中独树一帜,具有明显的特色。
4.1 特香型白酒大曲配料中加入酒糟的优点
白酒酿造是一个多菌共存的环境,各种微生物为了提高自身的竞争能力,会向环境中释放自身的代谢产物,抑制其他微生物的生长代谢或者使其他的微生物无法利用该物质从而提高自身竞争力。当代谢物达到一定数量,原料消耗到一定程度,各种微生物的生长就保持数量上的相对稳定[7]。在大曲的配料中,加入发酵后的新鲜酒糟,科学地接种了特香型白酒特有的微生物菌群,充分发挥了微生物菌群优势,强化了有益菌活性,是现代微生物工程技术理念的实践应用,从而确保了特香型大曲生产质量的稳定性和高优级产率。
特香型白酒出窖酒糟酸度在3.0 mmol/10 g 左右,呈酸性,大曲配料中加入一定量的酒糟,可调节大曲的酸碱度,从而有效抑制了有害杂菌的生长,适合酵母菌、霉菌的生长[8],提高了酒曲的性能。
大曲生产工艺分为曲坯成型和曲房培曲两个阶段。酒糟是白酒固态发酵蒸馏取酒后的粮谷残渣副产物,其外观为棕褐色,含有大量的谷壳,呈酸性、疏松状态,因此,加入到大曲配料中,可使曲坯成型,且透气性、疏松性得到很好的改善,对大曲中的微生物生长有利,发酵更加彻底。大曲中加入一定量的酒糟能够降低成本,同时还可以增强大曲的贮存性[9]。
4.2 特香型大曲培制工艺的关键性
特香型大曲培制工艺为五段培曲,三次翻控。特香型大曲属于中偏高温曲,曲坯成型后进入培曲阶段。曲坯培养经过长霉、晾霉、潮火、大火、后火5 个阶段,从曲坯入房到后火培制完成,总发酵时间,冬春为21 d,夏秋为22 d,发酵温度随着气候条件的变化而产生变化。曲坯品温变化如图1、图2所示。
培曲是微生物在曲坯上大量生长繁殖形成稳定群落体系的过程,培曲工艺根据曲坯发酵的实际情况,及时进入曲房进行曲坯翻动、堆积升温、重新摆放降温和开启门窗等配套操作,以调节曲房内温度、湿度和CO2浓度等,创造出一个适合微生物生长繁殖的环境。特香型大曲第一次翻曲在晾霉阶段结束时进行,将大曲码成人字形,由入房的3 层变4 层;第二次翻曲在潮火阶段结束后进行,曲坯由4 层变6 层;当大火阶段顶点温度保持结束后进入大火阶段后期时进行第三次翻曲,并层至7 层,至此翻控完成。其中大火阶段的顶点温度控制在55~60 ℃之间,此阶段产生的美拉德反应有利于酱香发酵微生物的培制。整个培曲温度控制使特香型大曲既有高温曲的酱香、浓香,又有中温曲的清香,其发酵温度曲线符合“前缓、中挺、后缓落”的趋势。
5 “5”——五轮次发酵
以四特酒为典型代表的特香型白酒采用中高温大曲为糖化发酵剂,大米为原料,续糟配料,混蒸混烧,红褚条石固态发酵的酿造生产工艺。在窖池入窖条件、工艺操作相同的情况下,窖池发酵周期的长短,不仅与酒质相关,而且直接影响产酒的总量(产酒率和窖池周转率)。发酵期短的酒,其产量高,但香味成分不足;发酵期长的酒,香味成分丰富,但出酒率低。所以,规模化生产中要制定合理的发酵期,既要考虑产酒的整体质量,也要考虑摘酒的种类特色,还要兼顾出酒的产量,这是一个综合的科学考量。
5.1 不同发酵时间酒醅中酒精含量变化
在四特酒公司123 车间选取了3 口生产窖池(标记为1#、2#、3#)为跟踪观测窖池,每7 天用专用取样器取糟醅进行酒精含量检测,检测结果如图3所示。
