FDMS工艺制备金刚石工具技术浅析*
2023-05-19 08:12张绍和王娅妮孔祥旺
金刚石与磨料磨具工程 2023年2期
张 谦,张绍和,王娅妮,孔祥旺,何 焘,苏 舟
(1.中南大学 地球科学与信息物理学院,有色金属成矿预测与地质环境监测教育部重点实验室,长沙 410083)
(2.中南大学 地球科学与信息物理学院,长沙 410083)
金刚石是自然界中存在的最坚硬的物质,其摩擦系数小,有极高的抗磨能力,在工业领域通常用于金刚石工具的制造。随着我国经济建设的飞速发展,金刚石工具已被广泛用于地质探勘、土木工程、石材加工、汽车、交通、国防、电工电子等领域和其他高新技术领域[1],但随着应用领域的进一步推广以及应用条件的复杂化,对金刚石工具的工作性能提出了更高的要求。经验表明,通过赋予金刚石工具以独特的结构(异型、超薄等)能够显著提升其工作性能。而传统的生产方式难以实现复杂结构金刚石工具的高效制造,3D 打印技术的出现为解决这一难题提供了有效途径。
3D 打印技术是20世纪80年代末、90年代初发展起来的一种快速成形技术,被誉为引领产业变革的颠覆性技术[2],其是基于离散堆积形式来实现工件加工成形的,与传统的减材制造最大的区别在于3D 打印所使用的成形系统是由三维模型直接驱动的,随后直接制成实体,无须任何工具即可生产异性结构和晶格结构组件[3]。3D 打印技术能够极大地缩短产品开发周期,是一项智能化程度高的新技术[4-5]。将该技术引入到金刚石工具制造中具有较大的发展潜力,其能够有效控制金刚石颗粒排布,优化工具结构进而提高其性能,是未来金刚石工具制备的发展方向之一[6]。
1 FDMS 技术打印金刚石工具的可行性
随着3D 打印技术的日益成熟,国内外研究人员开始使用金属、高分子和陶瓷等材料直接打印功能性零件,其中金属零件的3D 打印技术成为了先进制造业的重要发展方向[7]。在过去二十年,3D 打印技术以惊人的速度发展,正推动着金属制造业的智能化变革[8]。
当前,金属材料增材制造的主要工艺方法有电子束选区熔化(electron beam selective melting,EBSM)、选择性激光烧结(selective laser sintering,SLS)、选择性激光熔化成形(selective laser melting,SLM)和激光熔覆沉积( laser engineered net shaping,LENS)[9]。EBSM、SLS、SLM、LENS 4 种技术无需脱脂烧结等后续工序便能够得到烧结好的零件,工艺流程相对简洁,但其打印工艺均需要采用高能束,因而能耗大,生产成本高。且EBSM、SLS、SLM、LENS 4 种技术用于制备金刚石工具时存在一定的局限性,因为金刚石在700 ℃以上时可能出现石墨化现象;同时,由于激光熔化后的液态金属对金刚石表面的浸润性差,液态金属在吉布斯自由能最低原理作用下容易形成金属球,出现球化现象,使得金刚石工具内部空隙增多,零件的致密度随之下降,从而会导致金刚石颗粒易脱落,降低了金刚石工具的工作性能。