脉冲注水工具设计及冲蚀特性仿真研究
2024-01-20 12:25方琼瑶孙华忠王晓燕
石油机械 2024年1期
魏 凯 方琼瑶 孙华忠 汪 洋 王晓燕 王 范,4
(1.油气钻采工程湖北省重点实验室(长江大学) 2.长江大学石油工程学院油气钻完井技术国家工程研究中心 3.川庆钻探工程有限公司 4.湖北省油气地质工程有限公司)
0 引 言
为使油田持续高产稳产,许多油田常采用地面管汇向油层注水,以保持地层压力,从而提高油井采收率[1]。在这个过程中,注水管线长期运行,导致管线内部出现腐蚀、水垢、悬浮物、油污、悬浮固体、聚合物、细菌、沙粒等[2]。通过安装过滤系统,可过滤掉一部分污染物,但也不能完全防止注水施工时被工作液污染。当工作液在井筒中流动时,工作液中的固相颗粒不断冲击壁面,引起磨损,造成密封面失效等问题,并影响工作效率和经济效益[3-4]。因此,在井下脉冲注水工具设计时,需要考虑工具的抗磨损能力[5-6]。
对油气井工程实践中的两相流和冲蚀的研究是一个热点,通常采用试验和数值模拟来研究固液两相流的冲蚀问题。HONG B.Y.等[7]采用CFD-DPM方法,研究了不同流速、颗粒质量、管道直径下的冲蚀率、压力分布和颗粒轨迹,发现1.5D(D为管径)弯头的最大冲蚀率大于3D弯头,弯头焊缝的冲蚀率远远大于直管焊缝的冲蚀率。ZHANG J.X.等[8]研究了水力压裂作业中管道的冲蚀问题,建立了流动、冲蚀CFD模拟模型,通过试验验证冲蚀磨损结果,研究结果表明,管道冲蚀磨损会受管道应力状态的影响。ZHENG Z.J.等[9]采用Schneer-Sauer方法研究了高压泄放阀阀芯的失效过程,结果表明,阀芯损伤加剧了冲蚀-空化磨损,最大冲蚀率位于阀芯头部的顶部,阀芯圆弧表面的冲蚀率比抛物线表面的冲蚀率高。前人的研究主要考虑在固液两相流和冲蚀条件,得到最大冲蚀率的位置,为后续工具设计提供建议[10]。但是,关于井下工具的固液两相流以及冲蚀与颗粒大小和颗粒分布的关系还不清楚,需要进一步研究。笔者主要对工具多相流冲蚀机理研究以及工具结构优化设计,采用CFD-DPM方法研究不同开度和颗粒直径时两相流对导流孔-注水孔的冲蚀特性以及导流孔-注水孔的两相流和颗粒分布。研究结果可为油田高效注水开发提供技术支撑。
1 脉冲注水工具结构设计
脉冲注水工具内部结构紧凑,通过各部件紧密相连,围设成内部中空、无阻挡物的三维空间结构,且工具内部可以实现多种功能的相互叠加达到了一套配件、多项功能的效果,减少工具内部零件数量的同时,增加工具腔体内部空间的利用率。在材料方面,工具采用纯金属设计,实现了宽温域的小变形,可以满足国内复杂地质环境对高温注水工具的需求。脉冲注水工具外观图见图1。结构方面,脉冲注水工具其结构主要包括壳体、滑套、上碟簧、注水孔、导流孔、阀芯、固定筒、第一导向部、第二导向部、外通道、内通道和主通道。壳体的进水端有接头,壳体内安装沿其轴向滑动的滑套,滑套上部截流面积大于下部的截流面积,上碟簧与壳体滑套弹性相抵,壳体上开设贯穿的注水孔,滑套的外壁开设有贯穿并延伸至其内部的导流孔。工具结构剖面图见图 2。

