离聚物在PVC塑胶跑道中的应用研究
2019-07-13 02:07张友新汪品洋王恒
塑料助剂 2019年3期
张友新 汪品洋 王恒
(广东技塑新材料股份有限公司,东莞,523000)
本研究以丙烯酸、甲基丙烯酸甲酯及丙烯酸丁酯形成的三元无规共聚物为离聚物成型剂WY-68,改性PVC共混体系生产塑胶跑道。通过多次的实验,调节离聚物的不同用量,分析了无机填料的加入与PVC共混体系的分散性和相容性以及离聚物起增容作用的根本原因,找到了最佳配比,确定了挤出成型工艺条件。实验结果表明,引入离聚物改性PVC共混体系生产的PVC塑胶跑道,可有效地改善物料的相容性、加工性能和材料的界面黏结强度,使产品具有良好的抗滑耐磨和低温柔软性能。
1 实验部分
1.1 原料与助剂
PVC树脂,DG-1300,天津大沽化工股份有限公司;钙锌复合稳定剂,A-200P,水泽化学工业株式会社;离聚物型成型剂,WY-68,江苏爱特恩高分子材料有限公司;增塑剂,DOTP,中山联成化学工业有限公司;增塑剂,DOA,中山联成化学工业有限公司;耐磨止滑剂661,美国杜邦公司;轻质CaCO3,贺洲市盛泰新材料科有限公司;抗冲改性剂,HL-ACM,山东日科化学股份公司;抗氧剂,1010,山东临沂三丰化工有限公司;紫外线吸收剂,UV-531,山东临沂三丰化工有限公司;润滑剂,TPS-6,东莞市晨龙化工材料贸易公司;纳米氧化锌,CY-JH05,杭州九朋新材料有限公司;膨胀剂,JH-205,河北博建精细化工有限公司;粉煤灰、颜料,市售。
1.2 设备及仪器
高低混合机组,SM-300/600,东莞市三优塑料机械制造公司;单螺杆挤出造粒,SFDP-120,东莞市三优塑料机械制造公司;全自动压片机,ZG-50T,东莞市正工机电设备科技有限公司;四辊压延机,SY-4T-1730B,无锡市昌盛橡胶机械厂;冲击吸收与垂直变形检测仪,Delta0222,东莞市高升电子精密科技公司;抗滑值测定仪,PD-3,天津市美特斯试验厂;电子多功能试验机,GT-TCS-2000,高铁检测仪器有限公司。
1.3 配方及加工工艺
1.3.1 粉煤灰的过筛处理
电厂排放的粉煤灰颗粒一般是表面光滑而发亮的,微珠含量不高(玻璃微珠),大部分是海绵状玻璃体,颗粒大小不均匀。因此,在使用前必须进行过筛处理。将粉煤灰加入振动筛内进行过筛,筛余物控制在0.5%以下,过筛后的细粉颗粒为合格的粉煤灰。
1.3.2 试验配方及工艺
其试验配方对比见表1。

表1 不同试验配方对比Tab.1 Comparison of different test formulas 质量份
混合工艺:物料的共混主要是将不同性质的组分以一定的方式组合起来形成具有不同于原组分聚集态结构和性能的新材料,设计共混物的关键是聚合物组分间的相容性。在共混物中,各组分间相容程度体现在界面区域内聚合物之间的相互作用及行为。形成相容性共混物的主要困难在于由于低的混合熵和过多的混合热而导致的不佳的热力学条件。因而共混物中各组分的相容性一直是高分子共混物研究中的热门课题。本试验需分别混合出含有离聚物WY-68,2.5份、3份、3.5份、4份、4.5份改性PVC混合料:将不同质量份离聚物WY-68,计量好后,分别加入已称量好的PVC树脂及各种助剂中,进行高速混合,热混时间约10 min,温度达到110℃时,即可放料至冷混机内冷混至温度达到45℃时,放料至储料仓。
