Research on stretching flame correction technology of aluminum alloy ship frame skin welding structure
2022-07-26 08:18YuanYinhuiNieLijunLuHaoYuYangYanDejun
China Welding 2022年2期
Yuan Yinhui , Nie Lijun , Lu Hao , Yu Yang , Yan Dejun
1. School of Materials Science and Engineering, Xi’an Shiyou University, Xi’an 510700, China;2. CSSC Huangpu Shipbuilding, National Defense Advanced Welding Center, Guangzhou 710065, China
Abstract At present, conventional flame correction has shortcomings such as random heating route and low efficiency. The welding seam of the aluminum alloy ship frame skin structure is concentrated and the frame restraint is large. It is difficult to control and eliminate the local convex deformation after welding. In order to improve the conventional orthopedic technology and improve the orthopedic efficiency, the pre-elastic deformation technology is proposed. Using the method of combining numerical simulation and experiment, the orthopedic effect of conventional and pre-elastic orthopedic technology is studied, and the influence of pre-deformation variables and heating path on deformation control of the frame skin structure after welding is simulated. The simulation results show that the technical key to the control of convex deformation lies in the control of the pre-elastic deformation and the setting of the heating route. The experimental verification results show that the pre-elastic deformation technology has a better control effect than conventional orthopedics, can significantly improve the orthopedic efficiency, and provides a new method for deformation control in the shipbuilding industry.
Key words prestress-flame correction process, frame skin structure, aluminum alloy, numerical simulation
0 Introduction
Lightweight and high-speed is an important direction for the development of amphibious ships. Therefore, the aluminum alloy frame skin unit structure has been widely used on the deck surface, cabin floor, roof, and ship sides. The unit structure has the characteristics of simple structure, uniform form, fixed weld type, small number of welding procedures, and convenient for training of skilled welders and mass construction. However, this type of structure has the characteristics of concentrated welding seams, high frame restraint, and low rigidity of the skin sheet. A large number of local protrusions and deformations will inevitably occur after welding, resulting in a reduction in the dimensional accuracy of the skin structure and failing to meet the requirements of the structural profile accuracy. Affect product appearance and subsequent assembly[1 – 3].
In the ship deformation control process, the traditional flame correction process of flame heating and rubber mallet hammering is generally used at the deformation site, which has poor effect on eliminating protrusion deformation and high labor intensity. At the same time, because the color change of aluminum alloy is not obvious when subjected to high temperature, it is difficult to control the heating temperature and high temperature residence time when the conventional orthopedic process is used, resulting in random heating of the flame channel and a small amount of elimination of deformation at one time. It requires repeated corrections and prolongs the delivery. Cycle, reducing the performance of the base metal[4 – 5].
In addition, in the process of processing a large number of holes and slotted structures in the hull, in order to cope with excessive deformation, more machining allowances are reserved or corresponding tooling is designed to ensure the assembly accuracy between the skin structure and subsequent assembly parts. increased production costs.
Therefore, it is of great significance to develop a highefficiency orthopedic method suitable for the local protrusion and deformation of the aluminum alloy skin frame.
According to the structural characteristics of the aluminum alloy frame skin, this research proposes a flame correction method based on pre-deformation—the expansion and tension flame correction technology. Before welding deformation adjustment, the expansion and tension tooling is used to reversely apply tensile and forced deformation, and flame adjustment is performed at the same time. Repair homework. No water cooling process is applied to the back of the heated part, choose air cooling to room temperature.Numerical calculations are carried out for conventional orthopedic technology and expansion-tension orthopedic technology to realize stress and deformation transfer simulation during welding, expansion-tension, orthopedic and other technological processes; calculations of various expansiontension deformations and double-circle flame channels are carried out, analysis and comparison the distribution cloud map of the plastic zone gives the optimal stretching process.
Experiments show that the calculated deformation is in good agreement with the actual orthopedic deformation, and a perfect orthopedic effect has been achieved. After adopting the expansion flame correction, the efficiency of the hull bulge deformation correction is increased by 2.5 times. This research provides an effective method to control large-area wave welding deformation for the shipbuilding industry.
1 Frame skin unit
The aluminum alloy frame skin unit structure is a subunit structure widely used in the skin structure of amphibious ships. The material used is the rolled 1561 aluminum alloy, which is a non-heat-treatable and strengthened aluminum alloy. It has a small specific gravity, corrosion resistance, and good weldability. Easy to shape and other features[6 – 8]. The aluminum alloy frame skin unit structure is subjected to welding thermal stress during the welding process, and deforms or instability deformation occurs, which is manifested as the convex deformation of the surface of the skin sheet, and the deformation in the center area is the largest. The welding deformation of the ship skin presents wave instability deformation, as shown in Fig. 1 a.
