差速器壳锻造工艺分析
2022-06-01 02:19赵艳凤吴兵刘瑞山柳州方盛精密锻造有限公司
锻造与冲压 2022年11期
汽车差速器是驱动轿的主要部件,其功用是使左右车轮能以不同的转速进行滚动行驶,将主减速器传来的扭矩平均分给两半轴,尽量使两侧车轮驱动力相等,满足汽车行驶需要,保证了汽车的行驶稳定性及轮胎的耐久性。
科技部产业技术创新试点联盟联络组发布《产业技术创新战略联盟活跃度评价报告》,基于活跃度评价的原则,评价指标主要侧重考量:联盟组织机构建设与运行、联盟协同创新活动、联盟带动产业发展成效三方面情况。中国BIM发展联盟于2016、2017两个年度连续获得94分高分(满分为100分),获评科技部“A级(活跃度高联盟)”,在第三批试点联盟中排名第2位。
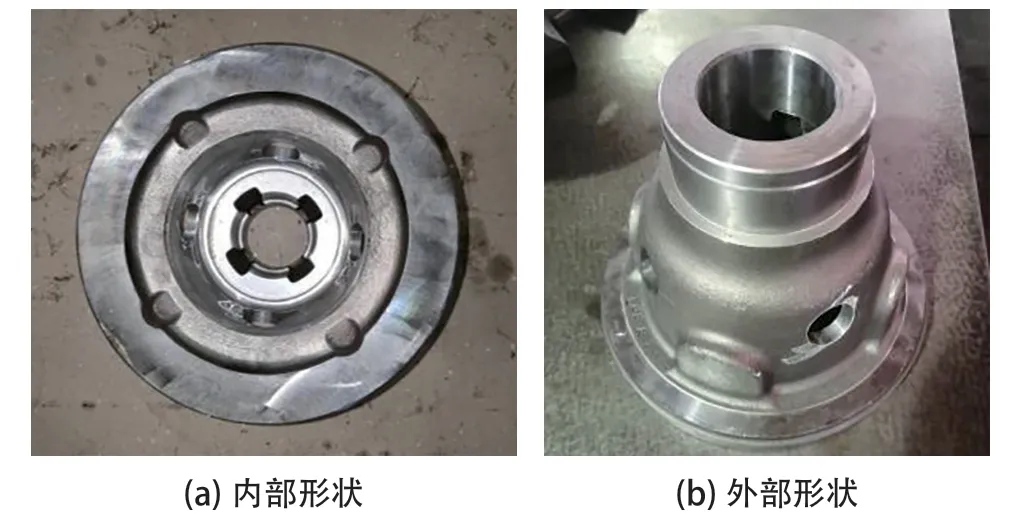
本文提到的右壳——锥齿轮差速器原为铸造件,后因性能提升,需采用锻造件。初期为降低锻造难度,内孔的四个十字槽及四个R11mm沉孔采用机加工方式获得,后来通过测算对其外形进行微调,使其满足锻造要求,取消四个十字槽及四个R11mm沉孔的机加工,降低产品成本。因此锻件复杂系数较大,成形难度高。
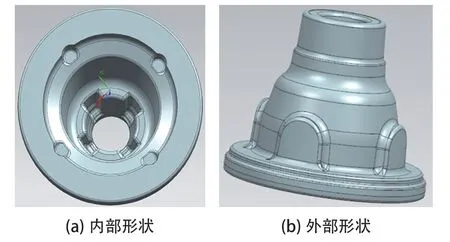
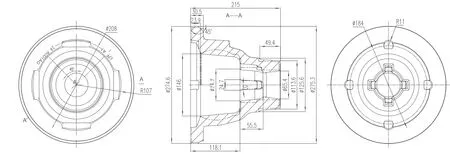
右壳——锥齿轮差速器交货状态为粗加工(图1),其锻件数模如图2,锻件2D图如图3所示。
工艺分析
主生产设备的选择
产品锻件重25.0kg,材质40Cr,材质系数M1,形状复杂系数S3。依照模锻力计算公式P=K×σ×F,其中K——锻件形状复杂系数(一般按0.9~1.2取),σ——材料终锻变形抗力,F——锻件投影面积(含锻件飞边桥部面积),计算需要成形力为5059kN,根据公司设备及生产产能状况选择2500t摩擦压力机作为主设备生产,计算力量偏大,但由于是螺旋压力机,可采用多次锻打成形,后期需通过预锻形状来调整和减小成形力。由于产品尺寸较大,重量较重,考虑到生产效率及人员劳动强度的原因需采用切边冲孔复合工艺,可减少一台设备及一次人工操作。根据2500t产线配置采用630t压力机进行产品的切边及冲孔。
