基于玻璃白酒瓶理化性能指标的检测
2024-02-28 08:40李子豪
玻璃 2024年1期
李子豪
(中国建材检验认证集团秦皇岛有限公司 秦皇岛 066004)
1 白酒瓶玻璃容器理化性能指标要求
玻璃白酒瓶的检测项目按其产品用途主要分为理化性能、规格尺寸和外观质量三大项,其中玻璃瓶的理化性能检测是特别主要的检测项目,反映和体现产品的内在质量,对白酒的盛装质量有着重要的影响,是玻璃瓶生产厂家、质检机构对玻璃瓶物理性检测必检的实验项目。
按照GB/T 24694—2021《玻璃容器 白酒瓶质量要求》国家标准要求,其理化性能指标要求如表1所示。

表1 白酒瓶玻璃容器理化性能指标要求
理化性能的检测方法要求如表2所示。

表2 理化性能的检测方法要求
2 理化性能检测方法
2.1 抗热震性的检测
2.1.1 热震性测试原理与作用
玻璃瓶热冲击强度也叫热震性,是控制玻璃瓶质量的一项重要指标,在相同的受热(或冷)情况下,厚壁处的温差越大,热应力就越大,玻璃瓶就越容易破裂,这种破裂就称为热震性破裂,需要对玻璃瓶的耐热冲击性强度进行测试。
2.1.2 测试依据标准和测试仪器设备
玻璃瓶抗热震性试验仪器要满足GB/T 4547—2007国家标准,其仪器设备要求:
(1)冷水槽和热水槽。也叫水浴或水槽,能容纳在一次实验中每千克实验玻璃至少有8 dm3的水。均配有一个水循环器,一个温度控制组件,一个能保持水温在规定的上下限温度的温度调节控制装置。冷水槽要保持t2±1 ℃内的下限温度,热水槽要保持t1±1℃内的上限温度。冷水槽下限温度为(22±5)℃,热水槽要用温度控制加热器加热。
(2)网篮。网篮由不损伤容器的惰性材料制成或涂有惰性材料。能保持容器直立和分离,并配有孔网盖以防止容器浸入水中浮起。
2.1.3 实验步骤
以RCT-10玻瓶耐热冲击试验仪(图1)为例。

图1 RCT-10玻瓶耐热冲击试验仪
(1)往冷水槽中注入至少每千克试验玻璃8 dm3体积的水,并且使其有足够的深度浸没容器顶部至少50 mm,调节水温到规定的下限温度内。
(2)热水槽中注入至少同样体积的水,然后加热并维持温度在规定的上限温度内。
(3)将待实验的空容器放入网篮中使他们直立并分离,然后盖紧网盖并将网篮浸入热水槽,直到容器中完全充满水并使其瓶口顶部低于水面至少50 mm,必要时,调节加热器维持水温在规定的上限温度内,保持容器在此温度下被浸没至少5 min。