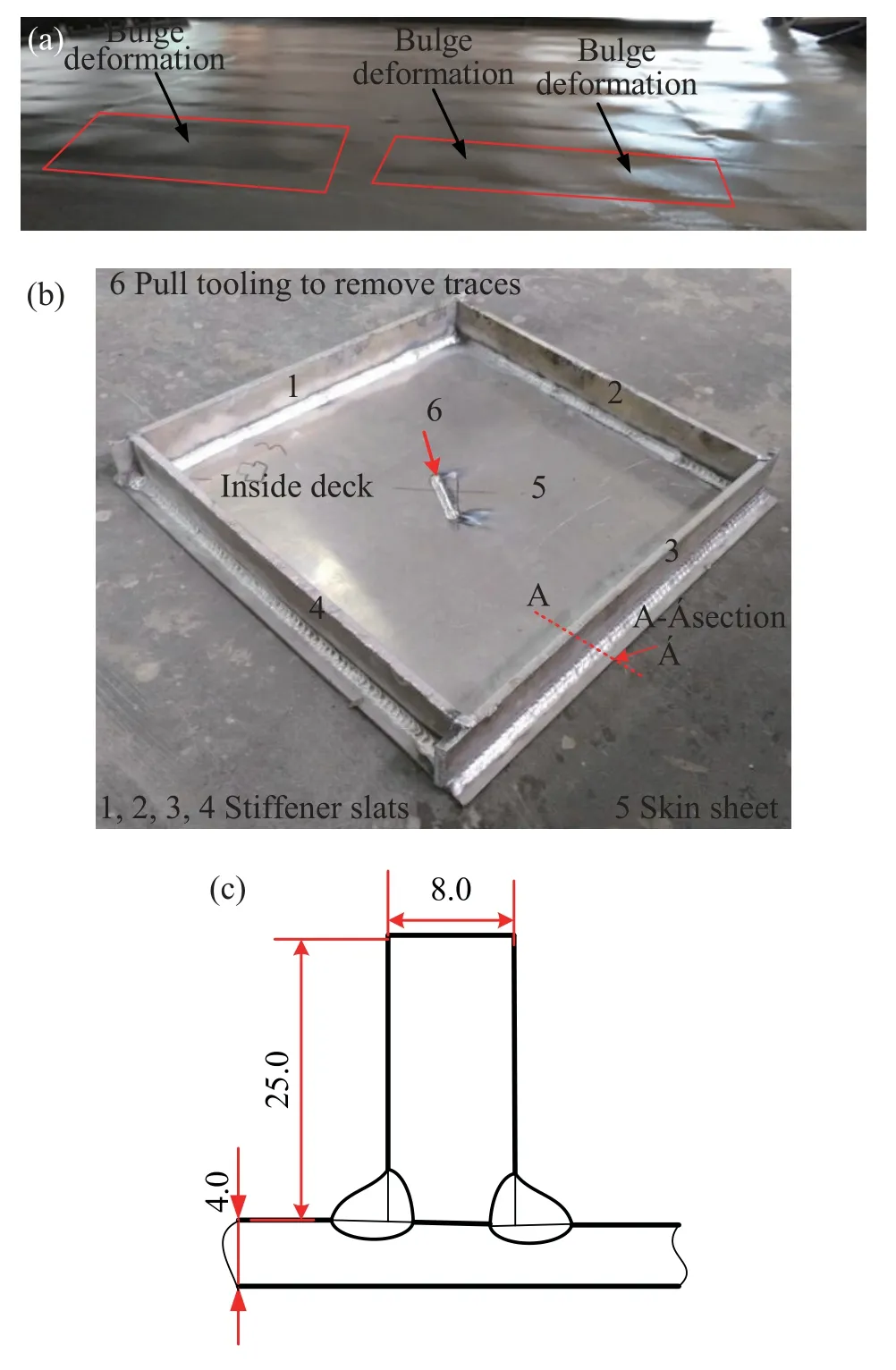
Fig.1 Skin structure of ship deck (a) Welding deformation of ship's main deck (b) Frame skin unit structure(c) Fillet weld of frame skin element (mm)
The aluminum alloy frame skin unit structure is composed of two parts of aluminum alloy skin sheet and stiffener slats. It is manufactured by pulse MIG welding method.The welding process parameters are shown in Table 1; The weld is composed of 8 same fillet welds inside and outside,Solder foot size is 3.0 mm, Weld length 400 mm; The size of the skin sheet is 450 mm × 450 mm × 4 mm,The size of the rib is 400 mm × 25 mm × 8 mm, As shown in Fig. 1 b,the welding trace in the center of the skin in the picture is left after the pre-deformation tooling is connected; the fillet weld cross section of the frame skin unit is shown in Fig. 1 c.