图1 脉冲注水工具外观图Fig.1 Appearance of the pulse water injection tool
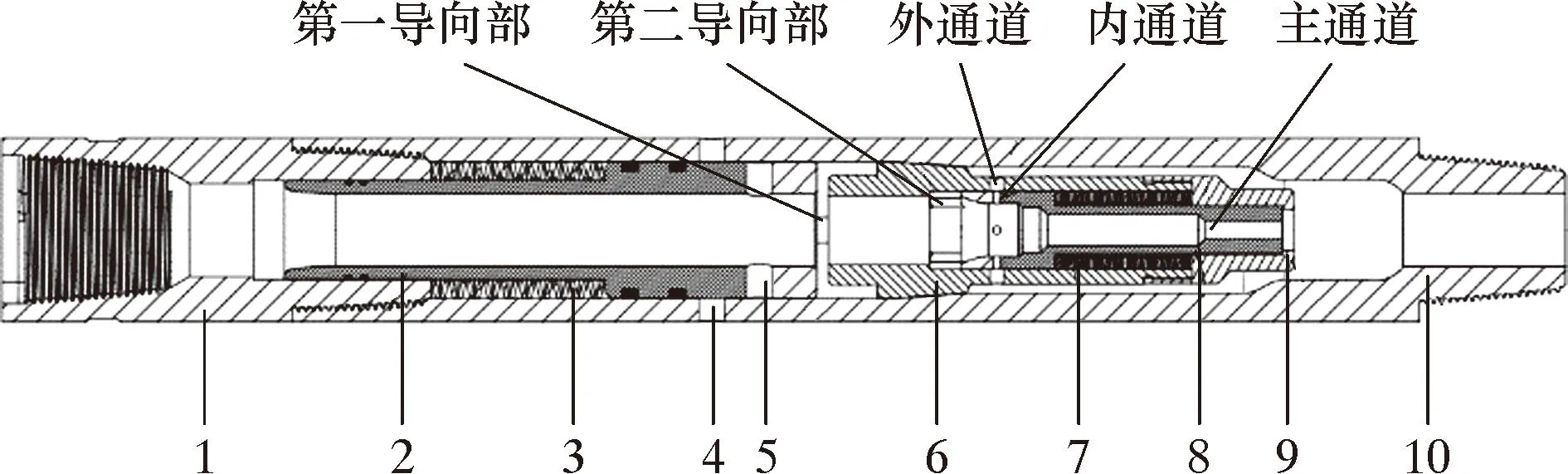
1—接头;2—滑套;3—上碟簧;4—注水孔;5—导流孔;6—固定筒;7—阀芯;8—下碟簧;9—下抵挡部;10—壳体。图2 工具结构剖面图Fig.2 Profile view of the tool structure
滑套用于配合上碟簧选择性将导流孔与注水孔连通。通过调节接头向壳体内部的注水量,改变壳体内部的水压,再通过滑套两端的截流面积差使得水压对滑套截流面积大的一侧的轴向作用力大于滑套截流面积小的一侧的轴向作用力,使得滑套对上碟簧产生压缩力。当滑套两端的轴向作用力差大于上碟簧的弹力时,滑套向靠近接头的一侧运动并调节滑套内的导流孔与壳体上的注水孔之间的导通节流面。当滑套两端的轴向作用力差小于上碟簧的弹力时,上碟簧释放弹性势能并驱动滑套向远离接头的一侧运动并调节滑套内的导流孔与壳体上的注水孔之间的导通节流面,即通过调节水压进而实现自动单向导通及冲击波注水的效果。
在井下作业时,工具腔体内不可避免地会进入一些污染物,这些污染物在高速流体的作用下,一定程度上会冲击工具表面,造成工具表面受到冲蚀破坏。为避免注水过程中注水孔受冲蚀发生损毁,造成工具失效,同时避免因注水孔损坏使工具整体废弃,本研究对注水孔采用了强化设计。即在原有侧壁开孔的基础上,通过增加壁厚,局部改换高耐磨性能材料,延长关键部位设计寿命,见图3和图4。
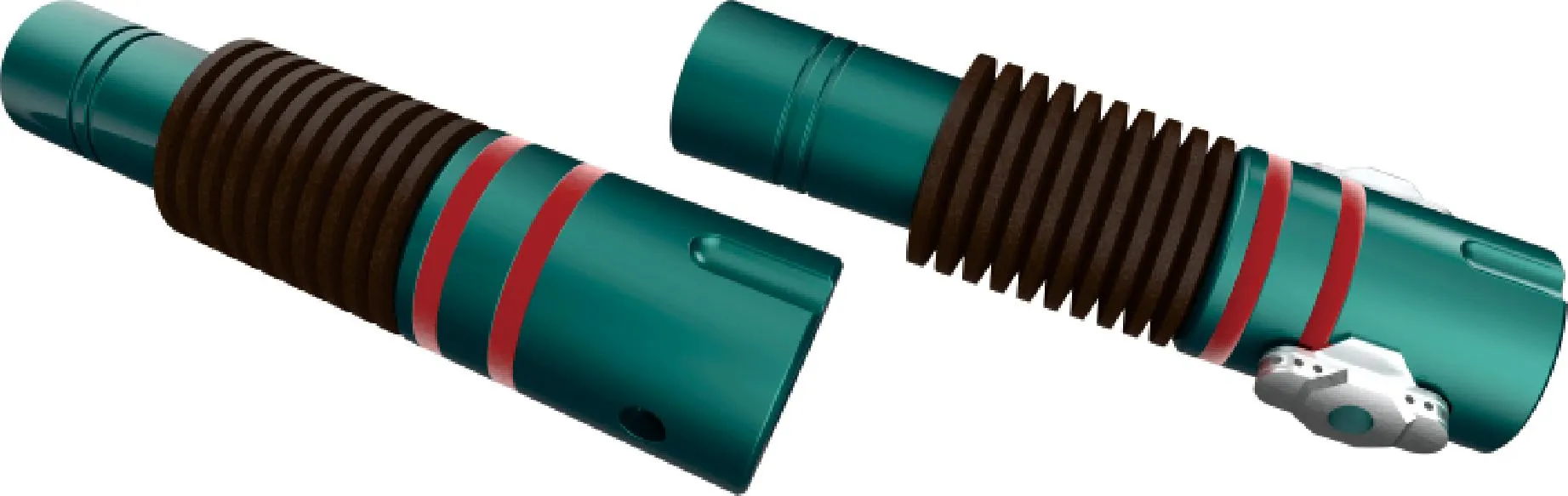
图3 滑套-碟簧-注水孔三维示意图Fig.3 Three-dimensional schematic diagram of sliding sleeve,disc spring,and water injection hole

图4 滑套-碟簧-注水孔三维剖视图Fig.4 Three-dimensional profile view of sliding sleeve,disc spring,and water injection hole
为了提高脉冲注水工具的稳定性,避免在注水过程中地面井控压力波动造成井下压力未达阈值,工具内设有滤波增压模块,如图5所示。滤波增压模块包括固定套、外通道、阀芯、内通道、阀芯主通道、下碟簧、固定套盖及固定套下抵挡部。壳体的限位部固定套固定连接,固定套的侧壁上开设有若干外通道,固定套内设有一限位部。阀芯的上端面与限位部抵接,阀芯的侧壁上开设有若干内通道,阀盖与固定套固定连接,下碟簧两端分别与阀芯和阀盖抵持设置并处于预紧状态,以实现在阀芯受压较大时产生压缩,阀芯受压较小时补偿能量,实现对压力的动态调蓄。