(4)用机械或人工的方法,在16 s时间内,将装有容器的网篮从热水槽转入冷水槽并使容器完全浸没于冷水中。保持30 s,然后将装有容器的网篮从冷水槽中取出。
(5)尽可能快的逐个检查每一处的破裂或破碎,以确定试验后容器破损的数量。
2.1.4 试验结果
经受规定的t1-t2热震后,如果破裂或破碎的数量不多于规定的数量,则样品被认为通过了试验。
2.2 内应力的检测
2.2.1 内应力测试作用与原理
内应力值的大小对玻璃瓶的质量起着决定性作用,这主要由瓶子在烧制过程中的退火工艺决定。一旦玻璃瓶如输液瓶等因内应力的不达标,导致玻璃瓶的机械强度和热稳定性等性能降低,便大大增加了瓶子在运输、灌装以及存放等过程中的破损几率。因此,生产企业做好内应力的检验工作,不仅能有效控制瓶子的质量,还是用于监督和控制退火工艺制度的有效手段。
偏光应力测定的工作原理主要是玻璃应力双折射检测。正常情况下玻璃是各向同性,各个方向的折射率都相同。如果玻璃中存在应力,测定的折射率就会有变化,出现的双折射会导致材料产生光学相位延迟,测量的相位延迟值就能了解玻璃材料的内部应力。
2.2.2 测量仪器
玻璃内应力测试仪器要满足GB/T 4545—2007玻璃瓶罐内应力的试验方法标准,如YLY-H 智能偏光应力仪(图2)。

图2 YLY-H 智能偏光应力仪
2.2.3 测定方法要求
根据玻璃中应力大小和分布,玻璃的厚度(测定点的光程)和玻璃的成分不同,测定与玻璃瓶罐退火状态有关光程差的试验有两种方法可选择使用,但对于普通的钠钙硅瓶罐玻璃成分的影响微小,可以忽略不计。方法一是用偏光仪与一套标准片对比测量,适用于测定光程差小于150 nm的试样。方法二是用偏光仪直接测量,适用于测定光程差小于565 nm的试样。
在测定玻璃瓶罐底部应力时,玻璃的厚度影响可以用式(1)折算。
式中:TR——真实应力级别;
TA——表观应力级别;
t——瓶底厚度,该厚度应该在最大表观光程差的位置上测量,mm;
4.06——系数。
试样要求:玻璃瓶罐样品没有进行其他试验,在实验室先放置30 min以上,不得用手直接接触样品,检验时应戴手套。
2.2.4 方法一检测步骤
要求偏光仪视域各处的偏振度不小于99%。视域至少比被测瓶罐大51 mm,起偏镜与分析镜的距离应满足通过瓶口观察瓶底的检验。附有光程差为565 nm的灵敏色片,其在观察视域中程差的变化应小于5 nm,其慢轴与偏振面成45°,这样在观察视域里能产生紫红色的背景,样品测定处的亮度至少是300 cd/m2。色片程差在510 nm和580 nm之间方能辨别颜色,最理想的是565 nm。