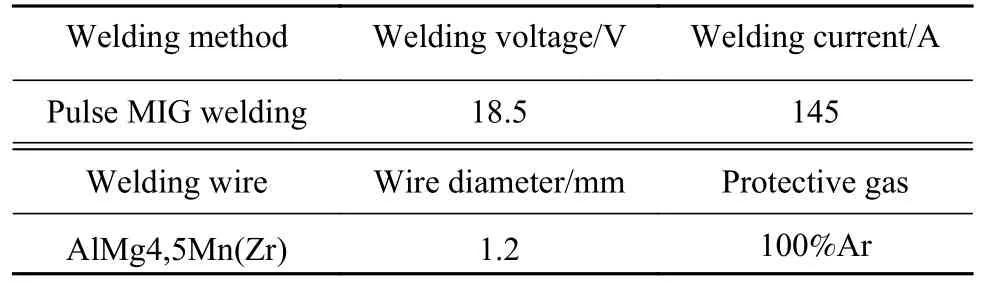
Table 1 Welding process parameters of aluminum alloy frame skin unit
2 Orthopedic simulation of skin frame structure
2.1 Numerical calculation of welding deformation
The numerical calculation method is used to calculate the welding deformation of the skin frame element. The finite element model of the skin structure of the standard frame of the ship was established, and the eight-node hexahedral type element was adopted. The number of elements was 16,896 and the number of nodes was 31674. The welding fixture constraints were realized through the constraints of the degrees of freedom of the nodes. The welding heat source adopts a double ellipsoid heat source model, and its parameters are applied according to the actual welding process. The welding seam of the frame skin unit is welded in symmetrical order.
The maximum post-weld deformation calculated by numerical simulation is 7.5 mm, which is uniformly distributed on the outside of the skin sheet with a gradient, as shown in Fig. 2. Counting the welding deformation of a large number of unit frames in actual production, the peak range of the maximum convex deflection deformation at the center point of the skin is: 7.0−9.0 mm.

Fig.2 Simulation of welding deformation of frame skin element
The error between the calculated deformation and the actual deformation is small, which proves that the established calculation model is highly accurate and the postweld deformation simulation result of the frame skin structure is accurate. Although the calculated value and the measured value of the deformation peak are deviated, it can be considered that the internal residual stress of the aluminum alloy rolled sheet and the thermal stress during the flame correction process are caused by the effect. The simulation results are generally in good agreement with the test results.Then superimpose the orthopedic process on this calculation model, perform numerical calculations on the conventional orthopedic process and the expansion-stretched orthopedic process respectively, optimize the orthopedic process,and analyze the difference in the plastic cloud picture.
2.2 Orthopedic simulation
For the frame skin unit structure, a mobile heat source is applied on the basis of the post-weld deformation simulation results, and two types of orthopedic processes, "conventional orthopedics" and "extended flame" are calculated.The two types of processes include 6 different orthopedic control processes.
2.2.1 Orthopedic heat source and heating path
Using the Gaussian distributed surface heat source proposed by Eagle and Tsail[9]to simulate the flame heating process:
whereRis the effective heating radius of the surface heat source,ris the distance between a certain point of the heat source's action zone and the heating center;Qis the instantaneous heat energy transferred from the heat source to the workpiece, and the flame heating of the orthopedic process in this paper is calculated by the Gaussian heat source model.
Because the properties of aluminum alloy materials are sensitive to temperature changes, resulting in poor stability of aluminum alloy during orthopedic thermal cycling, the control of orthopedic temperature is very important[10 – 12].For non-heat-treatable strengthened aluminum alloys, the flame correction temperature should be strictly controlled to prevent the loss of base material properties. According to the company’s flame correction process management regulations, the peak temperature in the center of the heating zone is controlled at 330 ℃ by adjusting the subroutine of the heat source model[13 – 16]. According to the size setting of the flame gun nozzle of the flame correction process, the heating radius of the flame correction Gaussian surface heat source isR= 20 mm.
As shown in Fig. 3a, taking the geometric center of the outer surface of the skin as the center, a circular heating path (flame channel) is adopted, and the heat source of the flame gun acts on the outer surface of the skin sheet during heating. The heating path radius R1 of the flame channel Q1(inner ring) is set to 80 mm, and the heating path radius R2 of the flame channel Q2 (outer ring) is 160 mm. The heat source moves along the heating path at a constant speed of 3.2 mm/s counterclockwise. Thermal orthopedic parameters and orthopedic heating paths are realized by writing subprograms.
This article proposes a "stretching orthopedic technology". The stretched orthopedic technology is to apply a load to the center of the skin of the frame skin unit structure, and apply a pre-elastic deformation before the correction, and the preset deformation direction is opposite to the bulge deformation direction of the skin. In the calculation of the stretching process, the pre-tensioning force PF is applied to the center point of the inner surface of the frame skin structure, and the applied displacement direction is along the -zdirection, so that the skin sheet with post-weld deformation produces a certain pre-elastic deformation in the -zdirection, as shown in Fig. 3b.