图5 滤波增压模块结构三维示意图Fig.5 Three-dimensional schematic diagram of the filter booster module structure
脉冲注水工具冲击波生成过程见图6。工作液通过接头自上而下(自左向右)流入工具腔体;工作液流至阀芯时受阀芯主通道的节流作用,阀芯受工作液压力自上而下(自左向右)移动。当阀芯的下端面抵于下抵挡部时,阀芯内通道与旁通通道连通,此时部分工作液通过此通道流出,阀芯受到的工作液压力下降。当阀芯受到的工作液压力小于下碟簧的弹力时,阀芯自下而上(自右向左)移动,并使部分工作液具有自下而上(自右向左)的运动趋势,同时产生压力。该压力作用于滑套,驱动滑套自下而上(自右向左)移动,当滑套移动至其上端面与上抵挡部抵持设置时,滑套内通道与出口通道连通,工作液自此处流出工具腔体。工作液流出工具腔体后,腔体内压力下降,滑套受上碟簧弹力作用复位,完成一次冲击波发射。工具工作流程见图7。
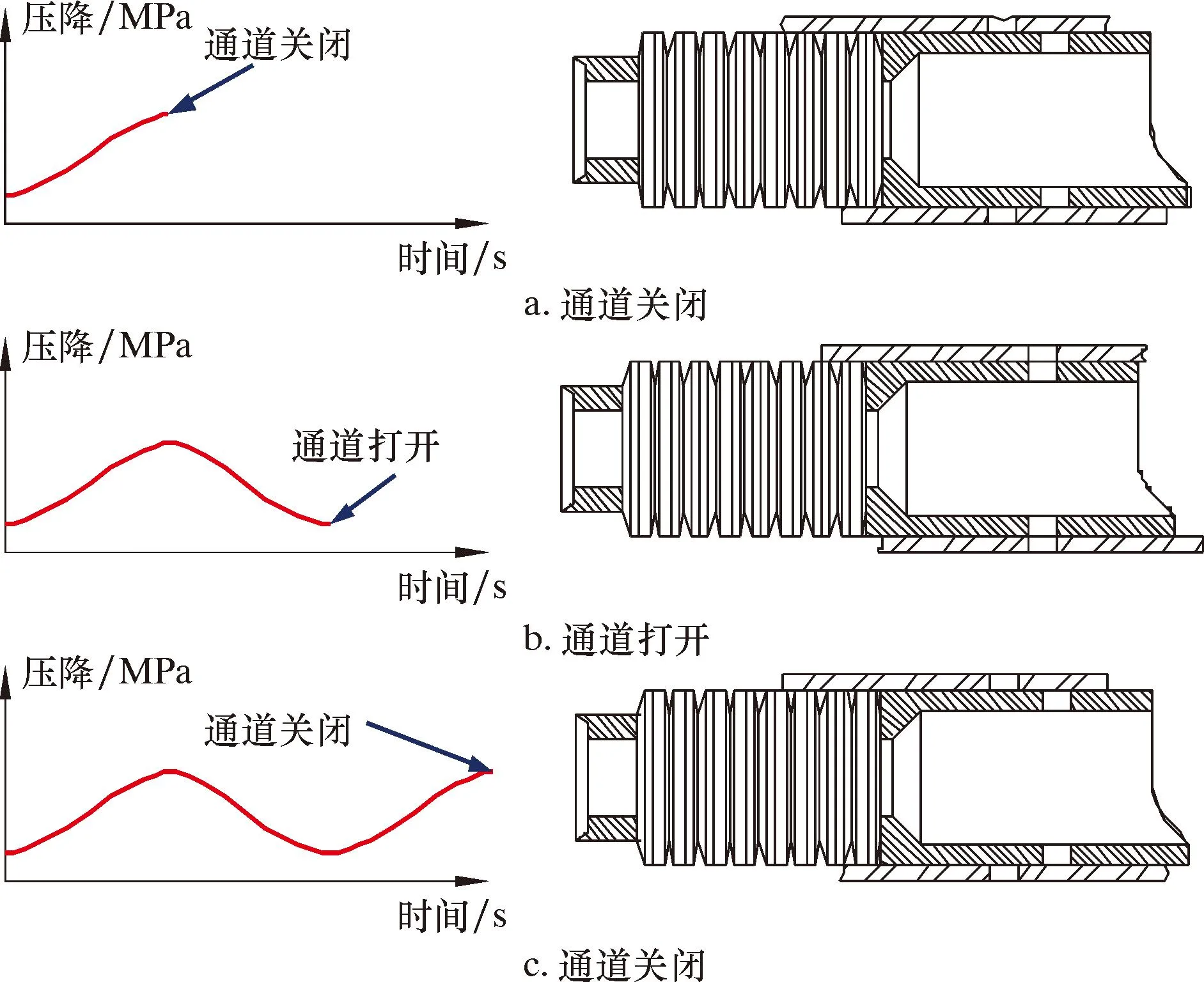
图6 工具冲击波生成过程Fig.6 Generation process of tool impulse wave
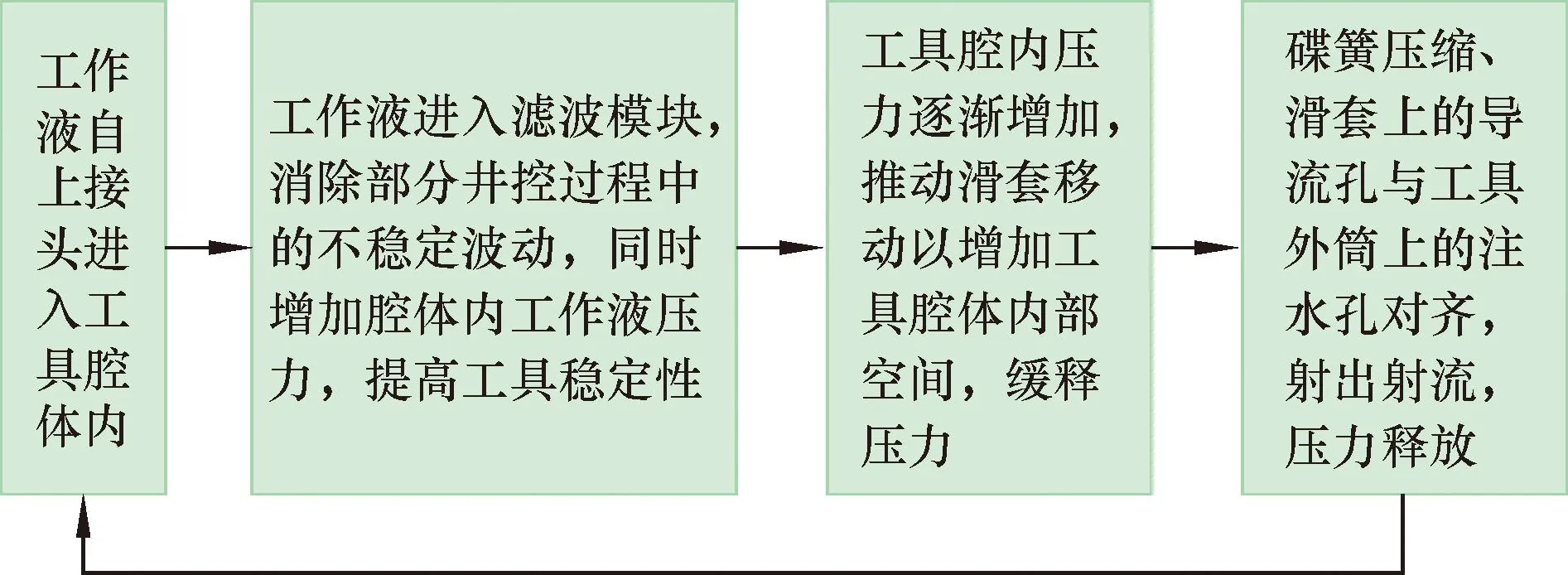
图7 工具工作流程Fig.7 Tool workflow

图8 工作液在工具内部流动路径简图Fig.8 Schematic diagram of the flow path of working fluid inside the tool
工作液在工具内部流动路径见图8。当注水孔与导流孔对齐时,工作液经工具注水孔与导流孔流出。当注水孔与导流孔关闭时,由于滑套的节流作用,工作液驱动滑套压缩碟簧上行,直至内射孔与外射孔重合。此时部分工作液将通过连通的内外射孔射出,此为工具的泄压过程。由于泄压作用,碟簧将在预紧力的作用下驱动滑套恢复原位。
2 冲蚀特性物理模型和数值模拟的建立
建立CFD-DPM模拟模型和颗粒冲蚀计算模型,模拟不同相对开度和颗粒直径条件下导流孔-注水孔内部的固液流。分析导流孔-注水孔的固液和冲蚀特性,从而为导流孔-注水孔的结构优化和抗冲蚀设计提供指导。
研究的导流孔-注水孔的阀道剖视图如图9所示。导流孔-注水孔流道的直径为50 mm,导流孔-注水孔内湍流充分发展,颗粒密度2 200 kg/m3。导流孔-注水孔的相对开度设定为20%、35%、50%、65%、80%、95%这6个开度,以研究不同开度和颗粒大小的各种变化。颗粒大小设定为0.1、0.5、1.0、1.5、2.0和2.5 μm。流速为3 m/s,颗粒质量流速为0.4 kg/s。在导流孔的下壁上建立了x0坐标,用于后续分析。采用基于欧拉-拉格朗日定理的CFD-DPM模型来计算导流孔-注水孔内部的固液两相流。CFD-DPM模型包括流体流动控制方程、湍流模型、粒子运动方程、粒子随机流动模型和粒子冲蚀模型。
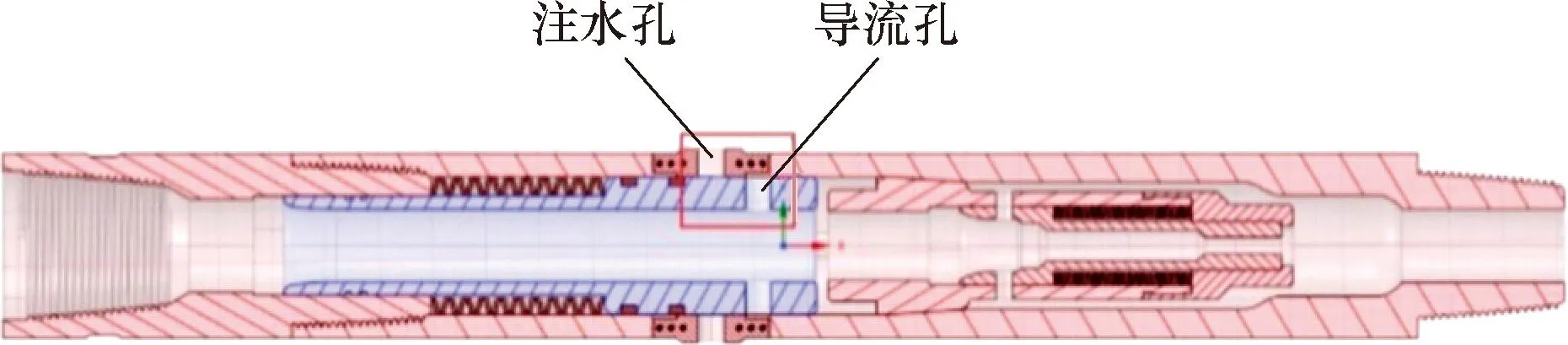