要求标准片使用一套不少于5片且已知内应力的标准玻璃圆片,此标准片应覆盖玻璃瓶罐生产的退火范围,圆片的直径76 mm<f<102 mm,每片都具有规定的残余应力,离开边缘6.4 mm处的光程差的一致性应≮21.8 nm,≯23.8 nm。
试验步骤:
①圆柱形无色玻璃瓶罐底部的检验
通过瓶口寻找瓶底应力最大处,将瓶底根部的最大应力色图与一个一个叠加起来的标准片进行比较(标准片与起偏镜平行),观察瓶底最大应力是否小于一片,大于一片小于二片或大于二片小于三片等等,当瓶底的最大应力色图大于N片而小于N+1片时,它的应力级数是N+1。试样的表观应力级数比实际观察的应力级数大(表3)。

表3 试样表观应力级数与标准光程差片数的关系
②方形、椭圆形和不规则形状玻璃瓶罐的检验
用偏光仪检验瓶罐弯曲和拐角处的最大应力级数。按照圆柱形无色玻璃瓶罐底部检验的方法记录应力级数。
③玻璃瓶罐侧壁的检验
将玻璃瓶罐侧壁任一部位的应力最大颜色与标准参照片的最大颜色比较,按照圆柱形无色玻璃瓶罐底部检验的方法记录应力级数。
④有色玻璃瓶罐的检验
移去灵敏色片,用偏光仪直接测量。旋转瓶罐寻找瓶底根部的最大应力颜色的区域,通过瓶口观察瓶底,选择瓶底最小光程差的最暗区域作为参照点,此点通常在瓶底的中心。然后将灵敏色片置入,把标准应力片放在瓶底的参照区域下,即标准应力片直接在瓶底中心的参照区域下。参照区域的程差颜色与瓶底边缘的最大光程差颜色进行比较,如果此颜色大于参照区域的颜色就用两片或更多的标准应力片叠加起来进行比较,直到二者的颜色接近为止。按照圆柱形无色玻璃瓶罐底部检验的方法划分退火应力的等级。
2.2.5 偏光仪直接测量法
要求偏光仪视域各处的偏振度不小于99%。视域至少比被测瓶罐大51 mm。起偏镜与分析镜的距离应满足通过瓶口观察瓶底的检验。将一块光程差为141 nm±14 nm的四分之一波片插入样品和检偏镜之间,波片的慢轴随起偏镜的偏振平面而调整。偏振视域对样品的亮度至少是300 cd/m2。由于四分之一波片偏离141 nm 的标称值,或应力的测定方向偏离与偏振片成45°的理想方位将会影响光程差的测定值。四分之一波片偏离l4 nm和应力方向偏离10°,产生的误差不大于8 nm。检偏镜应装成能分别绕起偏镜和四分之一波片旋转,并能测定其旋转角。