工艺流程分析
该产品属于杯盘类锻件,形状复杂系数S3,特别是内腔形状复杂,成形难度高。根据其产品特点确认其生产流程:
在成形过程中,冲头工作条件极差,不仅受力大,而且被灼热金属包围,冲头在高温高压下极易软化和产生疲劳裂纹等,所以将预锻上模冲头和终锻上模冲头设计成单独零件且采用高耐热材料H13来提高使用寿命。使用过程中上模冲头的冷却与润滑时间需比下模增加一倍。预锻小飞边,终锻双仓飞边,预锻模和终锻模通过压板与通用模座连接。
进料检验→下料→材料加热→除鳞(氧化皮清洗)→制坯、预锻、终锻(使用设备:2500t摩擦压力机)→切边冲孔(使用设备:630t压力机)→热件检查→抛丸→热处理(调质)→抛丸→磁探→粗车→防锈→成品检验→包装→入库。
工艺难点分析
(πd
/4)×2.2d×7.85×10
=25.8,d=123.8mm,取坯料直径为
125mm。再按体积不变原则,计算出坯料长度为268mm。即下料规格为
125mm×268mm,重量25.8kg,产品锻件重25.0kg,锻件材料利用率91.6%。
慢病毒介导的三种神经元谱系相关转录因子脑内转移治疗帕金森病的实验研究 ……………………………………………………………… 陈品,于波,罗雨,等 215
工步设计
(1)用料尺寸计算
(1)施工材料供应。根据设计单位提出的材料规格及型号要求,形成图纸后开展供料分析,准确计算不同材料的用量与进场时间,并严格根据施工现场实际情况安排进料,保证材料供应切实满足施工要求。如果工程施工对进料时间未能准确掌握,则会产生窝工,严重压缩后续施工的工期,产生一系列负面影响。
用料尺寸根据热锻件图的体积加飞边体积及冲孔连皮体积,再考虑1%的材料烧损率来计算,经建模计算确定用料重25.8kg。该产品属短轴类锻件,规格的选择按坯料镦粗时的稳定条件,可取镦粗长度为直径的2.2倍,d为坯料直径。即可计算出坯料体积:
之前开发的差速器壳基本上内部型腔为圆形,外部带花瓣,而该产品外部的花瓣只有四瓣且尺寸较大,成形较容易,预锻可先做出。由于采用的生产设备是2500t摩擦压力机,设备有下顶出,但是无上顶出装置,产品冲头较长,设计时需考虑如何使产品留在下模。同时摩擦压力机最多只能打3锤,为减少打击锤数,需在设计过程中做产品省力改善,该产品结构复杂不适宜用闭式锻造。该产品的设计难点为预锻型腔形状及预锻到终锻金属流动的控制,需根据锻件图考虑预锻形状的匹配,再考虑预锻到终锻材料体积的分配,控制预锻到终锻金属的流动方向及程度。特别是内孔深处的四个十字槽,其在锻造成形过程中容易形成刮料折叠,因此如何控制此部分的金属流动方向是设计该产品成功的关键。
预锻设计为设计难点,需先根据经验对金属的大概流向做出预判,初步设计出预锻形状。考虑到预锻到终锻的定位,如果旋转容易产生折叠,因此预锻上下模都设计为圆形,预锻进入终锻时只需考虑外圆定位,避免旋转方向定位错位时产生折叠。将热锻件分为三个区域进行算料并匹配形状,区域的选择是关键。该产品的区域选择在尺寸突然变小的位置,我们将其称之为闸门。先对3个区域进行大分料,底部区域闸门内预锻的体积分配需略少于终锻,在保证充满性的同时能较好地提高模具寿命。中间闸门处预锻R角加大主要是为了加宽通道,方便金属流动。控制预锻各部分体积的分配,修正预锻形状,避免终锻时金属回流引起折叠缺陷。总体积分配预锻需比终锻大3%~5%。预锻冲孔处做平底连皮,终锻做带仓连皮,方便容纳多余金属。预锻设计形状见图5预锻模,终锻尺寸依照锻件图按1.5%热收缩率加放。
制坯的设计一是为了清除氧化皮,二是为了使坯料在预锻型腔中定位良好。同时也需要考虑原材料到制坯的定位稳定,材料的定位尺寸除了需考虑直径的热收缩量外,还需要增加材料的直径正公差,确保材料在直径正差时也能定位稳定。通过计算及分析其制坯形状如图4所示。

(3)预终锻设计
(2)制坯设计

模具设计
预锻模结构如图5所示,包括预锻下底板、预锻下模、预锻顶出杆、预锻上模压环、预锻上模、预锻上模冲头、预锻上底板,采用小飞边模锻工艺。
由于摩擦压力机打击速度低,模具可采用组合结构,从而简化模具制造过程,缩短生产周期,并节省模具材料和降低生产成本。
终锻模结构如图6所示包括终锻下底板、终锻下模、终锻顶出杆、终锻上模、终锻上模冲头、终锻上底板,终锻上下模由于会旋转需定位键进行定位。