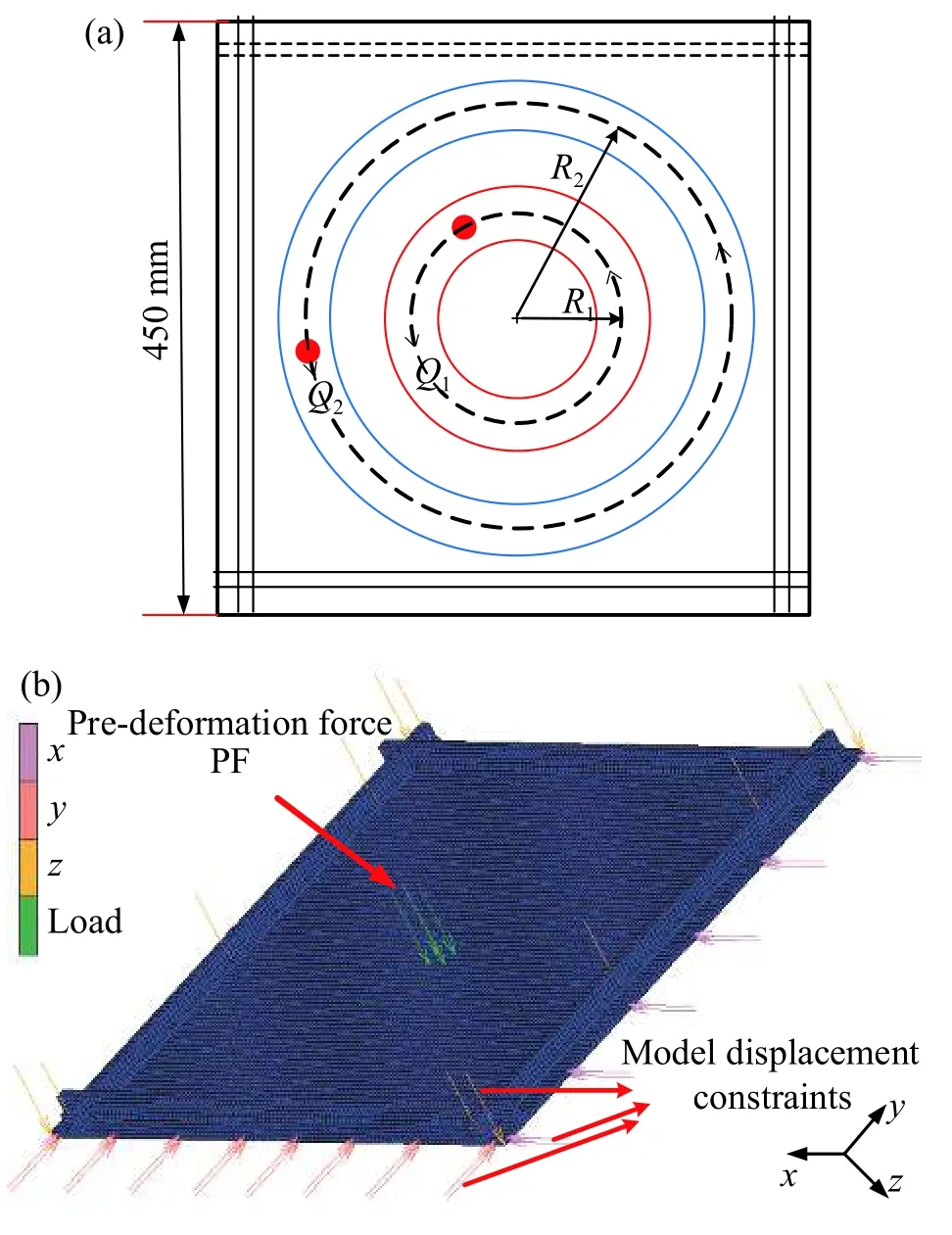
Fig.3 The flame correction trajectory and the finite element model of the stretching process (a) Orthopedic heating flame channel (b) The finite element model of stretching orthopedic technology
2.2.2 Conventional orthopedic process simulation
Numerical calculations are performed on the conventional orthopedic process and the tension-stretching orthopedic process respectively, and the stress and deformation transfer simulation in different processes such as welding,expansion-stretching, and orthopedic is realized in the calculation model.
"Conventional flame correction" calculation process:welding deformation, cooling to room temperature, flame correction (double-circle heating interval cooling to room temperature).
The conventional orthopedic process simulation flame tunnel heating design adopts the following 3 process routes:(1) separate inner ring (Q1) heating; (2) separate outer ring(Q2) heating; (3) sequential heating from inside to outside(Q1-Q2).
2.2.3 Stretching orthopedic process simulation
This article proposes a "stretch-stretching correction process", which is based on the pre-deformation in the opposite direction of the deformation, and then adjusts the deformation through flame correction. For the above postweld deformation, first make the top of the deformation zone elastically deform in the opposite direction of the deformation, and then set the flame correction ring with a width of 40 mm in the deformation zone through a subroutine. The flame center is 80 mm and 160 mm away from the deformation center of the plate. The flame correction is carried out in the deformed area in turn, and the temperature of the heat source is maintained at about 330 °C through subroutines during the movement of the surface heat source.
The calculation process of "stretching flame correction":welding deformation, cooling to room temperature, prestretching deformation, flame correction. The large displacement convergence criterion is used in the simulation of pre-tensioning and deformation.