近些年,熔融沉积成形(fused deposition modeling,FDM)技术逐渐进入人们视野,该工艺被认为是一种具有很大发展潜力的成形技术。在FDM 打印制造过程中,温度一般控制在250 ℃以下,不会影响金刚石的物化性质。
FDM 技术始于20世纪80年代,并于20世纪90年代初由Stratasys Inc.商业化[10],历经30 余年的发展,FDM 打印技术不断走向成熟。该技术是一种基于挤出成形的3D 打印技术[11],利用高温将材料融化成熔融态,随后材料由喷嘴挤出,最后在热床上层层固化堆叠形成立体实物,其打印原理如图1所示[12]。图1 中的FDM 技术打印原理简单,实现方便,将其用于金刚石工具制备具有一定的优越性。
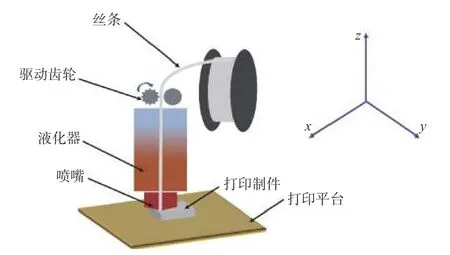
图1 FDM 工作原理图Fig.1 FDM working principle diagram
将FDM 技术应用于金刚石工具制造,其优势在于:(1)不会对金刚石产生热损伤,因打印过程中温度相对较低,不会影响金刚石颗粒的物化性质;(2)成形制件的挠曲变形小,打印原材料在成形的整个过程中不会发生化学变化;(3)成本低,FDM 设备没有高能束装置,降低了设备造价和打印成本,具备较强的产业化潜力,可实现加工件的批量化生产。
但FDM 技术也存在一定的缺点:(1)工件表面较粗糙,光洁度较差,成形物体表面有较明显的条纹;(2)出料不均匀,喷头容易发生堵塞;(3)制造金刚石工具的工艺流程相对复杂,且对于打印材料性能有特定的要求。
利用较成熟的FDM 技术,增加烧结环节,就成为熔融沉积成形烧结(fused deposition modeling sintering,FDMS)技术。用FDMS 制造金刚石工具,特别是制造一些特殊结构等的金刚石工具,由于有FDM 技术做支撑,近些年迅猛发展,是研究者关注的焦点之一。用FDMS 技术制造金刚石工具的工艺流程分为2 部分:首先,直接利用FDM 技术打印金属基金刚石复合材料得到打印生坯;然后,进行脱脂、烧结和精抛等后处理得到金刚石工具成品[13]。
2 FDMS 技术制造金刚石工具的工艺
2.1 工艺流程
FDMS 技术可有效解决传统方法制造复杂结构金刚石工具的难题,实现微型、异形等复杂结构金刚石工具的制造,FDMS 技术具体的工艺流程如图2所示。
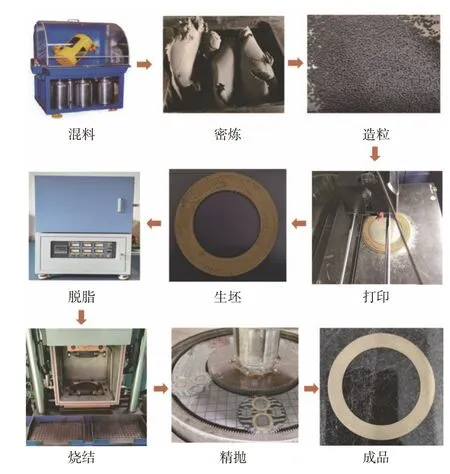
图2 FDMS 工艺流程图Fig.2 FDMS process flow chart