试验步骤:
①圆柱形无色玻璃瓶罐底部的检验
先旋转检偏镜,使起偏镜的偏振面垂直于检偏镜的偏振面,此时是零位,视域呈黑色,把瓶罐放入带有灵敏色片的观测视域中进行测定。旋转瓶罐,寻找瓶底内根部的最大光程差的颜色。移去灵敏色片,通过瓶口观察瓶底。在瓶底中心将出现暗色的消光十字,十字之间具有明亮的区域,如果瓶罐的光程差较低,十字就模糊不清。如果在观察处推入灵敏色片或将瓶罐放在具有灵敏色片的偏光仪里观察,十字将出现紫红色而不是黑色。旋转检偏镜,使十字分离成两条暗色圆弧,且直径相等方向相反,朝着瓶底根部的方向移动。随着两条圆弧向外移动,在圆弧的凹侧出现蓝灰色,在凸侧出现褐色,当测定瓶罐某一选定点的光程差时,旋转检偏镜,直到在选定点上蓝灰色刚好被褐色取代为止。旋转瓶罐的中心轴,确定此点是否为最大光程差,如果不是,进一步旋转检偏镜,使最大光程差处的蓝灰色刚好被褐色取代为止。检偏镜的旋转角度与应力级数的换算见表4。
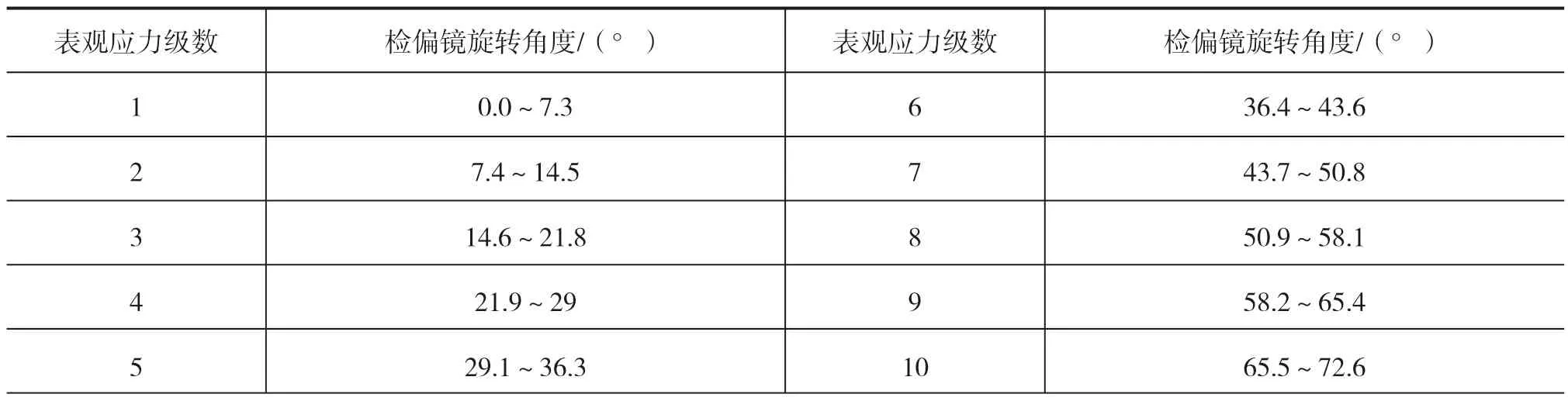
表4 检偏镜的旋转角度与应力级数的换算
②方形、椭圆形、不规则形状玻璃瓶罐的检验
按圆柱形无色玻璃瓶罐底部的试验步骤检验玻璃瓶罐弯曲或损角处的最大光程差。
③玻璃瓶罐侧壁的检验
把瓶罐放入偏光仪中,使其纵向轴与偏振面成45°。这时在观察视域里没有暗十字出现。在瓶壁上会出现亮暗不同的区域。此时,旋转分析镜直到暗区汇聚并完全取代瓶壁上的明亮区域为止。然后把分析镜旋转的角度按表4换算成表观应力级数。
④有色玻璃瓶罐的检验
试验步骤与无色制品相同。测定有色制品的消光点较困难,这是因为蓝色和褐色不易区分,以及有色制品对光的吸收导致光的强度减弱所致,可采用平均的方法来确定终点。首先旋转起偏镜直到暗十字分离并暗区正好取代选择点的亮区,记录旋转的度数。然后将分析镜旋转到正好消光位置,再向相反方向旋转起偏镜使亮区刚好出现,记录旋转度数。取两次读数的平均值。
2.2.6 检验结果
检验结果的报告要包括每只瓶的退火级别(真实的或表观的),偏光镜直接测量法要记录起偏镜旋转角度。
2.3 抗冲击
2.3.1 抗冲击检测作用与原理
玻璃是一种脆性材料,其机械强度一般用耐压、抗折、抗张和抗冲击强度等指标表示。从机械性能的角度来看,玻璃之所以得到广泛应用,原因之一就是其耐压强度高。然而,玻璃的抗折和抗张强度却不高,并且脆性较大,使玻璃的应用受到了一定的限制。