生产工艺:将上述混合出含有不同份数的离聚物WY-68改性物料,分别经精密计量喂料器送入单螺杆挤出机中挤出、拉条、冷却、切粒制成PVC塑胶跑道颗粒料,然后将PVC塑胶跑道颗粒料,取样经自动压片机进行压片试验。其生产工艺温度控制的基本原则是:机身温度的控制,由高到低。Ⅰ区、Ⅱ区温度宜高一些,利于物料的塑化。Ⅲ区~Ⅴ区温度应逐步降低,以保持熔压稳定升高,防止物料在机筒内分解。机头温度的控制,为两头高,中间低,以利于机头的整个横截面内物流速平衡一致。合流芯温度宜低于机身和机头的各区温度控制。具体工艺条件见表2。
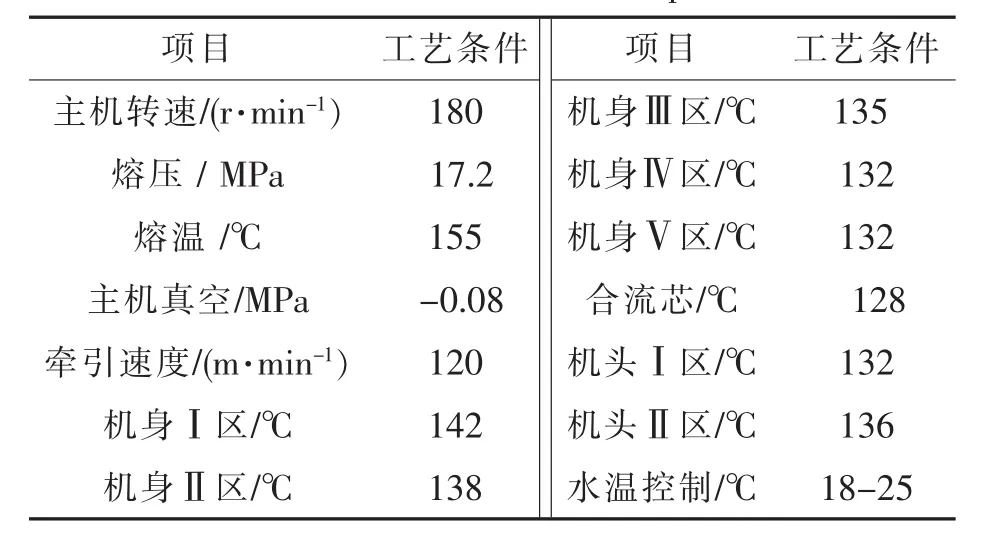
表2 工艺条件Tab.2 Conditions of technical process
1.3.3 PVC塑胶跑道的压片试样的制备
将挤出生产PVC塑胶跑道造粒料,按模具要求尺寸大小,计量好用量放入模具内,并置于自动压片机内,关上安全门。上模温度165℃,下模温度 165℃,预热 3 min,预热压力 12 MPa,保压压力 135 MPa,保压时间 5 min,冷却时间 3 min,时间到了,打开安全门,取出压片试样进行测试。
2 结果与讨论
2.1 离聚物WY-68的改性机理
大多数聚合物共混时是不相容的,要使物料共混相容,就必须使聚合物间具有某些特殊的离子相互作用,是共混体系能起到增容作用。离聚物的引入能极大地改善物料的相容性,起到增容作用。从而使得原来不相容的共混体系变得相容。[2]离聚物WY-68为离子型聚集体,一端为同PVC相容性优良的丙烯酸酯类共聚物,可均匀地分散至PVC粒子中,分子链中的离子基团可同PVC的氯离子产生相互作用,聚合态的丙烯酸酯分子链分散在PVC链的内部,由此降低了PVC分子链之间的极性,从结构上相当于内增塑作用,降低了PVC共混体系的熔融温度。此外,由于离聚物WY-68中含有刚性的粒子,同样可增加PVC共混体系加工过程的摩擦力,促进PVC共混体系的熔融,由此促进了PVC粒子塑化。离聚物WY-68分子中由于含有部分未反应完全的羧基 (COO-),同无机填料之间存在化学作用力,并且由于高分子型离聚体WY-68主链为丙烯酸酯类物质,同PVC共混体系具有良好的相容性,这样离聚物WY-68如同“桥梁”一样将PVC和无机填料紧密的结合在一起,增强了无机填料在PVC树脂中分散性。由于离聚物的特性,无机填料分散性改善的同时,挤出过程中的熔体流动性以及塑化性能大幅度得到改善[3]。
2.2 添加不同离聚物对挤出成型的影响
通过表1配方的试验来看,在原配方(未加离聚物型成型剂)挤出工艺条件基本不变的情况下,当添加2.5份时,与不加离聚物型成型剂WY-68生产PVC塑胶跑道对比,螺杆的扭矩和熔压不够稳定,出料比较快,这可能是物料在热和剪切的双重作用下,PVC配方体系的塑化时间缩短,提前塑化了。当离聚物调整到3份时,螺杆的扭矩和熔压上升较快,当升到一定压力值时开始逐渐平稳。但是挤出物料塑化不均匀,这可能是在热和剪切的双重作用下,PVC分子链运动性增加,破坏PVC凝聚态结构,使配方体系没有完全融合塑化[1],影响了挤出物料塑化均匀性。当继续将离聚物调整到3.5份时,螺杆的扭矩和熔压开始缓慢平稳上升,当升到一定压力值时开始平稳,这时挤出物料的塑化和成型比较稳定。这可能是改性离聚物与PVC配方体系已完全融合。