FDMS 制备金刚石工具的具体操作步骤包括[14]:(1)混料和密炼,即将金属合金粉末与金刚石颗粒按照配方比例搅拌均匀,随后加入相应黏结剂组分再次混合均匀。将材料混合均匀后放入密炼机的密炼室中,在预设的密炼温度和转子转速条件下完成密炼;(2)造粒,是将混合材料经密炼后形成相对密实的整体,将其破碎成颗粒状后,加入造粒机完成造粒工作;(3)FDM 打印,将材料经造粒后填入供料缸,对打印机的打印速度、打印热床温度、分层厚度等参数进行设置,随后挤出机构依据三维模型在规定的路径下完成金刚石工具预设模型的打印工作;(4)后处理,后处理包括脱脂、烧结和精抛等工序。脱脂:将打印完成的金刚石工具生坯放至脱脂设备中脱脂,以去除生坯中用于成形的黏结剂组分等,随后将其置于一定的温度下烘干。烧结:将烘干后的生坯放置于烧结炉中,设置烧结温度、烧结压力、保温保压时间等工艺参数,完成烧结工作。精抛:将烧结后得到的金刚石工具进行抛光和其他精加工处理,最终得到金刚石工具成品。
2.2 FDM 中黏结剂选择
与ABS、PLA 等热塑性材料不同,FDM 制造金刚石工具的打印材料是由金刚石、金属或非金属粉末以及黏结剂等组成的复合材料。其中的黏结剂在复合材料中充当最关键的角色,其需要有足够的能力包覆金刚石与金属粉,但由于金刚石化学性质极其稳定,几乎不与其他物质发生反应,所以黏结剂的选择在制备适宜打印的材料中十分重要。为保证生坯的打印质量,打印用复合材料需满足以下要求[15-16]:
(1)黏度:良好的流动性是保证打印材料稳定挤出的关键,如果材料黏度过高,易导致材料挤出困难,严重时还可能造成喷嘴堵塞;反之,材料黏度过低,材料挤出速度过快,易导致出料垂涎、打印失稳,因此在选择制备材料时需严格控制材料的黏度范围;
(2)力学性能:材料应具备一定的韧性,能承受送料的压力且在一定的变形能力,避免在进料过程中发生断裂而影响打印质量;
(3)黏性:3D 打印时材料是逐层累加的,制件的层与层连结往往是制件的薄弱处,因此材料应具备一定的黏性,防止打印时制件出现层间断裂;
(4)收缩率:在FDM 成形过程中,材料会经过固体-液体、液体-固体2 次相变,伴随着较为强烈的吸放热,若此时打印材料的收缩率太大,则容易导致打印件内部产生较大的内应力,从而引起打印件产生翘曲等,因此在材料打印时要尽量降低其收缩率。
3 FDM 中的打印参数优化
打印材料配制与优选使其具备优良的力学性能是FDM 技术成功制造三维零件的前提。恰当设置打印参数有助于良好发挥打印材料性能,并且有助于提高制件的打印质量[17]。FDM 技术存在众多对打印过程产生影响的打印参数,其相互联系,参数间组合复杂,在进行参数优化组合时存在较大困难[18-19]。因此,有必要对FDM 打印参数进行研究,通过设置合理的打印参数来提高金刚石工具生坯的打印质量。