玻璃瓶罐在生产、包装运输和罐装过程中,由于不可避免地会在玻璃表面产生微观缺陷,特别容易因机械冲击造成破损。图3为玻璃瓶抗冲击强度与瓶罐壁厚的关系曲线。

图3 玻璃瓶抗冲击强度与瓶壁厚度的关系
由图3可见,当瓶壁厚度为2.5~5 mm时,玻璃抗冲击强度随瓶壁厚度变化较大,增加瓶壁厚度可增加瓶子的抗冲击强度。但当瓶壁厚度大于6 mm以后,其抗冲击强度值只沿着一个斜率很小的直线上升,瓶壁的厚度对提高瓶子抗冲击强度的作用已不明显。
测试原理:摆式冲击仪采用在瓶罐外壁面进行打击的方法来进行冲击强度的测定。当玻璃受到来自外力的打击时,在打击点处产生集中应力,在瓶罐内壁产生弯曲应力,而在离打击点约40mm处产生扭转应力,如图4所示。

图4 瓶罐玻璃受冲击作用分析
打击点处的集中应力使瓶罐表面局部凹陷,而且出现圆锥状的伤痕或破损。不过尽管应力较大,但由于发生在局部,当壁厚足够大时,造成的破损较小。
弯曲应力仅次于集中应力。当瓶壁受到冲击时,整个瓶壁向内弯曲,瓶罐内壁产生强应力。但由于瓶壁内表面不易造成划伤,表面状况较好,因而由弯曲应力造成的破损也比较少。
扭转应力尽管数值较小,但其是在瓶罐受冲击力时的作用支点上,造成瓶罐的外表面产生强应力。又由于瓶罐外表面容易有较明显的划伤存在,所以,实际上瓶罐的破损几乎都是由扭转应力引起。
摆式冲击仪利用摆锤自由摆动冲击瓶子进行测试,冲击能量的大小由摆锤的摆角进行计算。即摆锤摆动的角度越大,摆锤所具有的初始势能就越大,瓶罐受冲击时,摆锤加到瓶罐上的冲击能也越大。以瓶罐能承受的冲击能的大小来确定其抗冲击强度。冲击试验设备示意图如图5所示。
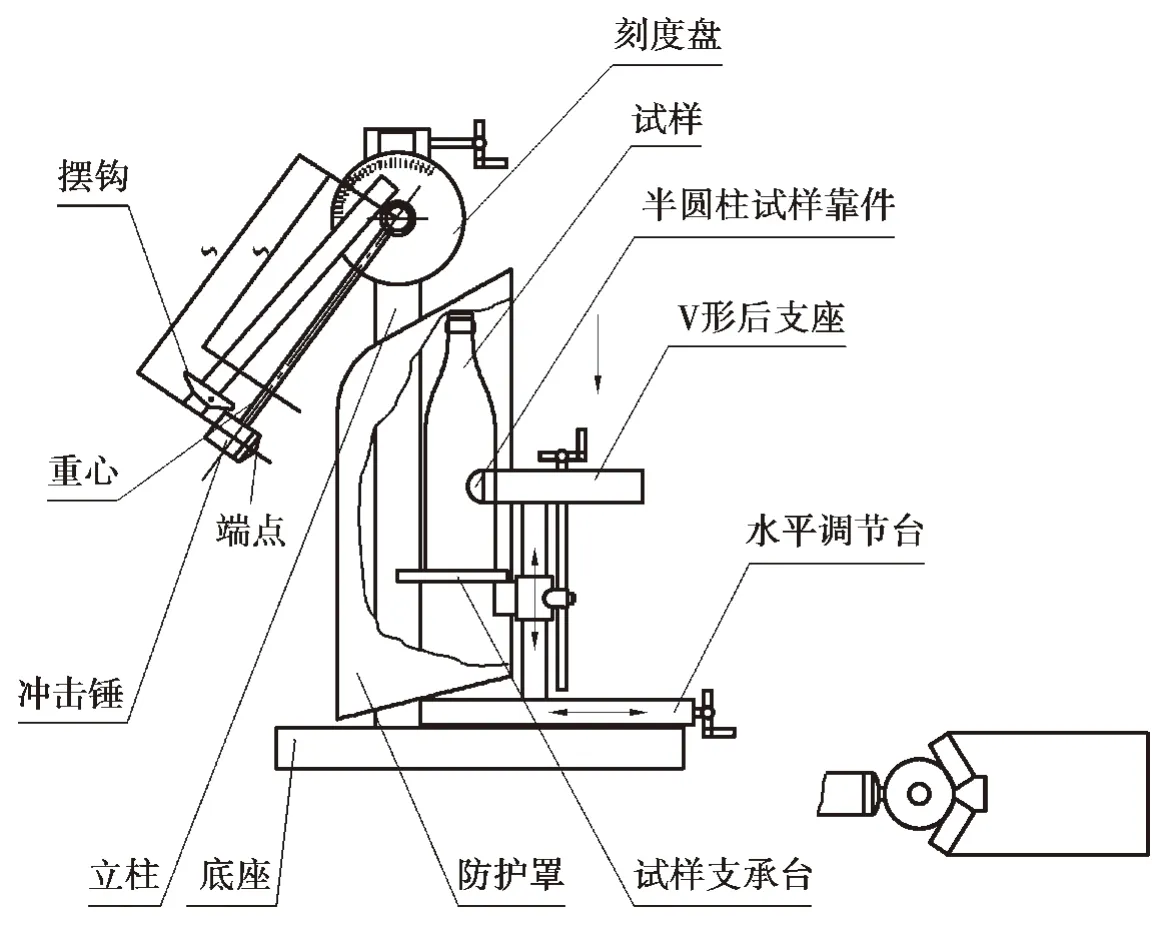
图5 冲击试验设备示意图
2.3.2 试验步骤
(1)冲击试验设备要求:冲击试验设备中摆锤、刻度盘和机身要符合国家标准GB/T 6552—2015要求;
(2)样品温度与环境温度相差在5 ℃之内;
(3)检查冲击试验设备。检查试验机底座放置是否水平,机身是否稳固,在0.07 J的刻度值处释放摆钩,摆动20次以上;
(4)将样品放置在试样支承台上,与半圆柱试样靠件无间隙紧靠;
(5)调节高度调节杆,要求冲击锤端点位于试样的测试部位;
(6)调节水平调节台,使冲击锤端点刚刚触碰试样表面;
(7)按试样形状不同可选择跟部、中部、肩部和口部部位作为冲击部位;