图9 阀道剖视图Fig.9 Profile view of valve channel
为了便于计算,做出如下假设:①流动在稳定状态条件下进行;②各构件相对位置不变;③流体(工作液)为清水,密度为1.0×103kg/m3,动力黏度为1.01 mPa·s;④流动为湍流,可以使用k-ε湍流模型方程;⑤流动过程模型处于热力学平衡状态,不包括传热;⑥固相颗粒为尺寸分布在0~10 μm的石英砂颗粒,密度为2.065×103kg/m3,形状为球形,平均直径为5.0 μm;⑦固相颗粒与工作液均匀混合;⑧固相颗粒进入工具的速度相等;⑨冲蚀过程中,壁面光滑和碰撞后壁面不变形;⑩导流孔-注水孔没有完全打开时,自由剪切流和其他流动发生在导流孔内部湍流中。
2.1 液相模型
鉴于在计算中没有考虑流体的压缩性、相变和传热,连续性方程和动量方程如下:

(1)
(2)
式中:p为状态压力,N;ρ为连续相密度,kg/m3;v为速度矢量的平均值,m/s;τij为雷诺应力张量,它是两个波动速度矢量的平均值(v′),(m/s)2;μ为流体的运动黏度,Pa·s;F为流体和粒子之间的相互体积作用力,N/m3;t为时间,s;g为重力加速度,9.8 m/s2。
2.2 离散相模型
根据牛顿第二定律,在拉格朗日坐标系中建立粒子的运动方程,粒子在单位时间内的动量变化等于结果力,粒子的动量方程为:
(3)
式中:vp为固体颗粒的矢量速度,m/s;ΣG为作用颗粒上的体积合力,N/m3;ρp为颗粒密度,kg/m3。
固液两相流中固体颗粒所受的力非常复杂,颗粒所受的力可分为流体对固体颗粒的拖曳力、颗粒在变速流动时的加速力、由于流场的不稳定而产生的不稳定力、颗粒的重力以及颗粒之间的相互作用力。对于非致密流,流场产生的压力梯度非常小,可以忽略。
对于小颗粒,虚拟质量力的流体流动过程,单个粒子的运动方程可以表示为:
(4)
式中:mp为粒子质量,kg;Up为颗粒速度矢量,m/s;t为时间,s;FD为阻力,N;FB为浮力,N;FR为科氏力,N;FVM为粒子(虚拟质量)占据的流体的惯性力,N;FP为压力,N;FBA为巴塞特力,N。
粒子(虚拟质量)所占据的流体的惯性力表达式为:
(5)
式中:mF为流体质量,kg;UF为流体速度矢量,m/s;CVM为虚拟质量系数,与流体和颗粒的特性有关的常数,通过试验或模拟来确定。
将式(5)代入式(4)得到:
(6)
其中:
(7)
粒子质量为:
(8)
流体质量为:
(9)
式中:dP为颗粒直径,mm;ρF是液体的密度,kg/m3。
假设:
(10)
综上可以得到:
(11)
考虑到固体颗粒有一定的体积,颗粒表面的压力分布不均匀,而且流体具有黏性。因此,颗粒受到流体对它的剪切力,拖曳力由压差和剪切力组成。采用Morsi和Alexander[11]提供的阻力系数公式,其表达式如下:
(12)
(13)
(14)
式中:Rep为粒子的雷诺数;ρ为流体密度,kg/m3;v为流体的速度,m/s;vp为粒子的速度,m/s;CD是阻力系数;b1、b2和b3是常数,它们取决于粒子的雷诺数。