从图3 实测数据,进一步验证,大曲白酒从淀粉生成糖、再由糖转化为酒精这一生化反应过程的完成,只需20 d 左右[2]。从实测的糟醅中酒精含量可以看出,在前21 d 酒精含量变化较快,到28 d 左右的时间段基本上达到最高。随着发酵时间的延长,糟醅中酒精含量呈逐渐下降的趋势。
5.2 不同发酵时间香味物质成分含量变化
白酒发酵中,物质的生成可以从两条路线来看,一条是由淀粉转化成糖,再将糖生成乙醇(酒精);另一条是淀粉、蛋白质、脂类等由多条复杂反应生成风味物质。前一条路线决定着白酒的出酒率,后一条路线决定着白酒的风格、质量等级及香型等。该两条路线不是孤立存在,他们之间有着密切的联系以及相互作用和影响。为了便于观察研究,根据两条路线反应的特点,通常把它们分为发酵前期和发酵后期两个阶段。发酵前期为酒精的生成,直到达到最大值,发酵后期为香味物质成分的生成。总酸总酯是香味成分中的最重要的两大类物质,我们筛选了四特酒公司127 车间入池指标(酸度、淀粉、水分、温度)相近的18 个窖池,分为6组,分别发酵28 d、35 d、42 d、49 d、56 d、64 d,并检测了不同发酵期的基酒总酸、总酯,如图4所示。
从图4 可以看出,不同发酵期总酯含量随着时间的延长,缓慢增加,在49~56 d 增长至高峰值,之后进入平缓的波动期变化。总酸生成量变化与总酯相似,发酵56 d 时基本达到峰值,随着时间的延长,趋于平缓。
5.3 不同季节对窖池发酵的影响
在大曲白酒发酵中,有关入窖的工艺参数控制对基酒的产量和质量同样至关重要。其中,投粮量、糠壳用量、大曲用量、水分、配醅淀粉浓度、酸度等生产数据相互制约,相互作用。长期的生产实践和科学分析证明,掌握他们的变化规律,控制在一定的数值范围内,产量和数量就能较好地实现。特香型白酒发酵延用传统的全开放自然发酵模式,因而入窖发酵工艺参数会受到外部环境变化的影响。如设定发酵期不变,那么相应的生产数据则应根据季节气候的变化做出相应的调整。四特酒有限责任公司坐落在江西省樟树市,地处江西省中部,处于北纬28°黄金酿酒带。当地气候温润,四季分明,为中亚热带气候。每年7 月15 日—8 月31 日(共47 d)为一年最炎热时间,为保证全年酿酒的产量和质量,期间须采用坐窖方式度夏。
根据全年季节气候特性和发酵天数对产、质量的变化影响规律,结合长期生产实践和现代分析检测,综合考虑确定每轮次基本发酵周期为54 d,全年随季节变换,共细分为5 个轮次进行发酵生产,并进行工艺参数设定管控,以四特酒公司祚延园酿造车间为例,全年从9 月1 日开始为第1 轮次发酵,次年8 月31 日为止结束第5 轮发酵,并对每轮具体投粮和辅料添加量做出规定,见表2。
把全年分为5 个轮次发酵进行精细化管理,有利于针对不同轮次对每一个窖池实施规范化、标准化管控,同时为下一步蒸馏取酒工序做好分类、分质准备。以四特酒公司东站酿造基地实测数据为例,见图5所示。
不同轮次基酒成分(以总酸、总酯为代表指标)存在差异,各轮次酒的特点具体是:(1)第1 轮为酒醅度夏后调整阶段,基酒酸酯含量略高,作为特殊基础酒使用;(2)第2 轮、第3 轮、第4 轮酒醅环境逐步恢复,基酒中酸酯含量稳定提升,可作为主要基础酒使用;(3)第5 轮酒醅经历度夏,101 d 的发酵期,基酒中酸酯含量处于高水平,风味浓郁,可选作调味酒使用。
