果肉型低糖蓝莓果酱加工工艺研究
2014-04-24 13:24陈祖满
中国酿造 2014年6期
陈祖满,江 凯
(浙江医药高等专科学校,浙江 宁波 315100)
蓝莓(blueberry)属于杜鹃花科越桔属植物,学名越桔。其果实为浆果,呈深蓝色,披白霜,近圆形,皮薄籽小,具有极高的营养价值[1]。蓝莓除含有丰富的碳水化合物、蛋白质、维生素、矿物质外,还含有大量的维生素(VA、VC、VE)、超氧化物岐化酶(superoxide dismutase,SOD)、花色苷、鞣酸、叶酸、黄酮类化合物,使蓝莓具有防止神经衰老、增强心脏功能、明目及抗癌的独特功效[2-5]。因此,联合国粮农组织将其列为人类五大健康食品之一[6]。近年来,蓝莓在我国得到迅速发展,随着产业的快速发展,深加工已成为解决因蓝莓收购季节短、易腐烂而导致的农民卖难问题,提高附加值、促进蓝莓产业健康可持续发展的必由之路。蓝莓果肉细腻、果味酸甜、风味独特,非常适合蓝莓果酱的加工,目前我国市场上流通的果酱采用传统的加工方法,即总糖含量高达65%~70%,这种果酱虽然具有较好的保藏性,但是耗糖多,甜度高,热量大,已经不能适应食品工业低热能、低甜度的发展趋势[7]。为此本试验选用南方蓝莓为原料,重点研究了果酱的配料、增稠剂选择与使用、杀菌等影响低糖果酱品质的关键工艺,研制出一种低糖、营养、安全,符合现代人们消费诉求的果肉型低糖蓝莓果酱,满足消费者的健康需求,为蓝莓深加工提供一条新的发展途经。
1 材料与方法
1.1 材料与试剂
蓝莓(奥妮尔):天宫庄园蓝莓基地;TAD变性淀粉:天津顶峰淀粉开发有限公司;高甲氧基果胶(high methoxyl pectin,HMP)、羧甲基纤维素钠(carboxymethylcellulose sodium,CMC-Na)、黄原胶、柠檬酸、白砂糖:食品级,杭州恒宇食品原料有限公司。
1.2 仪器与设备
DJ型打浆机洗果机、TZC01调配罐、JYG-300夹层锅、XH-150灭菌设备:靖江前卫食品机械厂;wz-500真空浓缩锅:温州市龙湾万源食品机械设备厂;WYT手持糖度计:成都豪创光电仪器有限公司;T-200型电子天平:常熟双杰测试仪器厂;PYL-70恒温培养箱:上海锦屏仪器仪表有限公司。
1.3 方法
1.3.1 蓝莓果酱工艺流程及试验方法