The pre-elastic deformation technology simulation flame channel heating design adopts the following three sets of process routes: (1) apply 5.0 mm pre-elastic deformation,circular (Q1-Q2) heating path; (2) apply 6.0 mm pre-elastic deformation. Match the circular (Q1-Q2) heating path;(3) apply 7.5 mm pre-elastic deformation to match the circular (Q1-Q2) heating path.
2.3 Orthopedic simulation calculation results
The calculation results of deformation control for different orthopedic processes are shown in Table 2.
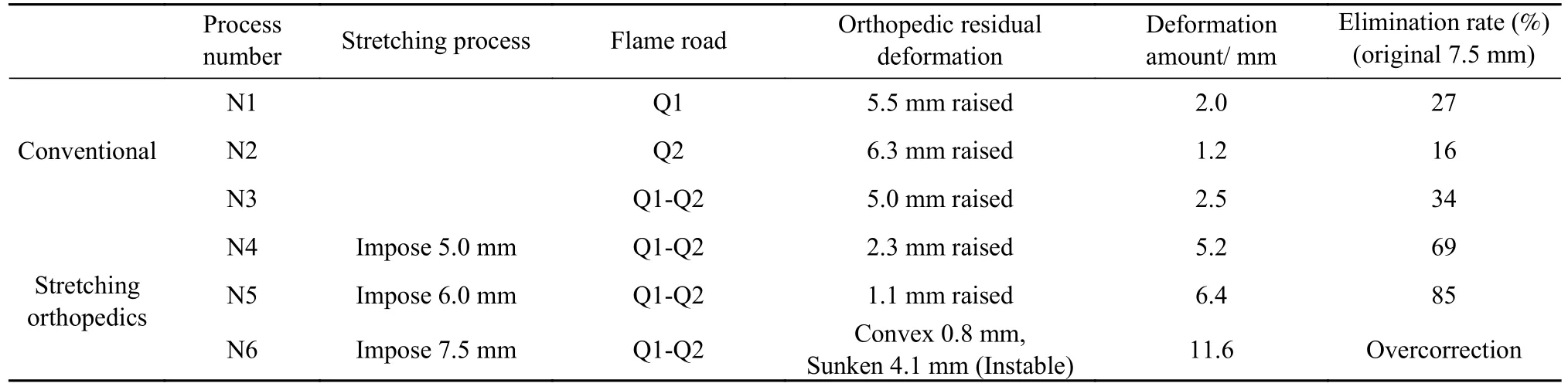
Table 2 Flame correction numerical simulation
The calculation found that for the conventional thermal correction process, the deformation control efficiency of the double-turn heating route (N3) is higher than that of the single-turn heating (N1/N2).
The calculation found that for the pre-stretching thermal correction process, the correction effect is significantly better than the conventional thermal correction. According to the calculation, the N5 process is 4 times the N2 effect of the conventional single-lap thermal correction process, and is 2.5 times that of the double-lap conventional thermal correction process. Times, can significantly improve the orthopedic efficiency.
It is worth noting that the pre-applied elastic deformation cannot be greater than the maximum protrusion deformation, otherwise it will produce a stretching effect in the opposite direction and weaken the flame correction effect.
3 Orthopedic process verification and analysis
3.1 Validation of stretching orthopedic process
On-site verification of the expansion and tension flame correction process of the standard frame skin unit structure,the N5 orthopedic process was used for testing, in which the artificial preset deformation direction is opposite to the deformation direction of the skin bulge, applied along the -z direction, and the expansion and tension tooling. The application method is shown in Fig. 4 a, the orthopedic process is shown in Fig. 4 b, and the orthopedic effect is shown in Fig. 4 c. It can be seen that a perfect orthopedic effect is obtained.