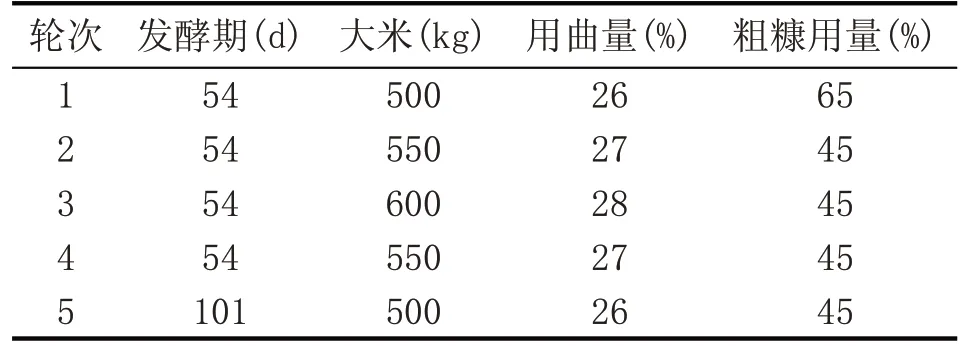
表2 各轮次投粮及辅料添加规则
6 “3”——三层分糟量质摘酒
特香型白酒生产工艺是在“混烧老五甑法工艺”的基础上,根据自身原料特点(整粒大米,无需润粮),窖池规格、甑桶容量等生产数据的特性,经长年生产实践,不断优化形成利于生产规范化、标准化操作的简化工艺,即将整粒大米为原料,按一定比例直接与发酵成熟的糟醅在同一甑桶内同时蒸馏和蒸煮糊化后,扬冷加曲、入窖发酵,其中三甑料重新配拌料入窖发酵,另一甑只加少量粗糠取酒后作为丢糟弃用,反复循环此种操作,概括为“三进四出,续糟混蒸”,具体如图6所示。
在以上工艺操作过程中,窖池内糟醅的物料流向顺序是:面糟放在窖底做底糟,底糟作为丢糟弃用,不再入窖,中间糟一小部分做面糟,其余做粮糟,如此不断循环。
在生产实践中发现,同一窖池不同层次的糟醅在发酵过程中,其发酵质量是不同的,会呈现出不同的风味特性,这在日常工作中的品评判定和理化指标测定都可以清楚地区分到。图7 是同一窖池各层糟所产基酒的总酸、总酯含量情况。
分析图7 中数据,在结合各层糟酒的品评判定,各层糟酒呈现出以下主要特征:(1)面糟酒乙酸乙酯含量高,品评风格清雅特色明显,可作为调味酒贮用;(2)粮糟酒总酸总酯含量适中,各种细分酸酯成分比例居特香型基酒内控指标范围内,粮香舒适,口感协调,传统特香新基酒风格典型,可作为基础酒贮用;(3)底糟酒总酸总酯含量均处于较高数值,窖香浓郁,风味醇厚,可作为调味酒贮用。
此外,在分层蒸馏的同时,每甑仍执行“掐头去尾取中间”的分段量质摘酒操作,即面糟、粮糟及底糟3 层分类酒中又都有各自的酒头、酒尾和中间段酒。
分层蒸馏加分段量质摘酒现已成为特香型白酒酿酒工艺精细化管控的技术特色之一,优势是在每一窖出酒时,将不同风格、不同指标的各类酒进行细分贮存,形成了丰富的、特色各异的众多种类的基础酒和调味酒,为今后产品勾调及开发更多的差异化、个性化产品种类,提供了最强有力的基础保障。
7 总结
特香型白酒“12353”工艺密码,从科学和生产实践的角度,阐释了以四特酒为代表的特香型白酒与其他11 种香型白酒的不同之处,其讲究的原料、独特的大曲,特色的红褚石窖以及顺应自然开放环境酿造的精细化工艺技术改进与发展,都显示出“世界因我而不同”的特香型白酒独特的工艺特点和差异化特色。这种在传承中不断创新的特有白酒酿造工艺,造就了一方极具个性特色美酒:“清香醇纯,回味无穷”。
猜你喜欢
酿酒科技(2022年9期)2022-10-04
休闲读品·天下(2022年2期)2022-07-13
休闲读品·天下(2022年1期)2022-05-01
山花(2021年11期)2021-11-22
电脑迷(2020年2期)2020-12-16
戏曲研究(2020年2期)2020-11-16
中华戏曲(2020年1期)2020-02-12
现代畜牧科技(2018年4期)2018-05-14
当代生意经(2015年3期)2015-10-21
农村农业农民·B版(2015年9期)2015-10-16