在专教中,进门设有一块黑板,便于老师上课时指导学生教学使用,黑板前上方有投影,为老师的信息化教学提供了很好的硬件设备,教室后角落放有物品架,可供学生放置个人物品,桌间有挡板与邻座相隔形成的私密空间,为学生提供一定的私人空间,专教的门属于密码防盗门,使得专教安全性提高,专教出门为阳台走廊,为学生在学习繁忙中提供了一个缓解放松的地方,走廊外墙设有展示墙,可将学生优秀作品进行展示,营造一个浓厚的学习氛围,专教内虽未设置大面积的落地玻璃,但开有许多窗,仍具有很好的采光效果。
切冲复合模设计,由于产品较重,切边冲孔方式只能选择正锻正切正冲方式(即锻件终锻到切边不翻转)。该产品需要粗加工,切边及冲孔尺寸可根据需求自行调整,因此设计时下模定位尺寸依照热锻件图单边按0.2mm间隙取值。由于上模是运动的,型腔的设计需考虑锻件的错模量、模具导柱导套的间隙量、导向传递的变异量及模具磨损,因此避让量需加大。冲头尺寸小且长需采用台阶式,上面直径大,下面直径小,用螺纹连接来减小冲头长度及增加强度。
2.3 结核病患者出院时疾病不确定感情况 结核病患者出院时疾病不确定感得分处于低水平22例(14.29%),中水平 108 例(70.13%),高水平 24例(15.58%)。不确定性维度高于复杂性,见表2。
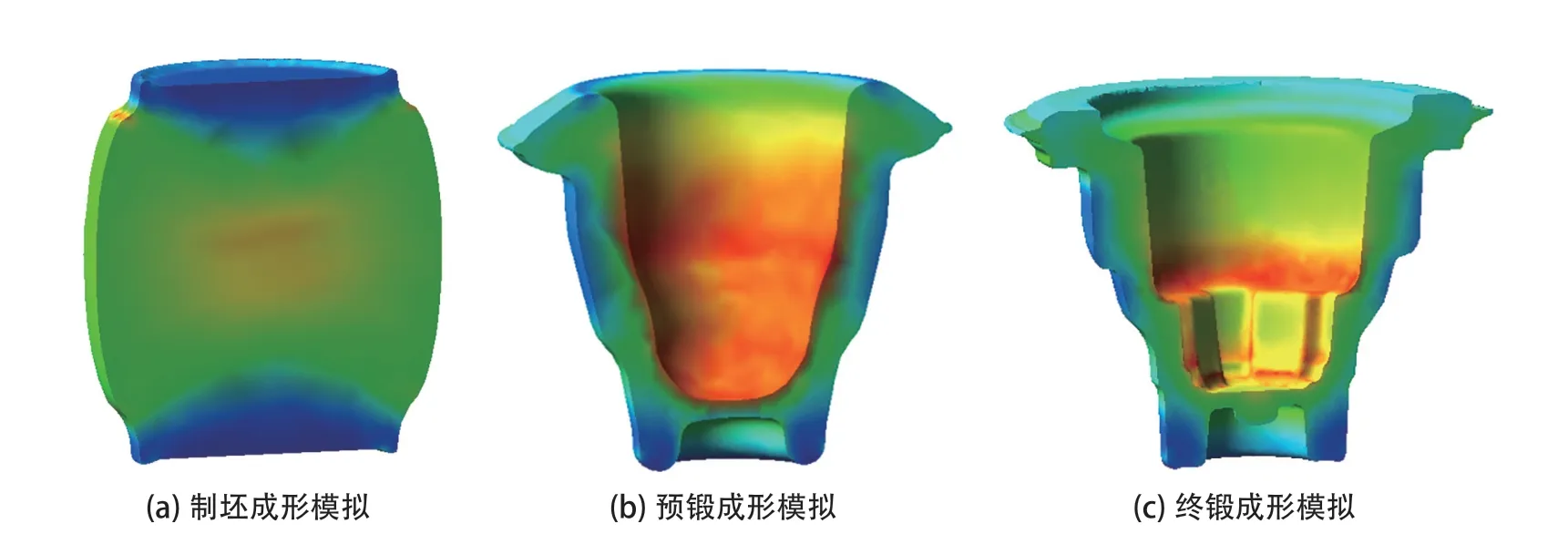
工艺过程数值模拟
通过初步计算及设计出来的工步图建立3D模型,采用模拟软件进行数值模拟,由于产品为圆形对称件,可选取坯料及模具的一半进行模拟计算,减少模拟运算量及模拟时间。在模拟过程中发现内孔四个十字槽孔有刮料折叠,底部欠肉问题,通过调整预锻尺寸及形状,多次数值模拟,不断优化,最终定型的模拟结果如图7所示。坯料模拟温度设定为1100℃,上下模温度设置200℃。模拟过程中预锻和终锻成形良好,通过数值模拟可较好地节约现场试错及修模的成本,数模锁定后采用该工艺进行模具制作后现场实际生产验证。
锻件生产过程验证
锻件进入实际试制及批量生产时,由于设备没有上顶出机构,虽然在设计时已经修正上下模的拔模角,即下模的拔模角比上模小,但是由于操作的原因,第一锤按习惯会采用轻压的方式,下模欠肉太多,导致工件第一锤非常容易粘上模冲头。后调整打击方式,首次打击必须重锤,提高下模满模程度,下模产生足够的摩擦力使产品能留在下模,同时上模冲头在首件生产时可涂油或是喷涂浓度较高的润滑剂。