对显著影响三维生坯打印质量的打印参数进行遴选,通过对其进行识别并确定各参数的最优值和最优组合方式以提高生坯的打印质量和制件效率,并减少后期工作量。目前,FDM 技术打印参数优化相关研究多是针对热塑性材料的,这对基于金属基的金刚石复合材料所制备的金刚石工具生坯打印质量的提高同样具有指导意义。
针对FDM 打印参数对打印制件表面光洁度、尺寸精度和机械性能的影响,国内外学者展开了一系列研究。NIDAGUNDI 等[20]研究了ABS 制件分层厚度、光栅角度和构建取向对尺寸精度的影响,设计正交阵列试验,将极限抗拉强度、表面粗糙度、尺寸精度和制造时间作为响应参数,发现分层厚度对打印质量的影响最显著,且低层厚、0°光栅角度和构建取向得到的尺寸偏差最小。该研究表明,打印参数的优化设置能够有效提高制件打印精度,这为利用FDM 技术制造高精度的金刚石工具提供了参考。董伟等[21]讨论了分层厚度、填充率、打印速度与喷嘴温度等4 种打印参数对FDM 成形大尺寸薄壁类制品硬度的影响,设计4 因素3 水平正交打印试验,通过极差和交互作用分析,发现4 种参数均能对大尺寸薄壁类制品的硬度产生影响,且影响程度由大到小依次为分层厚度、填充密度、打印速度、喷嘴温度,该研究成果有助于指导利用FDM技术制造高硬度的较大尺寸的金刚石工具。DEY 等[22]对打印参数与高质量制件之间的关联性进行了较为系统的总结和论述,指出当分层厚度和温度设定值较低时,制件尺寸精度相对提高;且发现分层厚度和制件表面光洁度表现出较强的关联性,当分层厚度设定值较低时,表面光洁度相对提高。该研究成果为利用FDM技术制备表面光洁度良好的金刚石工具提供了参考。FDM 技术中打印参数不仅对制件尺寸精度和表面光洁度起着关键性作用,还会对制件的力学性能(抗拉强度、抗压强度和抗弯强度)产生较大的影响。研究表明[23-24]:构建方向是影响制件抗拉强度最重要的参数,当构建方向为0°时,抗拉强度获得最大值;同时抗拉强度也受到填充率和喷嘴温度的影响,具体表现为:在一定范围内,抗拉强度随着填充率和喷嘴温度升高而变大;抗压强度主要受分层厚度和填充率的影响,分层厚度和填充率的提高可增加制件的抗压缩性能。由于抗弯强度与打印参数之间的关系错综复杂,需要进行进一步的研究。
综上所述,优化打印参数可有效提高打印产品的尺寸精度和表面光洁度,并且能够较好地提升打印产品的力学性能,且在提高生产率以及减少生产时间和成本方面也发挥着重要作用。已有研究成果将为利用FDM 技术制造金刚石工具提供指导和借鉴作用。
4 FDM 打印机结构功能优化
FDM 型3D 打印机作为工艺的载体,是顺利完成打印工作的最基本保障,对其进行优化改造、打印误差补偿等,有助于提高三维制件的打印精度。目前市场上的FDM 打印机种类繁多,但针对不同的打印材料,FDM 打印机普遍存在打印精度不高、材料挤出不稳定等问题,这必然会影响打印件的质量。而金属基金刚石复合材料是一种成分十分复杂的打印材料,使用市面上通用的FMD 型3D 打印机制备金刚石工具时经常会出现喷嘴堵塞、喷嘴磨损过快等问题,导致打印效果较差。因此,有必要对FDM 型3D 打印机进行结构优化设计以适应金刚石工具的制造。