原料选择→清洗→破碎→打浆→配料→浓缩→装罐、密封→杀菌→冷却→检验→贴标→成品
原料选择:选择成熟度较好、无腐烂、无病虫害的果实。成熟度过高,果胶含量低,影响果酱的胶凝性;成熟度过低,缺少蓝莓应有的风味和滋味。
清洗:将蓝莓原料倒入流动水中,洗去表面的泥沙等杂物。
破碎、打浆:用破碎机将蓝莓适度破碎后,经打浆机(筛孔孔径为1.2~1.5 mm)适度打浆,去掉籽、果梗等,得到可食部分保留较全的原果浆。
配料:将白砂糖加水煮沸10 min,经糖浆过滤器过滤(滤布为200 目),去掉糖液中的杂质,配成60%~70%糖液备用;将柠檬酸配成50%的溶液备用;增稠剂的处理:根据果酱的酸度及口感需要,结合增稠剂特性,选择变性淀粉、黄原胶和CMC-Na作为果酱增稠剂,并将所需黄原胶和CMC-Na与部分白砂糖充分混合后,缓慢加入不断搅拌的70 ℃热水中,直到充分溶解后加入配料缸中;变性淀粉直接在温水中边搅拌边溶解后,缓慢加入配料缸中。
调配:将上述准备好的原辅料及添加剂进行单因素试验,确定最适增稠剂种类及添加量,并用试验方法得出复合增稠剂的最佳配比。同时在单因素试验的基础上对原料用量、糖酸比、糖用量做3因子3正交水平试验得出产品的最佳配方,并按配方标准进行混合,并充分搅拌均匀并测定指标符合标准时进入下道工序。
真空浓缩:将调配好的物料装入真空浓缩机内,在真空度-0.01~-0.03 MPa,温度45~65 ℃循环(用泵使物料在浓缩管内流动起来)20~40 min,浓缩至可溶性固形物35~45°Bx,关闭真空泵,破除真空,继续循环,迅速将果酱加热到75~85 ℃,立即出锅装罐。
装罐、密封:将浓缩好的果酱迅速灌入瓶中,并及时封口,尽可能使装罐后酱体中心温度保持在较高状态,提高后续杀菌效果及罐内真空度的形成。
杀菌、冷却:果酱为酸性食品,采用常压杀菌,杀菌条件为85 ℃/15 min。杀菌后应迅速进行分段冷却,冷却到38~40 ℃。检验、贴标、成品:杀菌后的产品,经成品检验合格后,贴标、装箱入库。
1.3.2 检测方法
可溶固型物:参照GB/T 10786—2006《罐头食品的检验方法折光法》;总酸:参照GB/T 12456—2008《食品中总酸的测定》;感官评定[8-9]:参照GB/T22474—2008《果酱》总分100分,其中色泽20分、气味20分、滋味20分、形态40分,评分标准见表1。细菌总数:参照GB/T4789.2—2010《食品卫生微生物学检验菌落总数测定》食品中菌落总数的测定方法。