在没有考虑流体的湍流扩散对粒子运动的影响的情况下,使用流体的单位时间平均速度来计算粒子的轨迹。然而,湍流扩散对湍流运动中的粒子轨迹有很大影响。因此,在两相湍流的数值模拟中应考虑这一项。在本研究中,采用了离散随机行走模型来解决湍流场中的粒子扩散问题。在此过程中,由湍流引起的粒子扩散是通过替代流体的单位时间平均速度和随机脉动速度之和来计算的。因此,粒子的动量微分方程如下:
(15)
粒子在流道中运动时与壁面发生碰撞。对于粒子碰撞后的速度,Grant和Tabakoff[12]通过多次实 验得到了弹性碰撞恢复系数,可用于计算粒子与壁面碰撞后的速度变化。该系数按照粒子速度的法向和切向分量可分为两部分:法向恢复系数(en)和切向恢复系数(et),它们分别代表固体粒子速度在法向和切向的变化率。其数学表达式如下:
(16)
(17)
式中:up1和up2分别是颗粒与壁面碰撞前后颗粒速度矢量的法向分量,m/s;vp1和vp2分别是颗粒与壁面碰撞前后的颗粒速度矢量的切向分量,m/s;θ是粒子与壁面碰撞角,rad。
2.3 冲蚀模型
针对脉冲注水工具的冲蚀磨损,建立冲蚀磨损可视化模型,仿真预测工具不同部位的冲蚀磨损分布情况。
为了描述固体颗粒对墙壁冲击造成磨损的冲击角度和颗粒速度的函数,建立如下关系:
(18)

(19)
(20)
3 计算验证
3.1 网格无关性验证
为了确保计算准确性的同时提高计算效率,需要进行网格的无关性测试,通过验证不同网格数对轴线的冲蚀分布,选择合适的网格数,见图10。
测试条件如下:导流孔-注水孔开度为35%,颗粒直径为15 μm,入口速度为3 m/s,固体颗粒的质量流速为0.4 kg/s。网格数分别为1.0×106、2.0×106、3.0×106、4.5×106和7.0×106个。由图10可知,当网格数小于3.0×106时,冲蚀分布发生变化,而当网格数大于3×106时,冲蚀分布无变化,因此选择3.0×106个网格作为模拟的网格数。
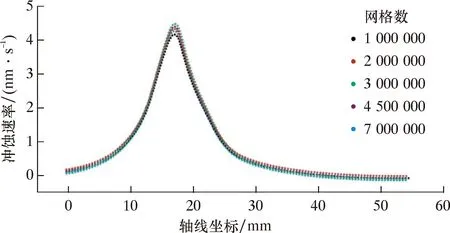
图10 不同网格数对轴的冲蚀情况比较Fig.10 Comparison of axis erosion with different mesh numbers
3.2 流域和冲蚀模拟精度验证
由于导流孔-注水孔全开或半开时,导流孔-注水孔的内部流道可近似分为直管和带弯头的弯管,所以采用R.SHOKRI[13]的直管两相流试验数据来验证固液两相流。两相流试验条件设定如下:①管道内径为50.6 mm;②中心线流速为5.72 m/s,Re≈2.0×106;③固体颗粒为球状石英砂颗粒,直径为500 μm,密度为2 200 kg/m3,体积分数为0.1%。通过计算结果与试验结果的对比(见图11)可以发现,计算的横截面轴向流速与试验结果基本一致,说明CFD-DPM方法在流场计算中具有良好的准确性。