(8)按标准要求确定好不同试样的冲击点,采用同一冲击能量分别进行冲击,冲击点要避开合缝线。
2.3.3 通过性试验和破裂鉴别
冲击结束后目视检查试样的破裂情况。经过通过性试验冲击后,出现试样碎裂成2块或2块以上或出现明显可见的裂纹的情况时,则判定试样破裂。
2.4 耐水性的检测
2.4.1 耐水性检测的原理
用规定的水注入待试验容器到一规定的容量,并且在规定条件下将未紧密封顶的容器加热,通过滴定淬取液来测量水对容器内表面侵蚀程度。
2.4.2 试剂
(1)试验用水不许含有重金属(特别是铜),可用双硫腙试验法检验,其电导率在(25±1)℃时不超过0.1 mS/m。试验用水应对甲基红呈现中性;
(2)0.01 mol/L的盐酸标准溶液;
(3)甲基红指示剂:可将25 mg甲基红钠盐溶解在100 mL试验水中制得;
(4)蒸馏水或纯度相当的水。
2.4.3 仪器
(1)高压釜或蒸汽消毒器,能承受2.5×105N/m2(0.25 MPa)以上的压力。最好配备恒压调节器或能将温度保持在(121±1)℃的装置,内径至少300 mm;
(2)50 mL、25 mL、10 mL或2 mL等容量的滴定管;
(3)250 mL的锥形烧瓶;
(4)具有适当容量的吸管;
(5)能加热到大约80 ℃的水浴锅;
(6)具有适当容量的烧杯。
2.4.4 试样
待试验的玻璃容器数量取决于玻璃容器的容量,一次滴定所需淬取液的体积和所需的滴定结果次数,按表5进行计算。

表5 滴定法测定耐水性的玻璃容器个数
2.4.5 试验步骤
(1)借助适当的容量测定装置,按标准进行容器满口容量测定。
(2)试样的清洗。每个试样整个清洗过程要在20~25 min内完成,清除碎屑或污物,用室温的蒸馏水至少彻底清洗两次后注入蒸馏水放置。在试验即将进行前排空再用蒸馏水清洗,然后用试验用水清洗一次,排干。
(3)灌装与加热。将容器灌注试验用水到规定的灌装容量,可用大小相似的烧杯或其他惰性材料对每个玻璃容器进行封顶,放置在盛有蒸馏水的高压釜内支架上,试样高于容器中水的液面。关紧高压釜的盖或门,打开排气旋。以恒定的速率加热,20~30 min之后使蒸汽大量从排气口逸出,保持蒸汽逸出10 min。关闭排气旋塞,以1℃/min的速率将温度升至121 ℃,保持121±1 ℃温度60±1 min。然后以0.5 ℃/min的速率将温度冷却到100 ℃,排气以免真空。
从高压釜中取出热的试样放进约80 ℃的水浴锅中,然后用冷却水流使试样在30 min内冷却到室温,冷却后要立即测定。