4.1 FDM 型3D 打印机送料机构与喷嘴的优化
FDM 型3D 打印机由硬件系统和软件系统2 部分组成,其中硬件系统主要包括框架、送料机构以及挤出结构3 部分,其主要功能分别是机器整体支撑、运送打印材料、融化挤出材料。送料机构和挤出机构作为主要工作区的机构,在机器层面往往决定着产品的打印质量,国内外学者为此展开了相关研究和讨论。
雷芳等[25]从运动机构减重的角度出发,设计了一款远程送料机构,实现了送料机构与打印头的分离,通过减轻机构重量提高了打印速度和打印精度。该方法考虑了FDM 型3D 打印机结构配置对打印质量的影响,表明部件的合理组装配置会提升打印机的打印性能。王春香等[26-28]对FDM 型打印机喷嘴结构进行了研发创新,所设计的新型结构喷嘴能够较好地改善材料的打印状况和产品力学性能。该项研究表明:喷嘴作为FDM 型打印机的核心部件,与打印产品的精度密切关联,优化设计喷嘴结构能显著提高打印产品的质量。这为专用于制造金刚石工具的FDM 型3D 打印机喷嘴设计提供了思路,可为利用FDM 技术制备高质量的金刚石工具生坯提供指导。朱黎立等[29-30]研究了FDM型打印机的喷嘴温度对打印精度的影响,并以提高打印流畅性为目的进行了优化设计,研究结果表明:通过对喷嘴温度改善进行的优化设计,三维制件的打印质量得到了提高。由于金属基金刚石复合材料流经喷嘴会经历“固态-熔融态-固态”的复杂相态转换过程,温度的骤变会加剧材料的胀缩行为,因而对喷嘴温度场的合理控制,有利于提高金刚石工具生坯的打印质量,从而获得性能优良的打印产品。以上研究主要侧重于喷嘴结构改造,但未关注喷嘴材质优化设计。另外,由于使用FDM 技术在打印金刚石复合材料的过程中,金刚石颗粒极易造成喷嘴过度磨损问题,因此有必要基于喷嘴材质设计一款耐磨损的金刚石喷嘴。
4.2 FDM 型3D 打印机软件系统的优化
FDM 型3D 打印机硬件系统依据软件系统的指令完成打印工作,对打印机软件系统进行优化设计的目的,是为了达到高效控制硬件系统进而提高制件打印质量。
程雨等[31]基于Open SCene Graph(OSG)三维渲染引擎开发了一种新型打印切片软件,该软件能够实时反映打印坯体塑造过程的三维图像,更加直观地观测打印过程,为FDM 打印机切片软件设计提供了新思路。DEZAKI 等[32]比较了计算机辅助设计(CAD)模型和FDM 打印实物的填充模式和填充密度,认为使用CAD 对FDM 切片软件进行辅助设计有助于得到更高强度和刚度的成形制件,该研究证明对软件系统优化设计能够提高FDM 制件的力学性能。因此,利用FDM 技术制造金刚石工具时,也应对机器配套的软件系统进行相应优化,力求使打印质量达到最佳。