表1 蓝莓果酱感官评分标准Table 1 Sensory evaluation standard of blueberry jam
2 结果与分析
2.1 增稠剂的选择
传统的高糖果酱是利用果胶的凝胶作用,达到应用的稠度,果胶凝胶作用的基本条件:在50 ℃条件下,果胶含量1%左右,糖的含量>50%,pH2.0~3.5,诸因素相互配合得当情况下才能实现[10]。高糖果酱存在糖高、果胶成本高、加工难度高的难题,无法适应现有技术和市场需要,而低糖果酱的蔗糖添加量仅为25%~45%,酱体最终可溶性固形物总量控制在35%~45%左右。根据果胶的胶凝原理,在此糖浓度条件下,酱体不会产生良好的胶凝作用,且持水性下降,易析出水分,严重影响产品品质,因此,只有依靠增稠剂来达到凝胶的作用进而达到降低水分活性目的[11-14]。现有加工技术中一般会选用琼脂、海藻酸钠、CMC-Na、黄原胶、果胶、变性淀粉等单体胶作为果酱的增稠剂,其单因素试验结果见表2。
由表2可知,海藻酸钠、琼脂耐酸性较差,产品保质期内易降价、析水,组织形态多以冻状为主,涂抹性差,不适合在果酱中使用;果胶(1.2%)、黄原胶(0.3%)、CMC-Na(0.6%)都有较好的耐酸性,持水性、产品形态较好,适合果酱中使用,变性淀粉(5%)耐酸性、黏度都较好,持水性稍差。因此从质量、成本和使用方便考虑,选用黄原胶、CMC-Na、变性淀粉作为复合增稠剂的配料成分,并对3种成分作L9(33)正交试验[15],并通过对产品进行感官评价,正交试验因素与水平见表3,结果与分析见表4,方差分析见表5。

表2 增稠剂的选择试验结果Table 2 Results of thickening agents test
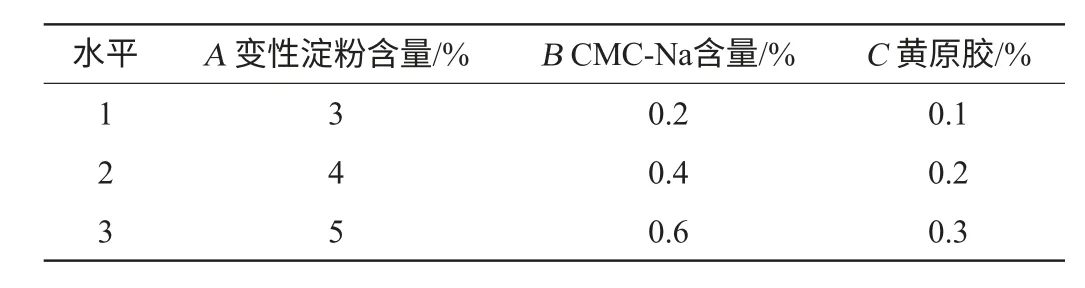
表3 复合增稠剂配方优化正交试验因素与水平Table 3 Factors and levels of orthogonal experiment for compound thickener formula optimization
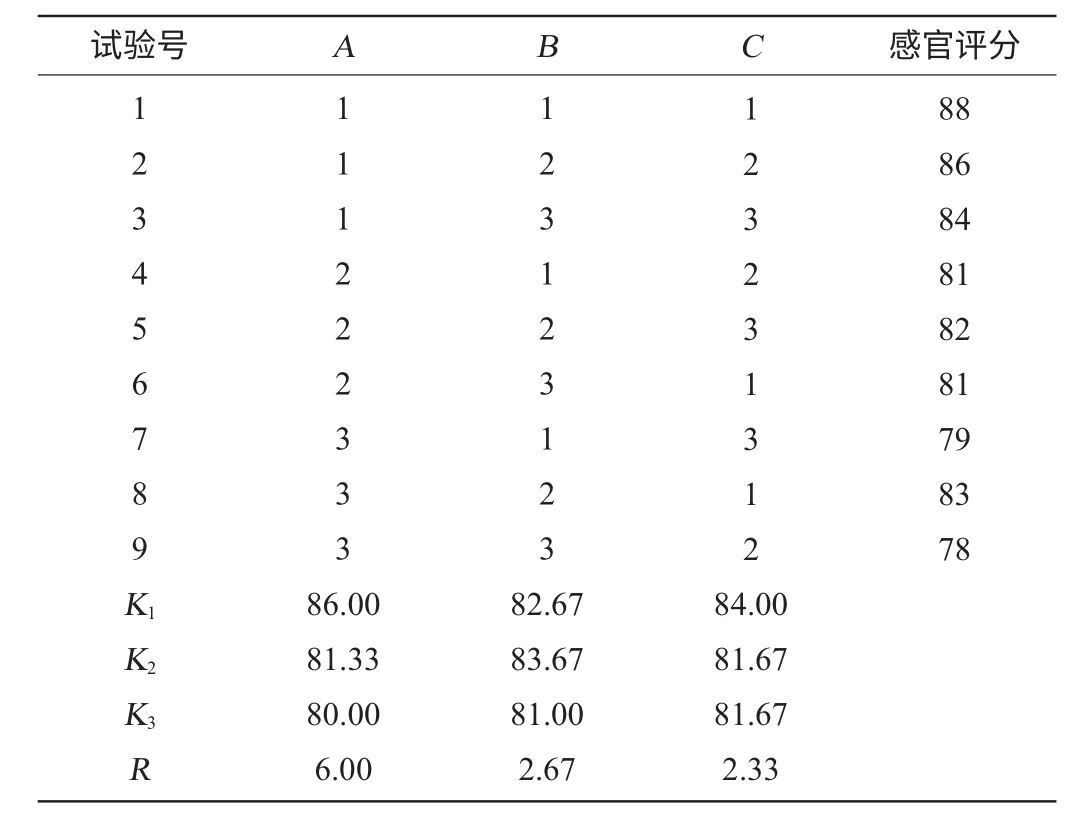