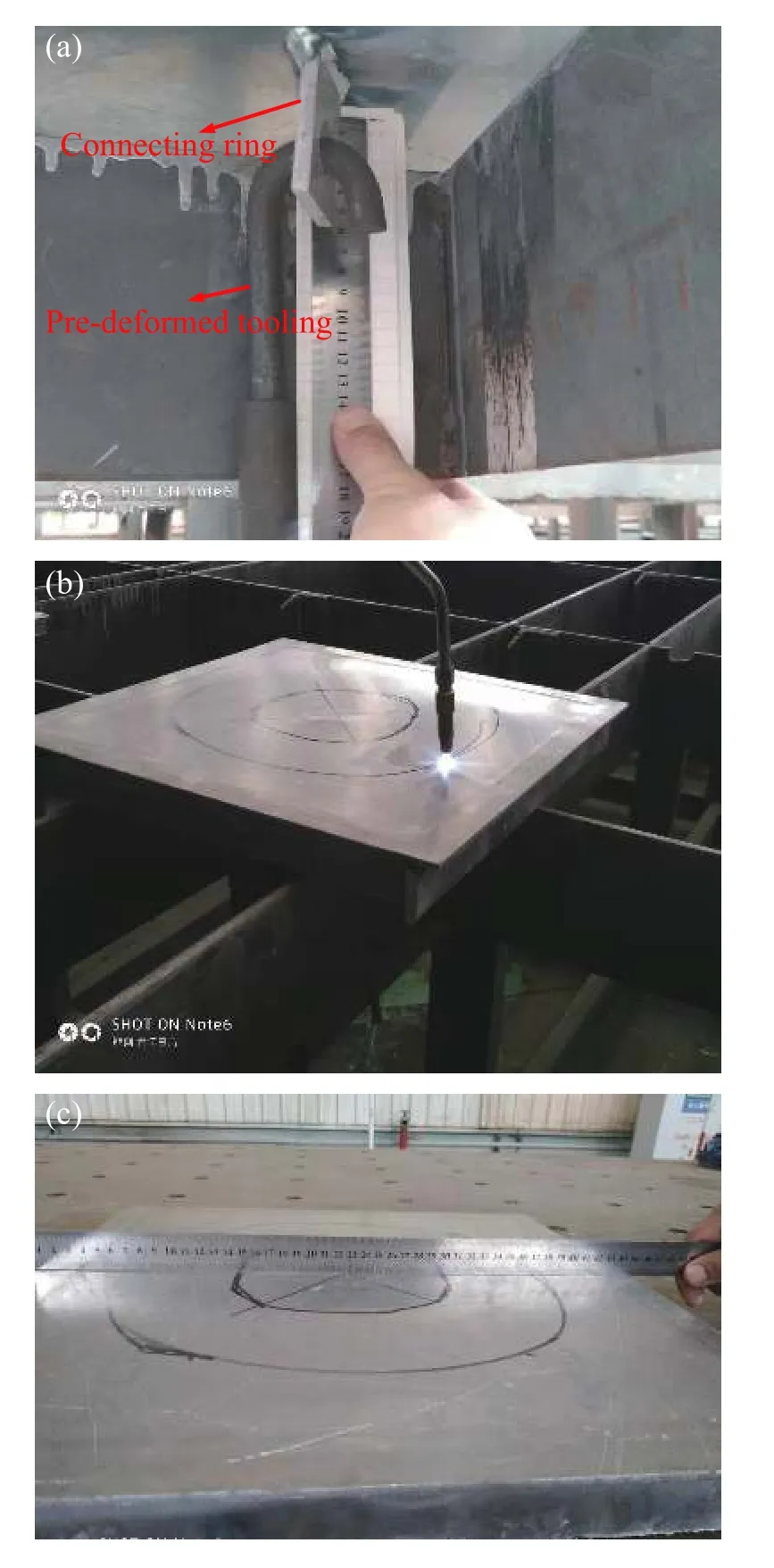
Fig.4 Experimental verification of skin pre-elastic deformation technology (a) Expanding and pulling to apply tooling (b) Flame correction process (c) Stretching to control deformation effect
3.2 Analysis of plastic field evolution in orthopedic technology
Fig. 5 is the plastic strain cloud diagram after welding(before orthopedic), conventional orthopedic, and tensionstretch orthopedics. Fig. 6 shows the plastic strain data in thexandydirections extracted along path 1 and path 2. It can be seen that flame rectification has changed the distribution of the overall residual plastic strain field, which is expressed as:
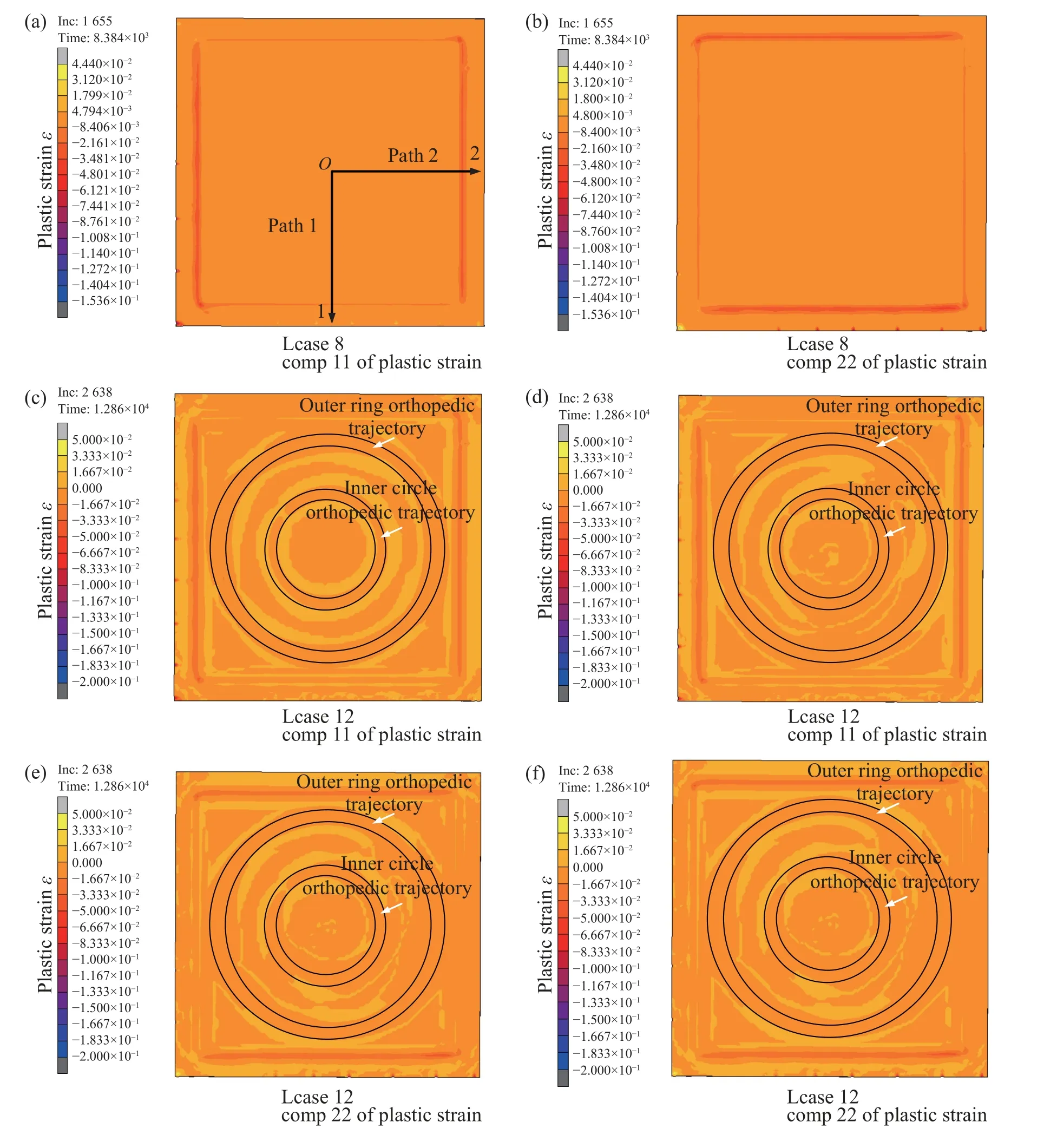
Fig.5 Plastic strain cloud map (a) x-direction strain after welding (b) Strain in y direction after welding (c) Normal orthopedic x-direction strain (d) Stretching orthopedic (N5 process) x-direction strain (e) Conventional orthopedic y-direction strain (f) Stretching orthopedic (N5 process) y-direction strain
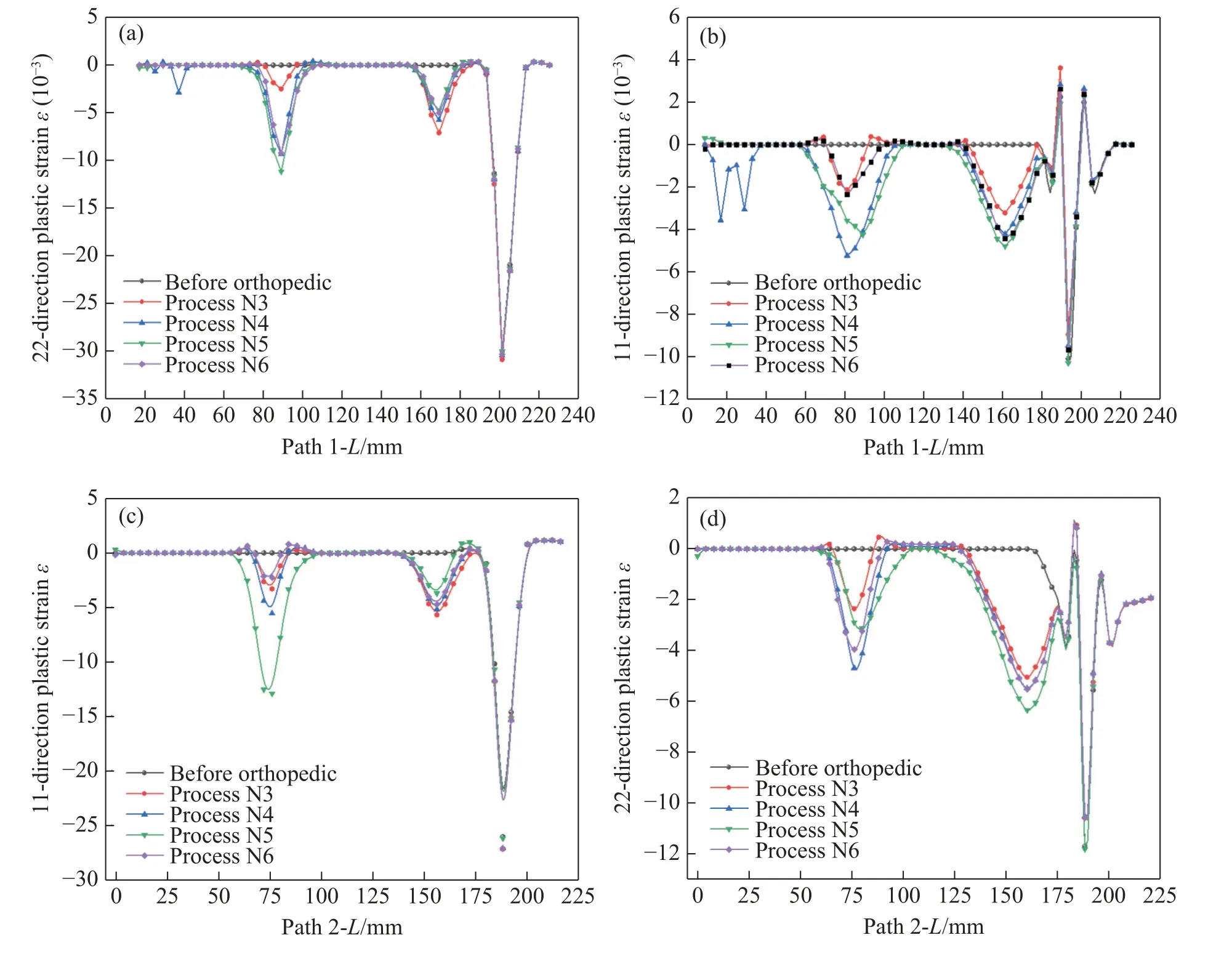
Fig.6 Extracted plastic strain values along path 1 and path 2 (a) Comparison of plastic strain distribution in the 1-y direction of the path (b) Comparison of plastic strain distribution in the 1-x direction of the path (c) Comparison of path 2-x plastic strain distribution (d) Comparison of path 2-y plastic strain distribution
(1) After the frame unit is welded (before orthopedic),there is a long strip of compressive plastic strain in the weld, and the plastic strain in other areas except the weld is zero;
(2) Large residual compressive plastic strains are formed in the heating areas of Q1 and Q2;
(3) After conventional flame correction, a "concentric circle" ring-shaped tensile plastic strain area is generated,which is distributed outside the heating flame channels Q1 and Q2;