由于离聚物WY-68为离子型聚集体,一端为同PVC相容性优良的丙烯酸酯类共聚物,保证了同PVC良好的相容性,可均匀地分散至PVC粒子中,分子链中的离子基团可同PVC的氯离子产生相互作用,聚合态的丙烯酸酯分子链分散在PVC链的内部,由此降低了PVC分子链之间的极性,从结构上相当于内增塑作用,使物料达到了塑化平衡,相容性好。当离聚物WY-68调整到4份时,螺杆的扭矩和熔压开始出现了下降,物料出料比较慢,不稳定,这可能是改性酯塑复配料在PVC塑胶跑道配方体系中在热和剪切的双重作用下,产生了物料过度塑化,时间缩短。当继续增加到4.5份,塑化时间随着离聚物的增加而有进一步缩短的趋势。因此,通过实验得出结果,改性离聚物WY-68为3.5份时,物料的塑化、工艺稳定性最好。另外要特别注意:在研究配方体系中的某种原材料对产品的力学性能和加工性能的影响时,调整时不可一次多项变动材料,一般选择一项进行调整,这样便于分析工艺过程的变化及某种原材料对产品力学性能的研究,给下次的配方实验调整提供一定的分 析条件。
2.3 压片试样的力学性能
将不同质量份的离聚物WY-68改性共混物生产的PVC塑胶跑道颗粒料,进行取样测试。按GB 36246-2018标准进行检测,试样厚度13 mm,性能参数测试结果如表3所示。

表3 PVC塑胶跑道试样压片的力学性能测定结果Tab.3 Determination of mechanical properties of PVC plastic track specimens
从表3可见,不同质量份的离聚物WY-68改性共混物生产的PVC塑胶跑道颗粒料,经取样压片测试结果可以看出,配方1#和配方2#中PVC塑胶跑道的力学性能相对于未加离聚物型成型剂生产的PVC塑胶跑道有所提升,说明离聚物WY-68发挥了自身的性能优点,得到了有效利用。从配方4#和5#对比未加离聚物型成型剂可以看出,随着改性纸塑复配料的增加,PVC塑胶跑道的各项力学性能指标也在上升,但是上升的幅度相对配方3#不高,这可能是在热和剪切的双重作用下,PVC分子链运动性增加,破坏PVC凝聚态结构,使配方体系没有完全融合塑化,影响了挤出物料塑化均匀性。配方3#各项性能指标有了明显的提高,这说明3.5份离聚物WY-68使得PVC共混体系中的无机材料与PVC塑胶跑道配方体系已完全融合,达到了物料塑化平衡。发挥了离子间的相互作用,使离聚物起到增容作用,改善PVC共混体系的相容性,从而有效地提高PVC塑胶跑道的力学性能。
3 结论
(1)加入适量的离聚物型成型剂WY-68,改善了物料的加工性能和PVC共混体系的相容性,有效地提高PVC塑胶跑道力学性能。
(2)在PVC共混体系引入离聚物改性,如同“桥梁”一样能够将PVC和无机填料紧密地结合在一起,增强了无机填料在PVC树脂中分散性和相容性。
(3)随着离聚物WY-68的增加,可改善PVC配方体系的相容性和物料的界面黏结性增强,当离聚物WY-68用量在3.5份时,各项性能指标有了明显的提高。
猜你喜欢
食品工业(2022年6期)2022-07-04
食品工业科技(2022年10期)2022-05-14
合成材料老化与应用(2020年6期)2020-12-28
中国塑料(2019年6期)2019-06-26
教书育人·教师新概念(2019年1期)2019-01-26
教书育人(2019年1期)2019-01-11
农业知识(2018年35期)2018-09-26
中国组织化学与细胞化学杂志(2017年1期)2017-06-15
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15