表4 复合增稠剂配方优化正交试验结果与分析Table 4 Results and analysis of orthogonal experiment for compound thickener formula optimization
由表4可知,影响复配增稠剂效果的主次因素为A>B>C,最佳组合为A1B2C1,即变性淀粉含量3%,CMC-Na含量0.4%,黄原胶含量0.1%。经对优化组合进行验证试验,其感官评分达到89.8分。另外从生产实际也可以看出复配增稠剂的用量比单一增稠剂用量低,说明胶体间具有相互协同增效作用。
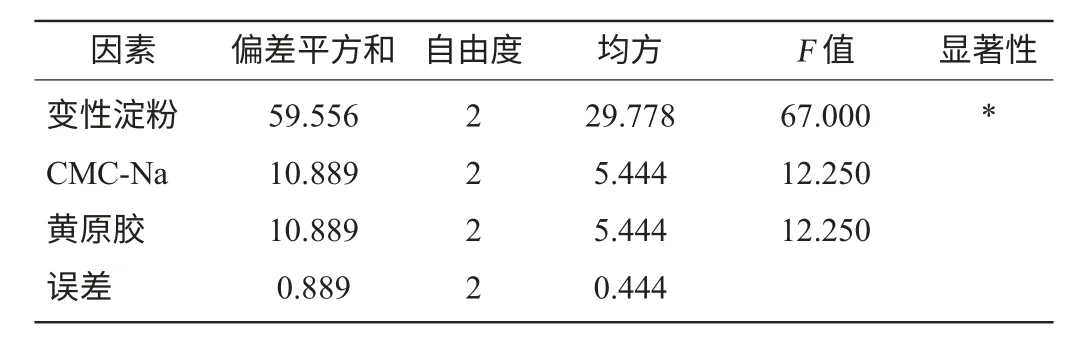
表5 复合增稠剂配方优化正交试验结果方差分析Table 5 Variance analysis results of orthogonal experiment for compound thickener formula optimization
由表5可知,变性淀粉含量对结果影响显著,其余两因素对结果影响不显著。
2.2 产品配方的确定
在单因素试验基础上,选取各因素的最适水平,通过对蓝莓原浆含量、糖酸比、白砂糖用量为影响因素作L9(33)正交试验。试验安排及结果分别见表6和表7,方差分析见表8。

表6 低糖蓝莓果酱配方优化正交试验因素与水平Table 6 Factors and levels of orthogonal experiment for low sugar blueberry jam formula optimization
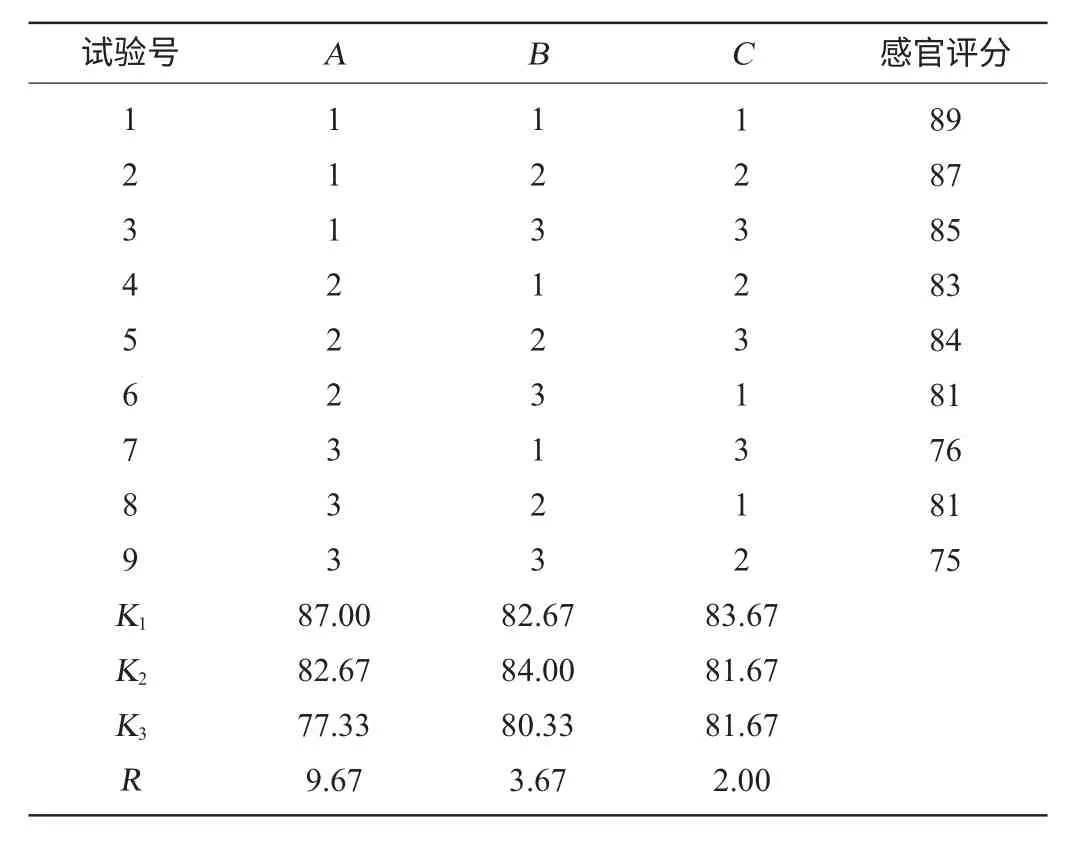
表7 低糖蓝莓果酱配方优化正交试验结果与分析Table 7 Results and analysis of orthogonal experiment for low sugar blueberry jam formula optimization
由表7可知,对蓝莓果酱感官品质影响主次顺序为A>B>C。最佳组合为A1B2C1,即蓝莓原浆含量40%,糖酸比40∶1,白砂糖用量30%。经对A1B2C1的试验组合进行验证,其感官评分达到90.2分。
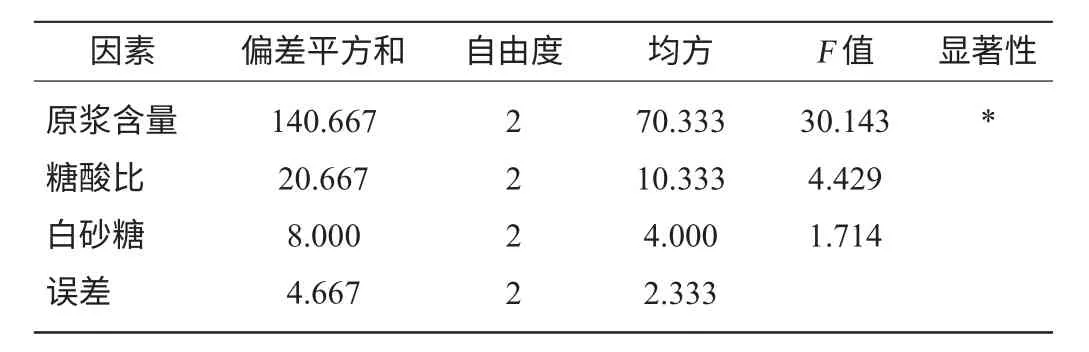