(4) After expansion and tension flame correction, the"concentric circle" annular tensile plastic strain zone is disrupted and becomes a discontinuous distribution, and at the same time the compressive plastic strain of the weld in the same direction disappears.
Plastic strain characteristics of path 1:
(1) The absolute value of the compressive plastic strain in theydirection is greater than that in thexdirection;
(2) Inner ringyplastic strain absolute value: N3< N4,N6 (3) The absolute value of the compressive plastic strain produced by the conventional orthopedic process N3 is the smallest, and the absolute value of the plastic strain of the inner ring Q1 is smaller than that of the outer ring Q2; (4) After expansion and tension, the absolute value of compressive plasticity of inner flame channel Q1 and outer flame channel Q2, and the range of compressive plastic zone show an expanding trend; And the absolute value of compressive plasticity of inner flame channel Q1 becomes larger than the absolute value of plastic strain produced by outer flame channel Q2. Value, the compression plastic zone also expands. Plastic strain characteristics of path 2: (1) The absolute value of the compressive plastic strain in thexdirection is greater than that in theydirection; (2)Inner ringxplastic strain absolute value: N3< N4 (3) The absolute value of the compressive plastic strain generated by the conventional orthopedic process N3 in the flame channel is the smallest, and the absolute value of the plastic strain of the inner ring Q1 is smaller than that of the outer ring Q2; (4) After stretching, the compressive plasticity of inner flame channel Q1 and outer flame channel Q2 should be absolute value, and the range of compressive plastic zone shows an expanding trend. It is analyzed that after the temperature is raised, the