电絮凝椰壳活性炭吸附耦合技术处理亚甲基蓝废水的研究*
2023-02-21 07:48孙晨阳黄艺甜侯晓燕朱米家
广州化工 2023年18期
文 曼,李 鹏,孙晨阳,黄艺甜,侯晓燕,朱米家
(长江大学化学与环境工程学院,湖北 荆州 434023)
亚甲基蓝化学式C16H18N3ClS,是一种吩噻嗪盐,为深绿色青铜光泽结晶或粉末,可溶于水和乙醇、不溶于醚类。亚甲基蓝在工业上有着广泛的应用,主要用于麻、蚕丝织物、竹、木以及纸张的染色等[1-2]。由于其在工业上的广泛应用,排放的废水具有水量大、成分复杂、污染物浓度高、色度深等特点,且具有一定的抗氧化、抗生物降解性。已成为我国各大水域的重要污染源,而且大多数染料还具有致癌、致畸、致突变的危害。
传统的染料废水处理方法有生物法、混凝法、氧化法、吸附法及膜分离法等,这些方法大都受限于处理成本及反应时间。近年来电絮凝活性炭吸附耦合技术处理工业废水因其占地面积小、运行简单、方便调节等优势备受青睐[3-4]。因此本实验用电絮凝技术结合椰壳活性炭作为吸附剂,分别探究电流密度、极板间距、活性炭投加量等因素对亚甲基蓝去除率的影响。本实验的结果可为电絮凝活性炭耦合处理工业废水提供研究基础。
1 实 验
1.1 试剂及仪器
无水硫酸钠(电解质,分析纯),西陇科学试剂有限公司;椰壳活性炭(20~40目),河南中聚净化材料有限公司;亚甲基蓝(分析纯),武汉福鑫化工有限公司。
SP-2100紫光可见分光光度计,上海光谱仪器有限公司;LW-K3010D直流稳压电源,香港龙威仪器仪表有限公司;电解槽;JE3002电子天平,上海蒲春仪器有限公司;铝铁电极(纯度≥97%,长、宽、厚:12 cm×10 cm×0.2 cm)。
1.2 实验方法
配制一定浓度的亚甲基蓝溶液,逐级稀释得到标准样品,根据样品的吸光度值与浓度绘制得到标准曲线(y=0.067 3x+0.011 8,R2=0.999 8)。向电解池中加入一定量的亚甲基蓝溶液、活性炭、无水硫酸钠、配制成模拟水样,装配好电极板,接通电源,开始电解实验。电解一定时间,用分光光度计测量电解后的溶液的吸光度,从而计算出亚甲基蓝的去除率。根据控制不同的变量:反应时间、电极板材料组合、活性炭的加入量、电流密度、极板间距获得去除亚甲基蓝的影响条件。
2 研究结果与讨论
2.1 不同极板组合对处理效果的影响
配置亚甲基蓝废水初始质量浓度为30 mg/L,颗粒活性炭投加量为1.5 g/L,设定电流密度为300 mA/cm2,板间距为2.0 cm,分别采用Fe/Fe,Fe/Al,Al/Fe,Al/Al作为阳、阴极材料进行电絮凝-活性炭吸附复合体系试验,在电解时间15 min,30 min,45 min,60 min,75 min,90 min,105 min,120 min处取样,测定吸光度,并计算去除率,其结果见图1。由上述实验结果可知:不同极板组合都能使亚甲基蓝去除率达到90%,但在时间效率上又有明显差异。其中,Fe/Fe(阳/阴)极板的效率最高,60 min时脱色率就可以达到92.44%,Al/Fe(阳/阴)极板的效率最低,120 min时才达到86.99%。不同的极板组合的电极速率,电极的极化和钝化在时间上有明显差异,从而影响絮体的产生进一步影响亚甲基蓝的去除率[5]。