KUN等[33]研究了打印轨迹对打印产品性能的影响,使用Autodesk Inventor 在FDM 切片软件组装环境中构造1台虚拟打印机,可直观地展示打印材料在打印机送料机构中的运动轨迹,实时监测打印机的送料情况,及时发现打印过程存在的各种问题。该研究提出的打印过程监测机制有助于FDM 打印机软件系统的革新发展。TONG 等[34]提出了一种软件误差补偿方法,能够自动对比校正STL 和SSL 文件以提高FDM 打印机构建产品的准确度,并通过软件误差补偿提高制件打印精度,有助于指导切片软件的进一步发展。WASSERFALL等[35]提出了一种新的误差测量方法,能够计算模型和打印对象之间的体积表面偏差,并以此为基础开发了一种新型自适应切片算法,该算法设计思路丰富了切片软件的编程设计,有助于研发一套专门适用于金刚石工具制造的FDM 型3D 打印机软件系统。
上述研究成果通过对塑造及送料过程进行监测、误差测量与补偿等,从而对FDM 型3D 打印机软件系统进行优化,从改造FDM 机器软件系统的角度出发使制件打印精度和力学性能得到较大提高,为利用FDM技术制备金刚石工具的配套软件系统优化设计提供了宝贵经验。
5 FDMS 制造金刚石超薄片
金刚石超薄片主要用于陶瓷、玻璃、蓝宝石、半导体等材料的高精度切割和刻槽。随着互联网人工智能的快速发展,超薄划片已经成为国内半导体主要加工手段之一,其主要是将排列密度的集成电路切割分离,并保证硅晶片切口整齐、没有裂纹。
传统工艺方法在制作超薄片时会面临布料不均,减薄时耗材过多,内部金刚石颗粒分布过于密集等问题。而利用FDMS 技术制造金刚石超薄片可以迅速成形、节约材料,且内部金刚石颗粒分布均匀,胎体易磨损出刃良好。
苏舟[36]开展了FDMS 制造金刚石超薄片的研究,并取得了较大的突破。FDMS 制备的金刚石超薄片样品如图3所示。
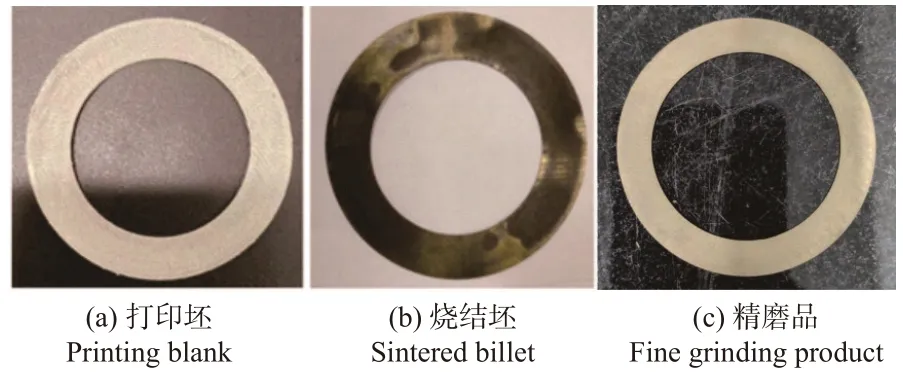
图3 FDMS 制备的金刚石超薄片Fig.3 Ultra-thin diamond blades prepared by FDMS
FDMS 制造金刚石超薄片的工艺流程包括:(1)混料与密炼;(2)制粒与拉丝;(3)建模与打印;(4)脱脂与烧结;(5)精抛后处理与制成品。金刚石超薄片具体工作情况如图4所示。
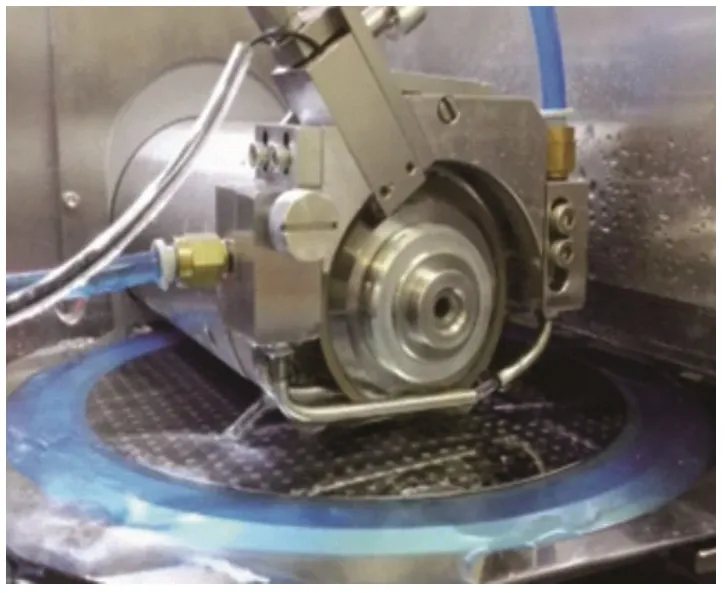
图4 金刚石超薄片工作情况Fig.4 Working condition of diamond ultra-thin blade