yield strength and modulus of the material decrease, which reduces the critical condition for plastic strain. After the external force is stretched, the plastic strain of the inner flame channel Q1 is greater than the plastic strain produced by the outer flame channel Q2, the plastic strain area expands, and the extreme value expands; under the condition of expansion tension, the compressive plastic strain area can be effectively increased. This is the expansion and tension correction process. It can effectively improve the core of the orthopedic effect. Aiming at the bulge deformation of the skin of large ships, this paper proposes a flame correction technology based on expansion and tension, theoretically calculates and optimizes the process, and gives the mechanism for improving the correction efficiency. (1) The proposed flame orthopedic technology of expansion and tension is significantly better than conventional thermal orthopedic technology, and is 2.5 times the effect of conventional double-circle thermal orthopedic. It can significantly improve the efficiency of orthopedics, avoid repeated adjustments to deformation, and greatly improve work efficiency. (2) In the stretch-tension orthopedic technology, the predeformed force exerts a certain compressive effect on the heated area. Under the condition of stretch-tension, it can effectively increase the absolute value of compressive plastic strain and expand the distribution area of plastic strain. This is the core of stretch-tension orthopedic technology that can effectively improve the orthopedic effect. (3) Optimal matching of orthopedic parameters such as heating temperature, heating route, and pre-elastic deformation can significantly improve the problems of random heating routes and low orthopedic efficiency in conventional methods.4 Conclusions