表8 低糖蓝莓果酱配方优化正交试验结果方差分析Table 8 Variance analysis results of orthogonal experiment for low sugar blueberry jam formula optimization
由表8可知,原浆含量对结果影响显著,其余两因素对结果影响不显著。
2.3 杀菌条件的确定
果酱的保藏性(在不密封条件下)依赖其含糖量,只有当含糖量达到60%~65%,可溶性固形物为68%~75%时,才能长期保存,而低糖果酱的糖度不足以抑制有害微生物的活动,因此,要采用装罐后密封、杀菌才能使果酱长期保藏[7],但过度杀菌会严重影响产品的色、香、味及稳定性。果酱作为酸性食品,进行常压杀菌即能达到杀灭微生物的效果,根据实际生产可操作和可控性考虑,选择85 ℃和100 ℃作为杀菌温度,杀菌试验结果见表9。
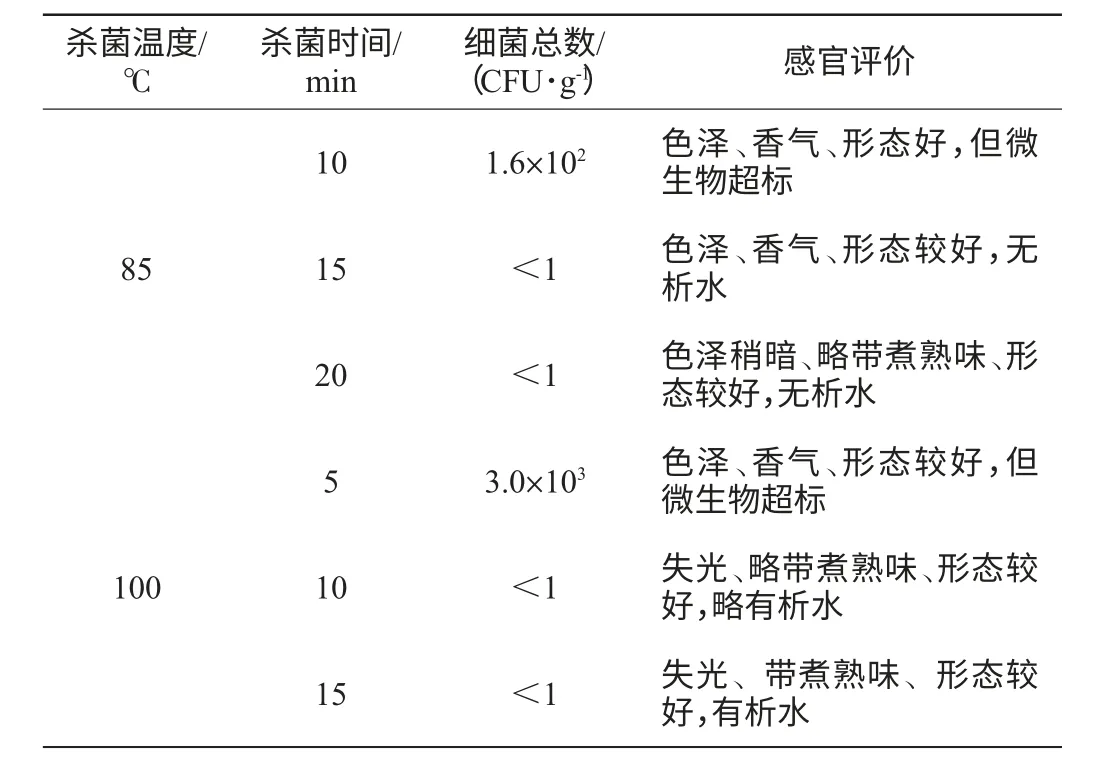
表9 不同杀菌温度对产品质量的影响Table 9 Effect of different sterilization temperature on product quality
由表9可知,采用85 ℃、>15 min和100 ℃、>10 min都能达到果酱的杀菌效果,但要使果酱在达到杀菌效果的同时又使产品品质受热影响最小,从表5可以得出最佳杀菌条件为85 ℃、15 min。
2.4 产品质量标准[8]
2.4.1 感官指标
色泽:深蓝紫色;滋味和气味:甜酸可口,具有蓝莓固有的香气,无异味;组织形态:呈胶黏状,有明显果块,不流散,无析水,无杂质。
2.4.2 理化指标
可溶性固形物(折光计)≤45%;总酸(以柠檬酸计):0.8%~1.2%;砷(以As计)≤0.5 mg/kg;铅(以Pb计)≤1.0 mg/kg;铜(以Cu计)≤5.0 mg/kg。
2.4.3 微生物指标
细菌总数≤100 CFU/g;大肠菌群≤3 MPN/100g;致病菌:不得检出。
3 结论
选用南方蓝莓奥妮尔为原料,生产低糖蓝莓果酱复配增稠剂最佳配比为变性淀粉3%,CMC-Na 0.4%,黄原胶0.1%;低糖蓝莓果酱最佳配方为蓝莓原浆含量40%,糖酸比40∶1,白砂糖用量30%;低糖蓝莓果酱最佳杀菌条件为85 ℃、15 min。
[1]钱慧碧,辛秀兰,张东升,等.溶剂提取蓝莓蓝莓果渣中总黄酮的研究[J].食品工业科技,2010,31(11):272-274.