图1 不同极板组合对处理效果的影响
2.2 电流密度对处理效果的影响
在所有控制电极反应实验参数中,电流密度是最重要的因素。保持亚甲基蓝浓度30 mg/L,颗粒活性炭(GAC)投加量2 g/L,极板间距2 cm不变,依次调节电流密度为200 mA/cm2、300 mA/cm2、350 mA/cm2、400 mA/cm2、500 mA/cm2,采用Fe/Fe作为阳阴极组合,进行电絮凝-吸附实验,在电解时间60 min处取样,测定吸光度,并计算去除率,其结果见图2。

图2 电流密度对处理效果的影响
当电解电流密度调为200 mA/cm2时,处理60 min后去除率最低为86.56%,处理后的亚甲基蓝溶液基本被脱去颜色,水体较为清澈。从电解电流密度的整体影响情况来看,电解电流密度从200 mA/cm2逐渐增大至350 mA/cm2的过程中,亚甲基蓝染料废水的处理效率呈现递增趋势,当电解电流密度达到350 mA/cm2,处理60 min后,亚甲基蓝废水的去除率最高可达92.86%,此后处理效率呈现下降趋势,当电解电流密度达到500 mA/cm2,处理60 min后,亚甲基蓝废水的去除率仅为86.14%。电流密度在200~350 mA/cm2,亚甲基蓝废水的去除率有较明显的提高。这说明在一定的时间范围内,电流密度的增加是有利于亚甲基蓝去除。增大电流密度,其电极反应速率增加,促使阳极Fe溶解成Fe2+、Fe3+,产生更多的Fe氢氧化物絮体,Fe氢氧化物絮体表面的羟基基团与亚甲基蓝结合,通过吸附与共沉淀作用去除。另外电流密度增大,电极反应速率增加,使阴极反应产物H2和OH-的产生速率和产物增加,H2的生成现象会有气泡产生,这就提高了复合体系的气浮效果,从而增大亚甲基蓝的去除率。在350 mA/cm2后出现降低趋势,这可能是由于较高的电流密度,可造成电极的钝化和极化,电极的钝化使得阳极Fe析出Fe离子的反应速率降低,从而影响Fe氢氧化物絮体的形成,最终影响亚甲蓝的去除效果;同时阳极析出氧的反应速率增大来影响电絮凝-颗粒活性炭吸附耦合体系的电流效率,电流效率低于100%,增大的能耗与经济成本的同时,降低耦合体系的处理效率。此外,还有可能随着电解时间的延长,高电流密度使溶液的温度升高,从而影响活性炭对亚甲基蓝的吸附效果[6]。
2.3 极板间距对处理效果的影响
电极板间距对电流有很大的影响,设定板间距分别为1 cm、2 cm、3 cm、4 cm。保持亚甲基蓝废水初始浓度为30 mg/L,颗粒活性炭(GAC)投加量为2 g/L,电流密度为300 mA/cm2,采用Fe/Fe作为阳阴极材料进行电絮凝-吸附复合体系试验,在电解时间60 min处取样,测定吸光度,并计算去除率,其结果见图3。

图3 极板间距对处理效果的影响结果