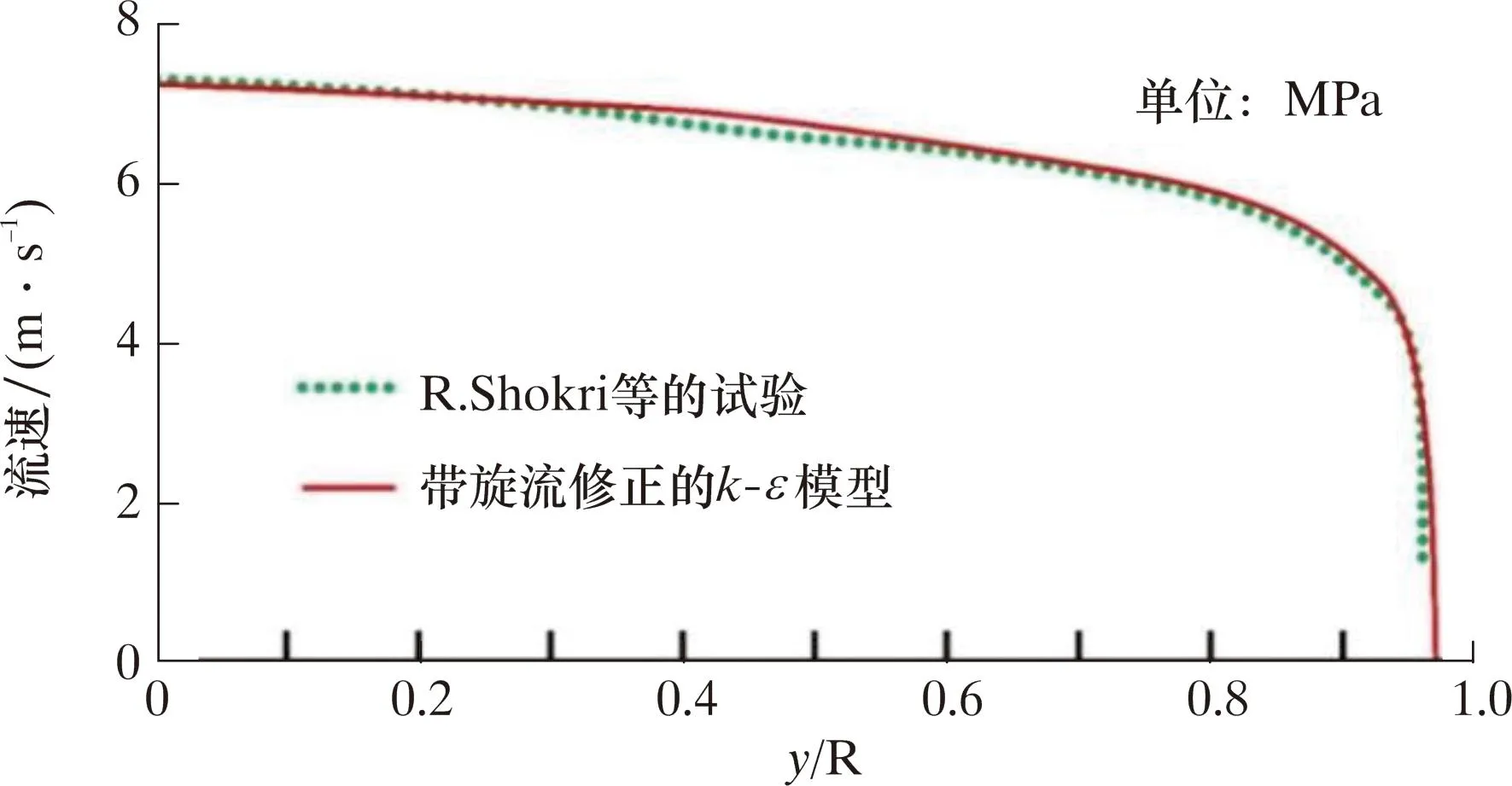
图11 弯管仿真结果和试验数据的比较Fig.11 Comparison of simulated results and experimental data for the bent pipe
采用Ahlert模型[14]E/CRC冲蚀模型与L.ZENG等[15]的弯曲试验进行比较。冲蚀试验条件设置如下:①管道直径为50 mm;②弯头曲率半径为76.9 mm;③流动介质为水,入口速度为4 m/s。
试验数据和计算结果见图12。由图12可知,E/CRC冲蚀模型的模拟计算结果与试验数据有良好的一致性,E/CRC模型在粒子碰撞角函数方面与Ahlert模型有较大差异。因此,E/CRC模型更适合本研究。
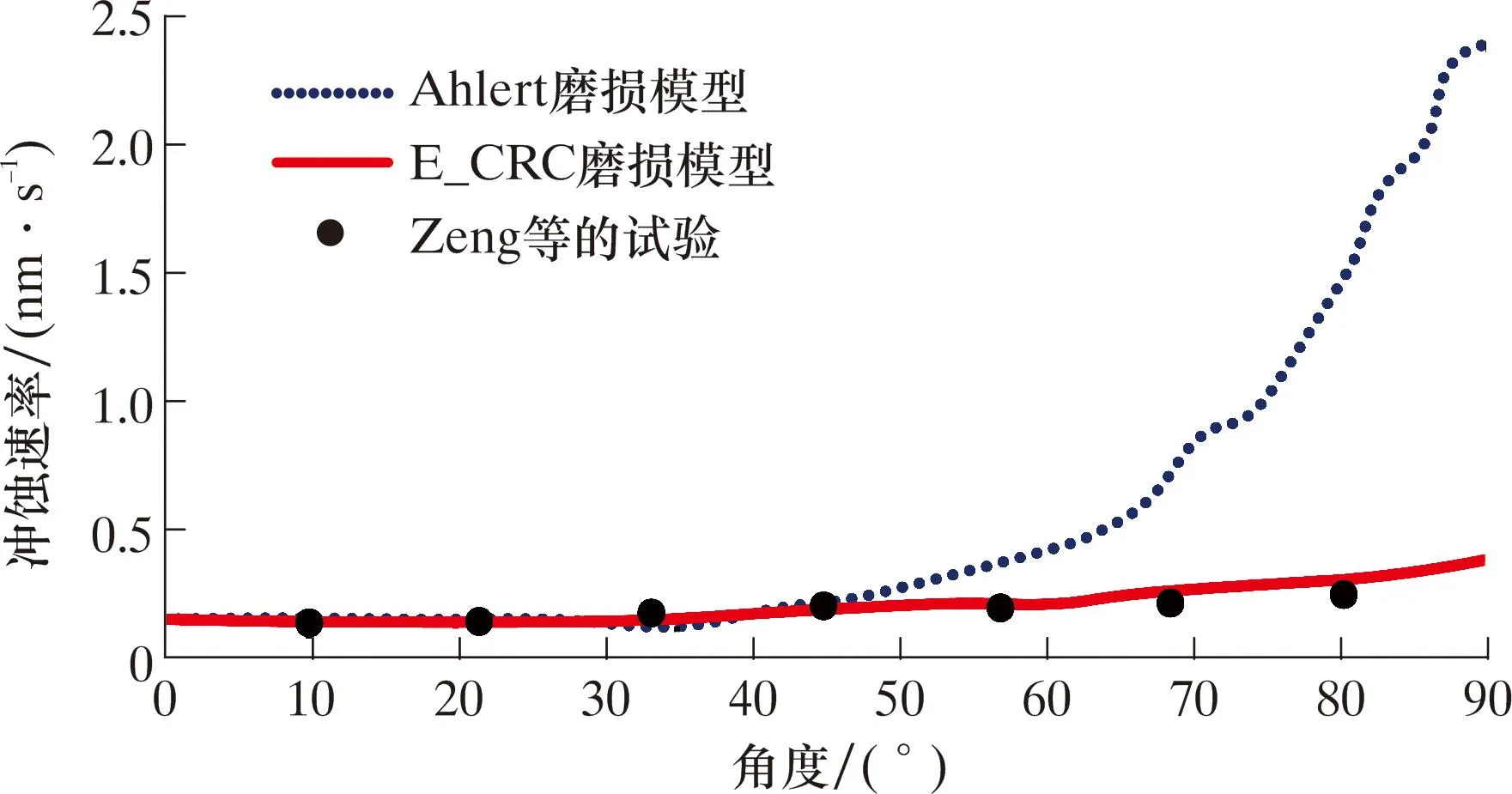
图12 直管仿真结果和试验数据的比较Fig.12 Comparison of simulated results and experimental data for the straight pipe
4 结果和讨论
4.1 液相流动特点

图13 导流孔-注水孔不同开度下速度分布情况Fig.13 Velocity distribution in the diversion hole and injection hole under different openings
图13为导流孔-注水孔在不同开度下单相的速度分布。由图13可以看出,导流孔-注水孔处的速度分布是非对称的,这是由于工作液在滑套壁面上发生了反射和偏转。流孔-注水孔处的速度分布呈动态变化,这是由于工作液在相交面处受到了周期性的压力波激励,流经导流孔相交面边的流体速度大于流经注水孔相交面边的流体速度,当流出相交面的液体在与滑套壁面碰撞后再一次流经导流孔的相交面边时,导流孔被带有颗粒的流体二次冲蚀,使得此时流体的速度明显降低。当导流孔-注水孔部分打开时,由于入口处的流动面积较小,形成了一个带状的高速喷射。在注水孔下游出现了一个回流区。在这个区域形成了由高速射流引起的回流漩涡,漩涡顺时针旋转。随着开度的增加,高速射流的速度下降,回流涡旋的强度和旋转速度也下降,回流区域缩小了。当开度度达到95%时,回流区几乎消失。当相对开度小于65%时,在导流孔的右上角形成了一个小旋涡。
图14为导流孔-注水孔在不同开度下单相的压力分布。由图14可知,导流孔-注水孔的部分开度在导流孔-注水孔前面和里面形成了一个高压区。随着开度的增大,高压区的压力值下降。在导流孔-注水孔下游的高速喷射流下面,呈现出一个低压区,其范围随着开度的增加而缩小。
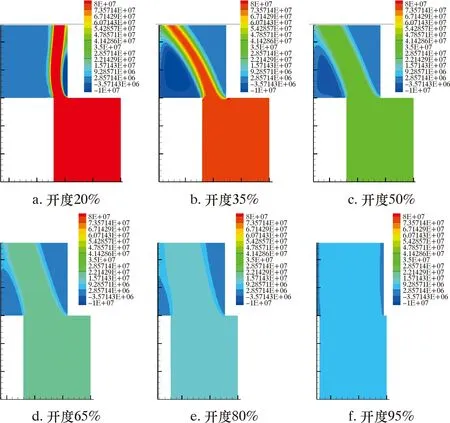
图14 导流孔-注水孔不同开度下压力分布情况Fig.14 Pressure distribution in the diversion hole and injection hole under different openings