[2]李立功,孙 东.蓝莓果酒发酵工艺条件研究[J].人力资源管理,2010(3):139-144.
[3]刘 奔.蓝莓酒酿造工艺研究[D].合肥:安徽农业大学硕士论文,2011.
[4]黄晓杰,柴 哲,杨钟燕,等.蓝莓酒发酵过程中抗氧化物质变化规律研究[J].食品工业科技,2013,34(17):103-105.
[5]刘 虹,霍奕璇,徐 扬,等.不同酵母菌酿造蓝莓酒的成分变化研究[J].食品工业,2013,34(5):86-88.
[6]李亚东,姜惠铁,张志东,等.中国蓝莓产业化发展的前景[J].沈阳农业大学学报,2001,3(1):39-42.
[7]徐玉娟,肖更生,刘学铭,等.低糖桑椹果酱研制及其营养分析[J].食品工业,2001(4):165-172.
[8]郑传钰,董 超,宋永祥,等.GB/T22474—2008 果酱[S].北京:中国标准出版社,2008.
[9]张文英,周 婧.低糖蓝莓番茄复合果酱的研制[J].北方园艺,2013(17):142-144.
[10]祝战斌.果蔬加工技术[M].北京:化学工业出版社,2008.
[11]黄 民.琼脂-羧甲基纤维素粘性的研究及应用[J].食品科学,1993,14(8):20-23.
[12]侯富喜.柑桔果肉饮料中添加CMC 的作用机理[J].食品机械,1991(1):31-32.
[13]叶兴乾.LMP 和Ca++对果汁的增稠作用[J].食品工业,1991(6):31.
[14]李冀新.LMP 胶凝性的研究[J].食品科学,1994(1):29.
[15]徐中儒.农业试验最优回归设计[M].哈尔滨:黑龙江省科学技术出版社,1988.
猜你喜欢
日用电器(2022年7期)2022-09-07
故事作文·低年级(2021年12期)2021-12-21
中国果业信息(2021年7期)2021-12-01
食品与生活(2020年11期)2020-11-18
商品与质量(2019年46期)2019-11-28
凤凰生活(2019年8期)2019-08-16
创新作文(1-2年级)(2019年2期)2019-08-06
创新作文(小学版)(2019年4期)2019-07-24
中国氯碱(2017年4期)2017-05-04
食品安全导刊(2016年7期)2016-05-14