(4)试样分析。用吸管将每个试样的100 mL淬取液移进单独250 mL的锥形瓶中。用吸管将试验用水(相当于从淬取液取得量)吸移进锥形烧瓶(和被测淬取液相同的锥形瓶)内,每25 mL试验水加入两滴甲基红指示液,制成参比液。对每个锥形烧瓶每25 mL淬取液加2滴甲基红指示液,用盐酸进行滴定直至出现的颜色完全和参比液颜色一致为止。
2.4.6 检测结果
(1)计算滴定结果,试验结果以每100 mL淬取液用盐酸溶液的毫升数表示,也可以表示为每100 mL淬取液中含氧化钠(Na2O)的微克数。玻璃容器根据盐酸溶液的消耗量进行分类,如表6所示。
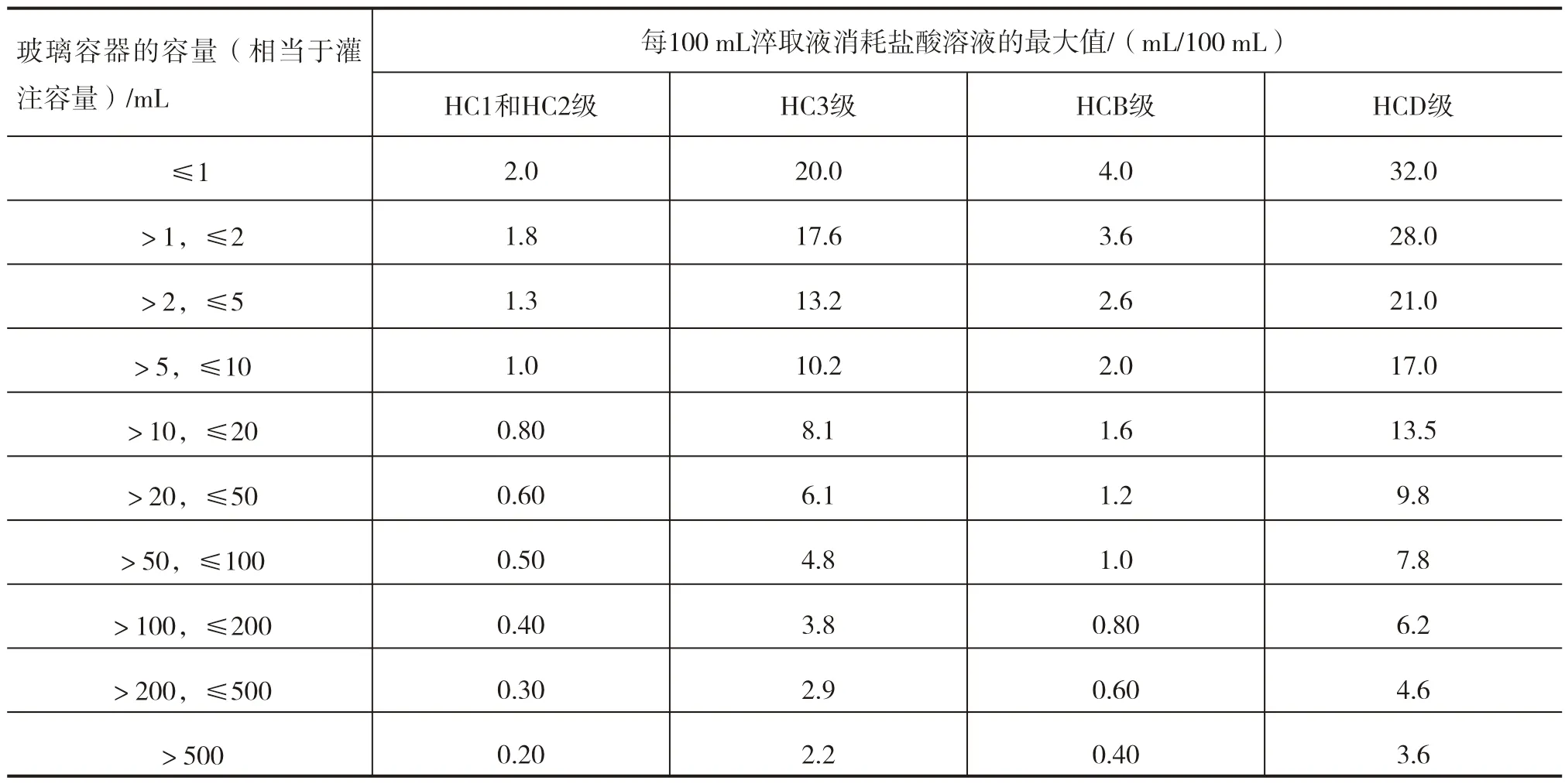
表6 玻璃容器内表面耐水性试验(滴定法)的最大值
(2)检测结果表示方法。如9 mL容量的玻璃容器,每100 mL淬取液消耗1.6 mL盐酸溶液应表示为:玻璃容器耐水性GB 4548-HCB级。
3 白酒瓶理化性能测试的重要性
2019年,对22个省(区、市)的149家企业生产的150个批次玻璃酒瓶产品抽查中,重点对耐内压力、抗热震性、内应力、抗冲击、内表面耐水性(内表面耐水侵蚀性)、铅(Pb)迁移量、镉(Cd)迁移量、垂直轴偏差等8个项目进行了检验,不合格发现率为1.3%,存在的不合格项目为抗冲击、内表面耐水性(内表面耐水侵蚀性)。
近几年,我国曾多次对玻璃酒瓶进行抽查,玻璃酒瓶自2019年纳入“国家监督抽查计划”,2020年再次列入,依照《中华人民共和国产品质量法》《中华人民共和国消费者权益保护法》及《产品质量监督抽查管理暂行办法》,制定产品质量国家监督抽查计划,并将其位置调整至“食品相关产品”项目首位,足以说明其重要性。
猜你喜欢
红领巾·萌芽(2022年9期)2022-11-24
动漫界·幼教365(中班)(2020年3期)2020-04-20
少儿美术(2019年12期)2019-12-14
天文研究与技术(2019年4期)2019-10-23
发明与创新·中学生(2017年10期)2017-10-17
中国食品工业(2017年2期)2017-08-22
学生天地(2017年12期)2017-05-17
发明与创新(2016年6期)2016-04-17
中国食品工业(2016年12期)2016-04-12
应用光学(2015年3期)2015-06-10