4.2 颗粒对液相流动的影响
流量系数反映了导流孔-注水孔的流量能力,其计算公式如下:
(21)
式中:Kv为流量系数,m2;qv为单位体积流量,m3/h;ρ为流体密度,kg/m3;Δp为导流孔上游与注水孔下游的压差,MPa。
图15为不同工作条件下的流量系数。由图15可知,当导流孔-注水孔间相对开度小于65%时,所有工作条件下的流量系数基本相同;当相对开度大于65%时,单相条件下的流量系数略高于固液条件下的流量系数。这说明固相颗粒对导流孔-注水孔的流动性能造成了影响。
当导流孔-注水孔的相对开度为20%时,不同工况下的流体速度场有轻微差异。颗粒存在对流体速度影响很小,流场内高压区在一定程度内扩大,如图16所示。
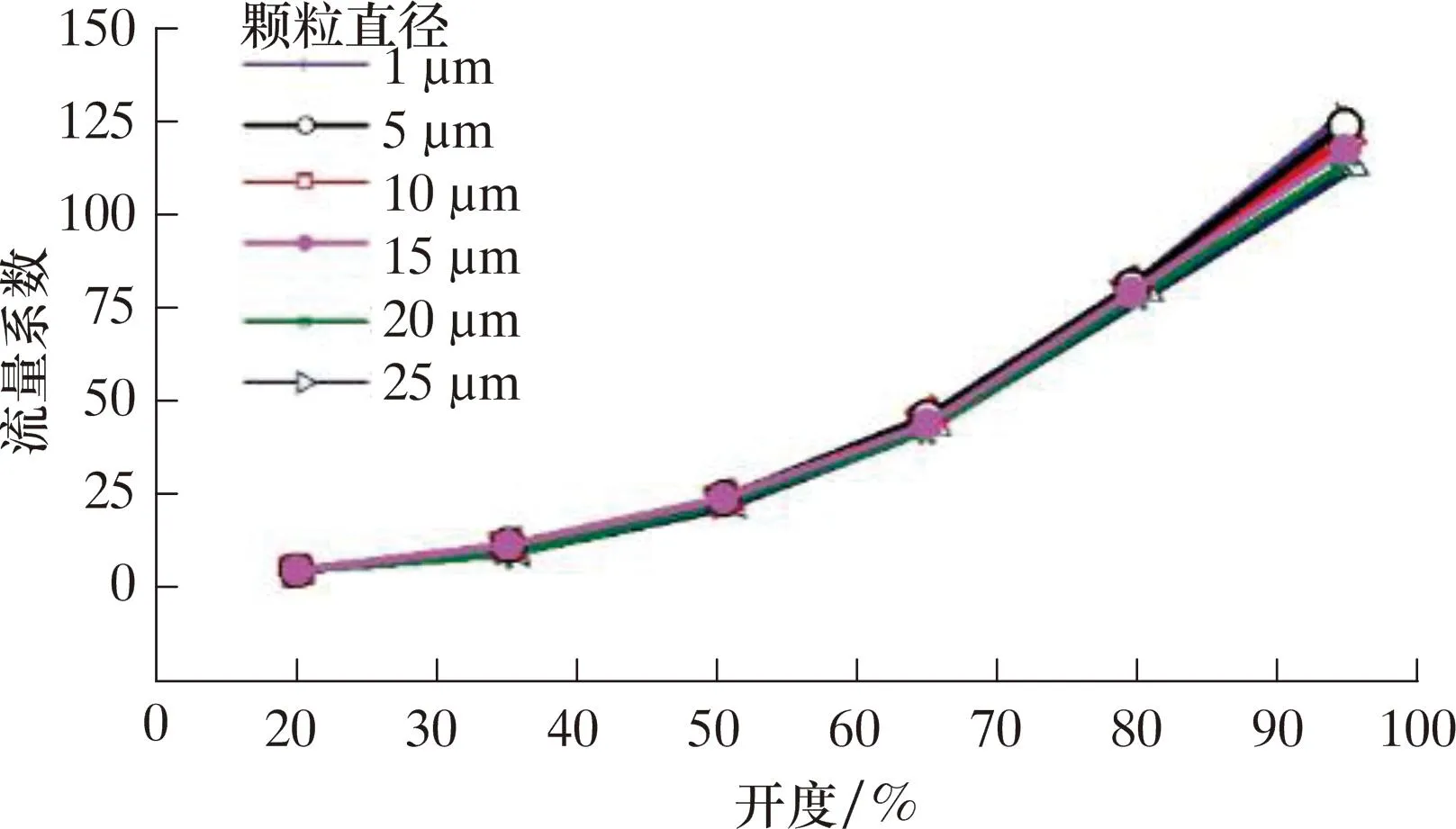
图15 不同固体颗粒大小下导流孔-注水孔的流量系数Fig.15 Flow coefficient of diversion hole and water injection hole under different solid particle sizes
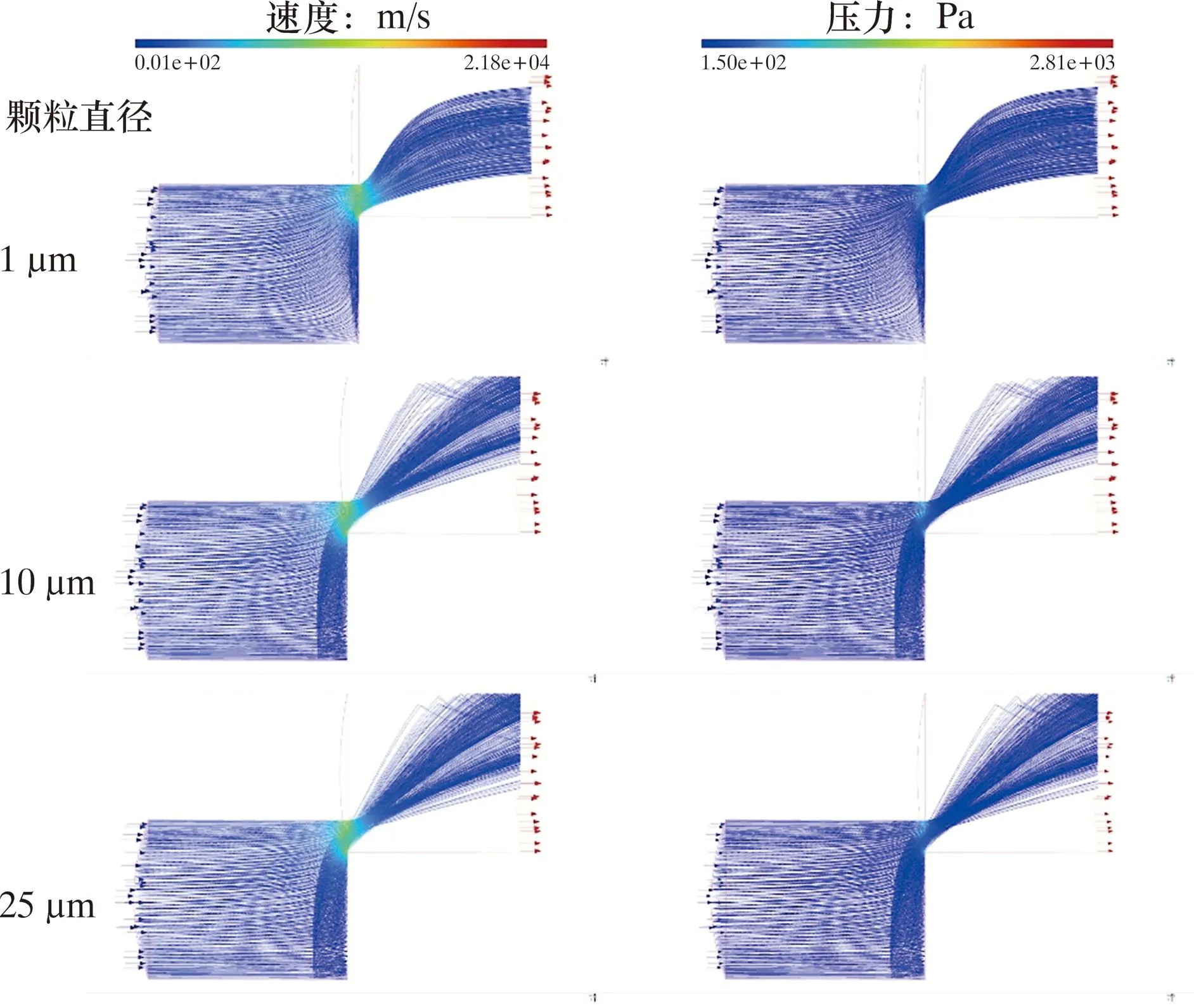
图16 20%开度不同颗粒直径条件下的速度和压力分布Fig.16 Velocity and pressure distribution under different particle diameters at 20% opening

图17 50%开度不同颗粒条件下的速度和压力分布Fig.17 Velocity and pressure distribution under different particle diameters at 50% opening
图17和图18分别为相对开度为50%或80%时的粒子分布情况。由图17和图18可知,当相对开度为50%或80%时,由于粒子惯性对流体的加速作用,高速流动区域长度开始延长;当颗粒直径为10 μm时,由于颗粒的存在,下游壁面下部的涡流规模略有减少;在颗粒直径为10 μm开度为80%的条件下,涡流尺度的衰减更为明显,大量的固体颗粒对流场有一定的强化作用,而颗粒的存在对压力场的影响很小。

图18 80%开度不同颗粒条件下的速度和压力分布Fig.18 Velocity and pressure distribution under different particle diameters at 80% opening
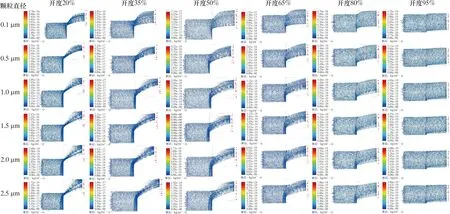
图19 导流孔-注水孔不同开度下的颗粒分布Fig.19 Particle distribution in the diversion hole and injection hole at different openings
