零件的精车技巧
2022-07-07 06:24詹光华
中学生学习报 2022年35期
詹光华

摘要:人們为了有效提高产品精度和提高生产率,常采用合理选择切削用量和尽量选用通用夹具装夹工件及零件定位基准重合这些辅助方法来提高加工的精度。数控车削加工常用技巧有:程序首句用G00的技巧和控制尺寸精度的技巧两类方法。控制尺寸精度一般通过修改刀补值保证尺寸精度、消除丝杆间隙影响保证尺寸精度、程序编制保证尺寸精度及修改程序和刀补控制尺寸精度方式。
关键词:提高产品精度;加工常用技巧;定位基准的选择;基准选择的原则;装夹方式的选择
正文
在制定零件加工的工艺规程时,正确的选择工件的定位的基准有着十分中的意义。定位基准选择的好坏,不仅影响零件加工的位置精度,而且对零件个表面的加工顺序也有很大的影响。合理的选择定位基准是保证零件加工精度的前提,还能简化加工工序,提高加工效率。
定位基准选择的原则:
1)基准重合原则。为了避免基准不重合误差,方便编程,应选用工序基准作为定位基准,尽量使用工序基准,定位基准、编程原点三者统一。
2)便于装夹的原则。所选的定位基准应能保证定位准确、可靠,定位夹紧简单、易操作,敞开性好,能够加工尽可能多的表面。
3)便于对刀的原则。批量加工时在工件坐标系已经确定的情况下,保证对刀的可能性和方便性。
为了工件不至于在切削力的作用下发生位移,使其在加工过程始终保持正确的位置,需将工件压紧压牢。合理的选择加紧方式十分重要,工件的装夹不仅影响加工质量,而且对生产率,加工成本及操作安全都有直接影响。
数控车床常用装夹方式
1)在三爪自定心卡盘上装夹。三爪自定心卡盘的三个爪是同步运动的,能自动定心,一般不需要找正。该卡盘装夹工件方便、省时,但夹紧力小,适用于装夹外形规则的中、小型工件。
2)在两顶尖之间装夹。对于尺寸较大或加工工序较多的轴类工件,为了保证每次装夹时的装夹精度,可用两顶尖。该装夹方式适用于多序加工或精加工。
3)用卡盘和顶尖装夹。当车削质量较大的工件时要一端用卡盘夹住,另一端用后顶尖支撑。这种方式比较安全,能承受较大的切削力,安装刚性好,轴向定位基准,应用较广泛。
4)用心轴装夹。当装夹面为螺纹时再做个与之配合的螺纹进行装夹,叫心轴装夹。这种方式比较安全,能承受较大的切削力,安装刚性好,轴向定位基准。
确定合理的装夹方,先用三爪自定心卡盘夹住右端,加工左端达到工件精度要求;再工件调头,用三爪自定心卡盘夹住工件右端,在加工到工件精度要求。
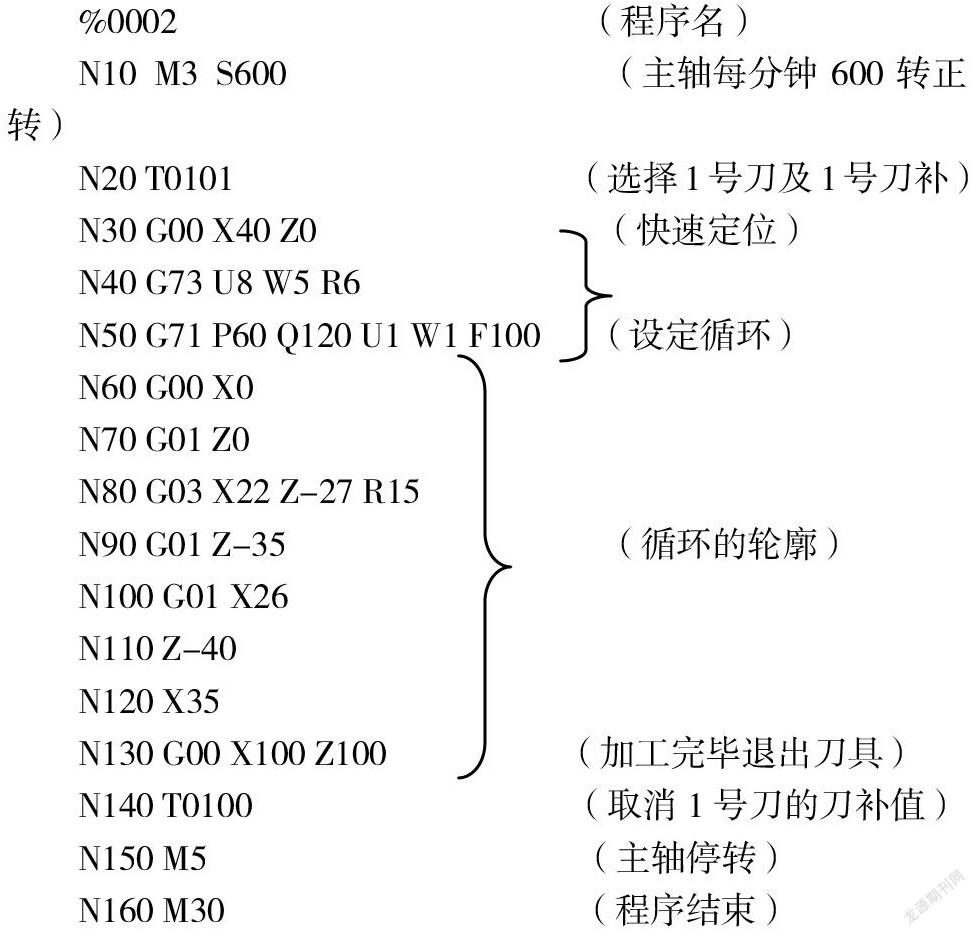
例如:按图所示尺寸编写外圆粗切循环加工程序。毛坯:Ф35棒料 刀具位置:1号刀位
可如下编写加工程序:
另外,采用半精加工消除丝杆间隙影响也是保证尺寸精度比较有效的方法。在数控车床中,使用较长时间后,由于丝杆间隙的影响,加工出的工件尺寸经常出现不稳定的现象。这种情况下,一般是在粗加工之后,进行一次半精加工消除丝杆间隙的影响。如用1号刀外圆粗车循环指令G71粗加工外圆之后,可在1号刀的刀补处输入U0.2,再调用一次精车循环G70;本次车削完毕经检测后,再在1号刀的刀补处输入U-0.2,然后又再调用一次精车循环G70。经过此番半精车,可消除了丝杆间隙的影响,就有效的保证了尺寸精度的稳定。
数控车床加工的方法是多种多样的,以上几种操作方法能有效提高产品精度和提高生产率,这些操作方法可行性强,而且效果明显。数控车削加工只是基于数控程序的自动化的加工方式,实际加工过程中,需要操作者具备较强的程序指令运用能力和丰富的实践技能,方能编制出高质量的加工程序,才能有效提高产品精度和提高生产率,加工出高质量的工件。
本论文中采用复合循环进行编程设计,在编程中要注意,数控车床主轴上要实现同步运动,从粗车到精车,主轴的转速必须保持不变,给特殊轴零件结构,有螺纹、倒角、圆弧、孔、槽等。数控加工的基本编程方法时用点定位指令编写接近或离开工件等空行程轨迹,要用插补指令编写工件轮廓的切削进给轨迹。
参考文献:
[1]张耀宗.《机械加工实用手册》.机械工业出版社,1997
[2]杜家熙.数控加工工艺.机械工业出版社,2009