当铁电极板间距从1.0 cm变宽至3.0 cm,亚甲基蓝废水去除率逐渐升高。当极板间间距为3.0 cm时,观察到亚甲基蓝溶液的颜色在较短的时间内由深色变为透明,继续延长电解时间到60 min,去除率最高为96.22%,亚甲基蓝废水处理效果明显。极板间距从3 cm继续增加,离子迁移距离变大,离子迁移时遇到的阻力也会增大,从而造成浓度差极化。而浓度差极化导致电流效率降低,固定电流用来克服阻力的能力也会变低,这不仅使电能消耗变大,也使耦合体系处理亚甲蓝废水的去除能力降低。电极间距小,阴极区就能电解更多具有极强气浮作用的微小气泡,这些微小气泡能使电极板板表面形成的阻碍电极反应的氧化物浮选出来,且让阳极形成的复合物迅速上升,导致电极反应加快,加速阳极Fe的溶解,形成Fe氢氧化物絮体[7]。极板间距小于3 cm时亚甲基蓝去除率也比3 cm时低,这是因为极板间距太小,导致能在在极板间运动的溶质分子减少,交换量大大减少。絮凝体易在极板间堆积成较大的团造成阻塞,降低了絮凝团的有效接触面积,不利絮凝沉淀,影响去除效果;另外过小的板间距还易引起极板短路。
2.4 活性炭的加入量对处理效果的影响
保持亚甲基蓝废水初始浓度30 mg/L,设定电流密度300 mA/cm2,极板间距2 cm,颗粒活性炭(GAC)投加量为0.5 g/L、1.0 g/L、1.5 g/L、2.0 g/L、3.0 g/L,采用Fe/Fe作为阳阴极材料进行电絮凝-吸附复合体系试验,在电解时间60 min处取样,测定吸光度,并计算去除率,其结果见图4。
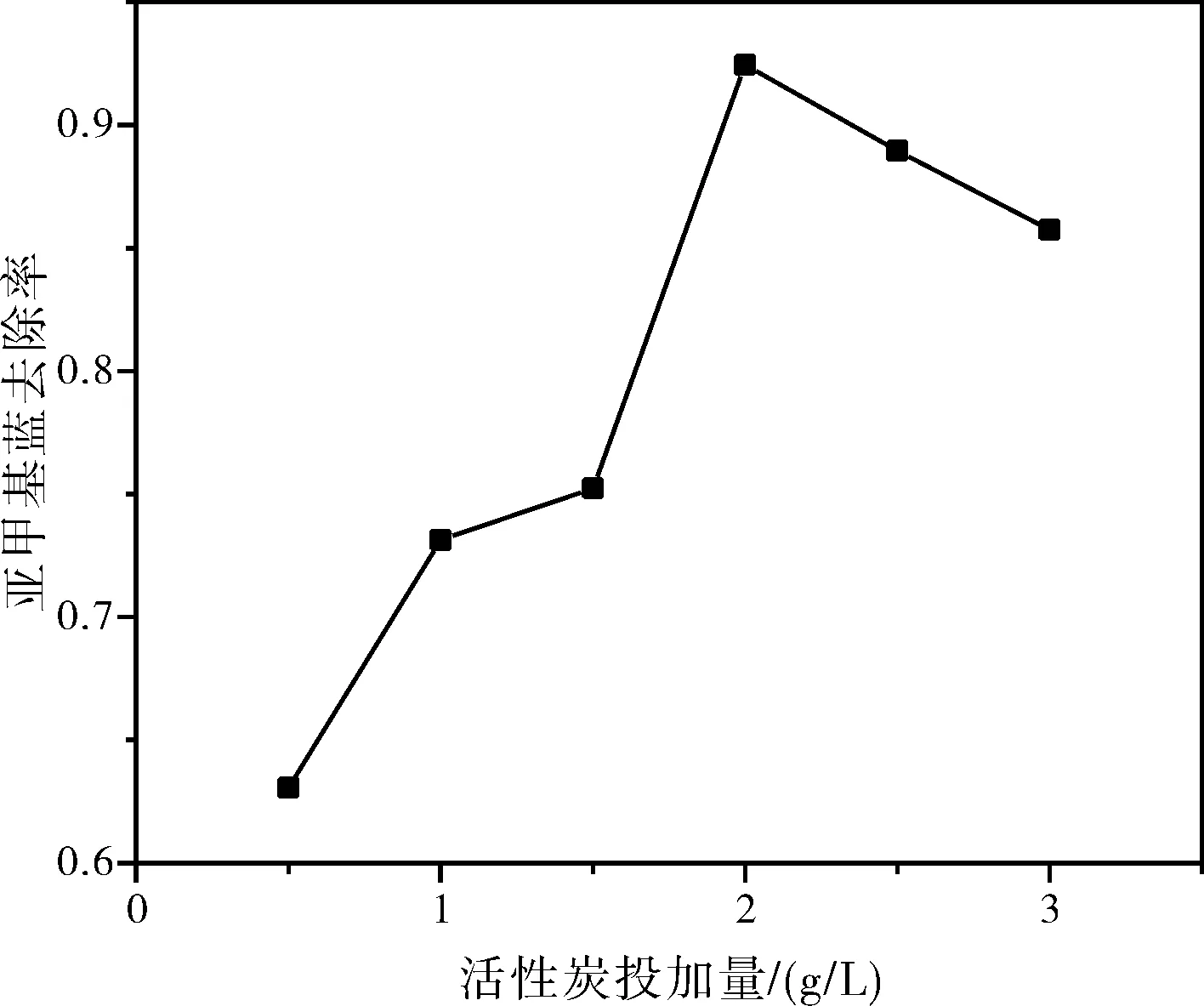
图4 活性炭的加入量对处理效果的影响结果
由结果可知:当加入的活性炭的量从0.5 g/L增加至2.0 g/L,亚甲基蓝染料废水去除率逐渐升高。当加入的活性炭的量为2.0 g/L时,观察到废水的颜色在较短的时间内由深色变为透明,继续延长电解时间到60 min,去除率最高为98.74%,亚甲基蓝染料废水处理效果明显,这是因为活性炭有更好的吸附性能,与电絮凝装置形成了良好的耦合系统。随着GAC浓度进一步增加,可能因为颗粒聚集导致活性位点数量降低,使吸附效果略有下降[8]。
3 结 论
本文采用了电絮凝/活性炭吸附耦合技术处理亚甲基蓝废水,分别研究了电解时间、电流密度、极板间距、活性炭投加量对亚甲基蓝废水处理效果的影响。相关研究结果可为该类废水的处理提高科学依据和技术参考:
(1)以Fe-Fe为电极组合处理初始质量浓度为30 mg/L的亚甲基蓝废水,去除效果最好;
(2)电絮凝/活性炭吸附耦合体系的最佳实验条件:亚甲基蓝废水初始浓度30 mg/L,电解时间60 min,电流密度350 mA/cm2,极板间距3.0 cm,活性炭投加量2 g/L。此条件下,亚甲基蓝废水去除率可达98.74%。
猜你喜欢
石油管材与仪器(2020年5期)2020-11-05
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2018年6期)2019-01-28
电镀与环保(2017年5期)2017-12-19
制造技术与机床(2017年12期)2017-02-02
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
中学生数理化·高二版(2016年10期)2016-12-24
锻压装备与制造技术(2016年3期)2016-06-05