苏舟[36]用FDMS 技术制造的金刚石超薄片由固体粉末和黏结剂构成,固体粉末包括雾化法制备的CuSn15 粉末和金刚石微粉。其中:CuSn15 粉末的粒度代号为325/400,质量分数为70%;金刚石微粉的质量分数为30%,粒度代号为325/400。超薄片的制造工艺流程包括密炼、拉丝、打印、脱脂和烧结,烧结后的超薄片经过研磨加工后上机试切,根据切屑尺寸来衡量其切割性能。图5 为该超薄片对蓝水晶切槽。从图5 可以看出:虽然切屑尺寸较大,碎裂严重,但划片本身完好,划槽基本规整,且随着切割距离的增大,划槽表面越来越光滑。
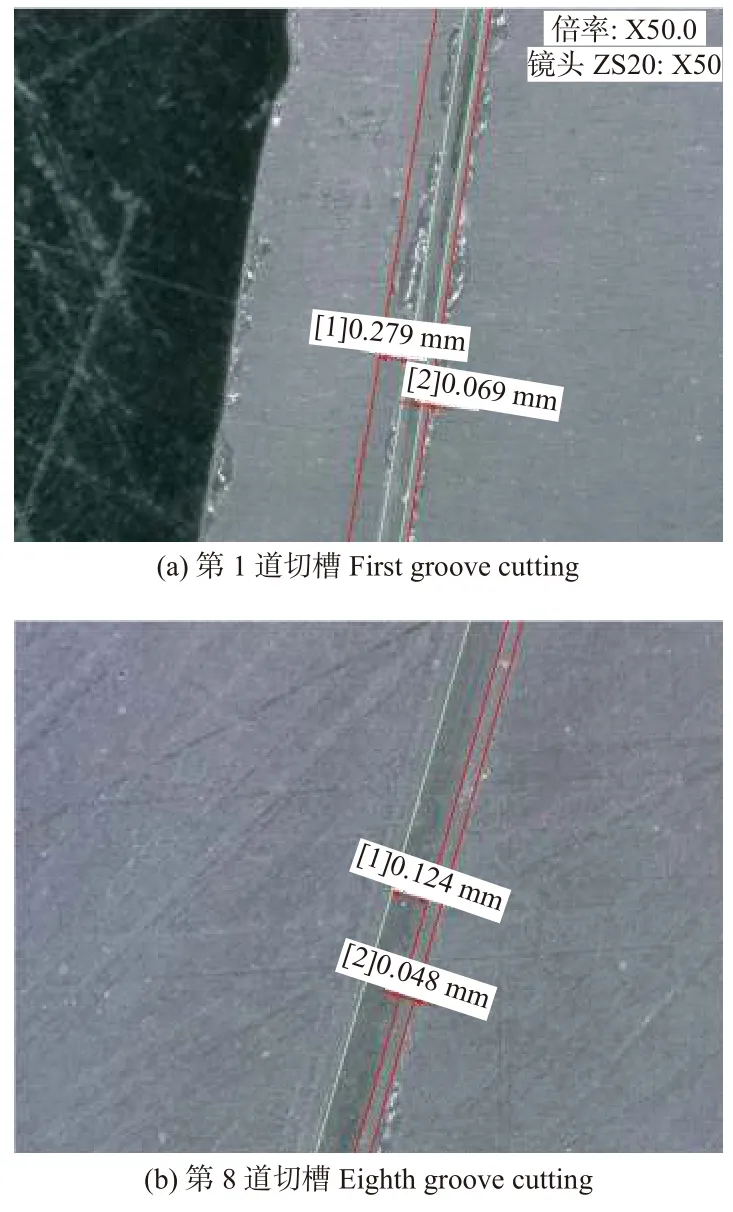
图5 人造蓝水晶切槽图Fig.5 Slotting diagram of artificial blue crystal
目前,FDMS 制备的金刚石超薄片主要性能参数如下:(1)ϕ60 mm 金刚石超薄片,打印生坯厚度<0.30 mm,烧结坯厚度<0.20 mm,精抛后成品厚度<0.10 mm,成品平面度<0.002 mm;(2)ϕ100 mm金刚石超薄片,打印生坯厚度<0.50 mm,烧结坯厚度<0.30 mm,精抛后成品厚度<0.20 mm,成品平面度<0.002 mm。
6 结语与展望
FDM 技术已经广泛应用于ABS、PLA 等热塑性材料的加工制造,但用于制造金属基金刚石工具的相关研究较少。基于FDM 技术的特点,增加烧结环节,就成为FDMS 技术,将其应用于特殊结构的金属基金刚石工具制备是可行的。FDMS 制备金刚石工具的工艺流程为混料-密炼-制粒-打印-脱脂-烧结-精抛后处理-成品,在制备过程中,黏结剂的选用与打印参数的优化等直接影响金刚石工具生坯的质量。同时,由于金刚石颗粒成分和其他因素的影响,需要对FDM打印机的喷嘴和送料机构等进行优化,以获得高质量的金刚石工具生坯。
FDMS 制备金属基金刚石工具值得关注2 方面的问题:一是金属基金刚石复合材料配方(含黏结剂)的优化设计。打印原料是FDMS 技术的核心,目前金属基金刚石复合材料配方较少,需要对其进行研发,以实现高性能金属基金刚石复合材料的制备;二是建立金属基复合材料FDMS 打印参数和成形质量间的评价体系。打印参数是影响打印件质量的关键因素,目前基于FDMS 打印参数和成形质量间的评价体系的研究比较匮乏,建立FDMS 打印参数与其成形质量的评价体系,将对利用FDMS 制备高质量金刚石工具起到重要的促进作用。
猜你喜欢
现代面粉工业(2022年5期)2022-10-18
石材(2020年10期)2021-01-08
原子能科学技术(2020年5期)2020-05-30
模具制造(2019年7期)2019-09-25
中小企业管理与科技(2019年24期)2019-01-27
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年12期)2017-02-02
超硬材料工程(2016年1期)2016-02-28
超硬材料工程(2016年1期)2016-02-28
安徽地质(2016年4期)2016-02-27