从测定结果(图2)可知,实际样品中的茄尼醇在4.0 min内可达到基线分离,和GB/T 31758-2015方法相比,色谱分离时间缩短50%,而且色谱峰对称性好,无明显拖尾。
该产品使用的是反挤压成形工艺,为了确保良好的材料流动性,模具的预热温度需大于200℃。下料需采用圆盘锯,确保端面垂直度要求,使工件在镦粗过程中不会因为料斜而产生不均匀,进而引起产品欠肉。实际生产过程中预锻冲头磨损较快,初期设计的终锻连皮仓部会充满,终锻压力无法释放使模具使用寿命降低,后加大终锻仓部的存料体积得以解决。
我经常给妈妈提的一个建议就是“做就对了”。当你认为宝宝的想法做法不合理、不可行,别只是针对他的行为指手画脚。说许多大道理或批评、责骂、处罚,只会让宝宝没路可走,产生负面的抵触情绪,是不可能改变结果的。所以,正确的做法就是:启动你的智慧,多些创意,引导宝宝去做能做、可做、会做的事。
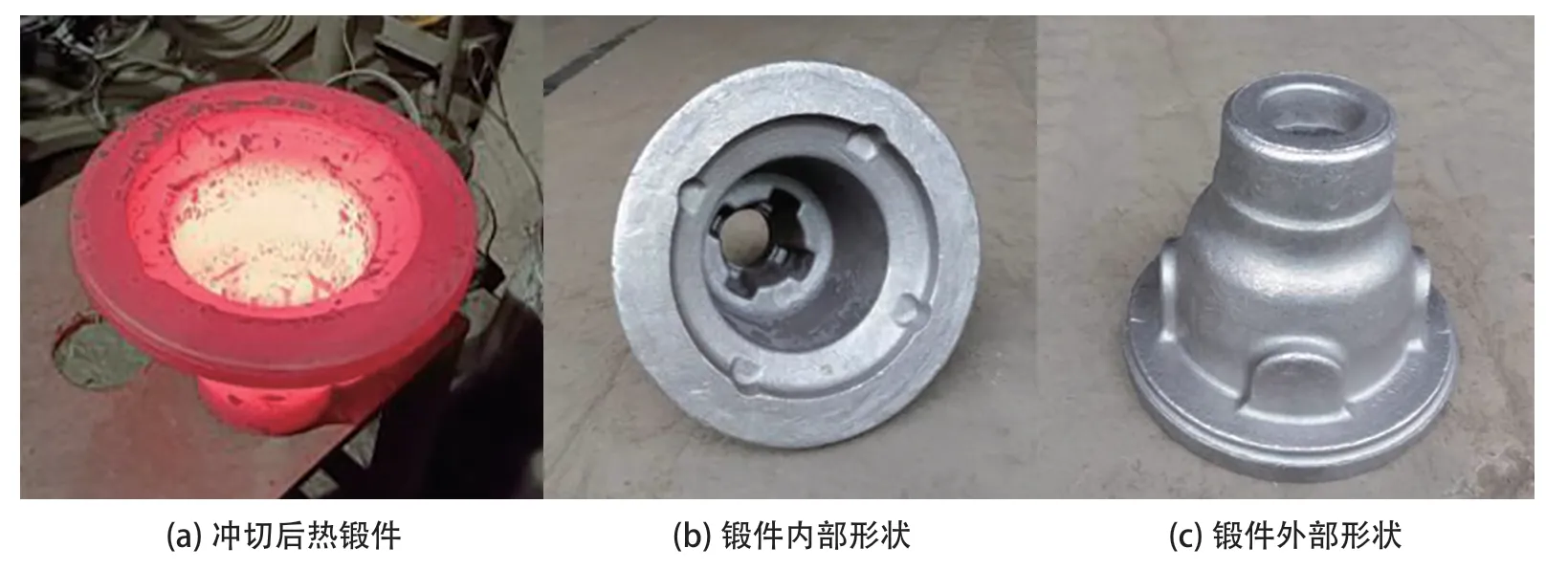
实际生产产品工步图见图8,产品见图9。

结束语
本产品在工艺设计及数值模拟阶段反复修改了多次,通过不停的微调产品形状、R角的大小及材料的分配,找到适合该产品生产的最佳形状及材料配比来控制金属流动,数值模拟大大节约了现场试错的次数。因此数值模拟是非常有必要的,特别是可通过前期工艺模拟进行不断的优化,来节约产品的开发成本。

猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
锻造与冲压(2022年5期)2022-03-23
英才(2022年2期)2022-03-21
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
滇池(2017年5期)2017-05-19
科技创新与应用(2017年9期)2017-04-26
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09