图19为不同工况下固体颗粒在导流孔-注水孔中的分布。由图19可知,随着固体颗粒直径的增大,固体颗粒有明显的沉积,说明随着固体颗粒直径的增大,水流对固体颗粒的驱动作用下降。此时,水流在固体颗粒中的拖曳力减小,固体颗粒的重力对其自身运动起到了主导作用,这种效果在相对开度率为80%时尤其明显。由于导流孔-注水孔下游壁面下半部的高速射流,存在着一个回流涡旋。当开度较小时,高速射流的速度较高,回流涡旋的旋转速度也较快,在相对开度为20%和35%时,回流涡旋可以捕获一定数量的固体颗粒,使其随即移动。当导流孔-注水孔的相对开度大于35%时,只有小直径的颗粒随它移动,而大直径的颗粒则跟随主流向下游移动。在回流漩涡的作用下,捕获的固体颗粒不断与注水孔后表面碰撞,造成冲蚀和损坏。由于每次碰撞都会损失一些颗粒的动能,一些颗粒在多次碰撞后沉积在下角。当导流孔-注水孔的开度为35%时,大量的颗粒会积聚在导流孔-注水孔中,但当导流孔-注水孔的开度较小或较大时,积聚在导流孔-注水孔中的颗粒会减少。
在导流孔-注水孔的一些相对开度下,固体颗粒在高速射流的驱动下撞击到注水孔的表面。在相对开度为50%和80%时,颗粒在进入注水孔后跟随高速射流形成了颗粒流带。在小开度的情况下,注水孔中的复杂流动没有形成这种流动带,在80%开度的情况下,导流孔-注水孔几乎完全打开,没有高速射流的存在,因此没有颗粒流带。随着相对开度的增加,大直径的固体颗粒进入导流孔,而不影响注水孔表面。当相对开度为20%、35%和50%时,固体颗粒从导流孔中流出,在高速射流的加速作用下撞击注水孔壁面的上部,从而对壁面表面造成冲蚀。
4.3 颗粒冲蚀
根据DPM(离散相模型)方法,可以计算出颗粒在连续相(即工作液)中受到各种力(如阻力、重力、浮力等)影响而产生的运动轨迹。颗粒随着流体从导流孔流场模型入口流入,接着流经相交位置,最后从注水孔出口流出。可以发现,颗粒从入口处进入后,在相交位置附近受到较大的惯性力而偏向于导流孔一侧,并沿着该方向继续前进直至离开注水孔。这样一来,导流孔所在滑套就会承受更多来自颗粒碰撞和摩擦的冲击力和热量,从而加速其磨损。相反,注水孔所在壳体则会因为颗粒较少而减少其磨损风险。颗粒在途经相交位置时的运动轨迹靠近导流孔一侧,这将会造成导流孔所在滑套的冲蚀磨损比注水孔所在壳体严重。图20为工作液中单个颗粒的运动轨迹。
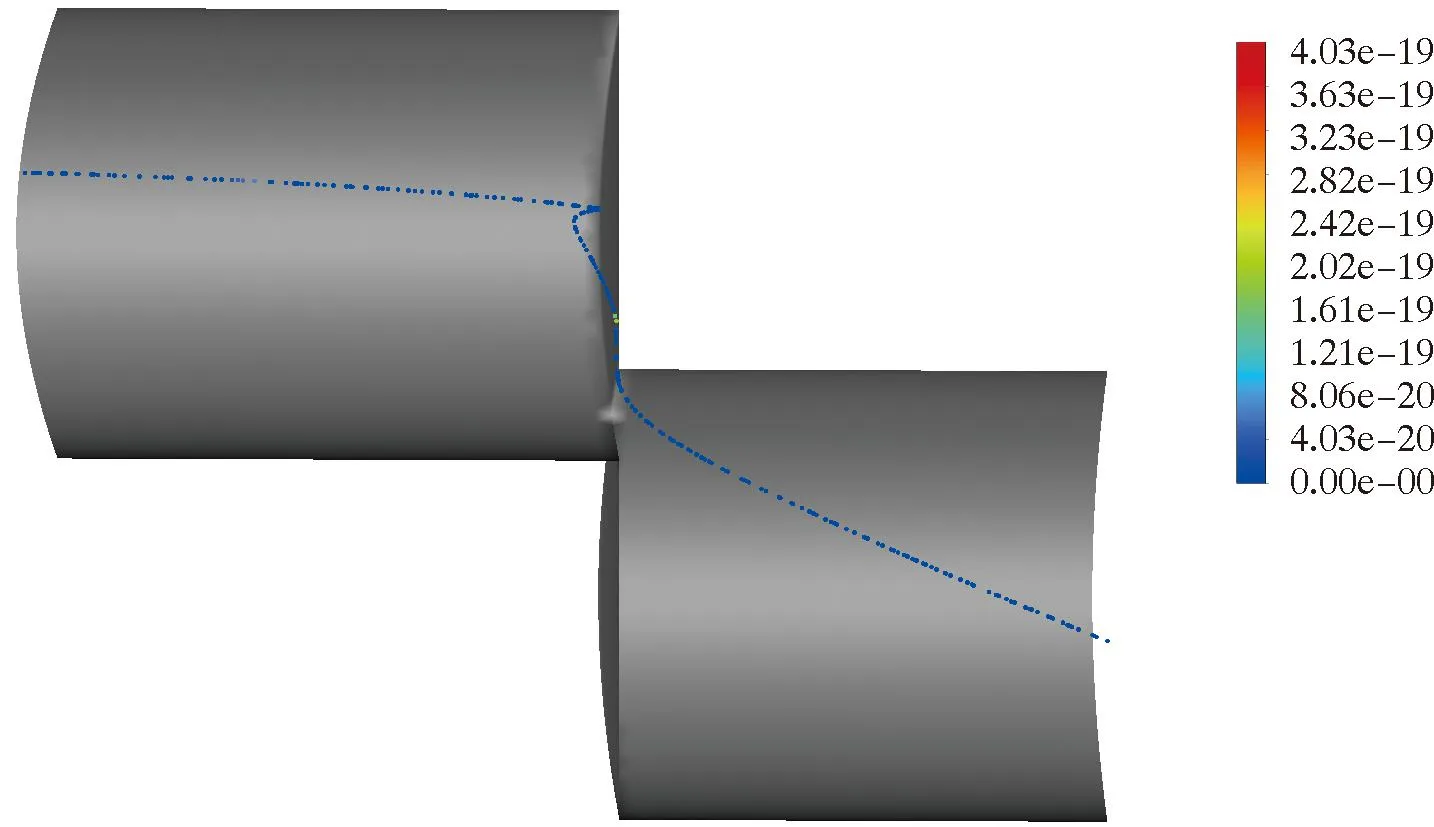
图20 单个沙子颗粒在导流孔-注水孔中运动轨迹图Fig.20 Trajectory of a single sand particle in the diversion hole and injection holes
在导流孔-注水孔长时间工作的情况下,部件表面接受颗粒的冲击而产生冲蚀,影响了导流孔-注水孔的使用寿命,因此研究了不同开度和颗粒直径下导流孔-注水孔和下游壁面的冲蚀情况。图21为相对开度为35%时导流孔-注水孔主表面的冲蚀分布。由图21可知,冲蚀主要集中在注水孔壁面。
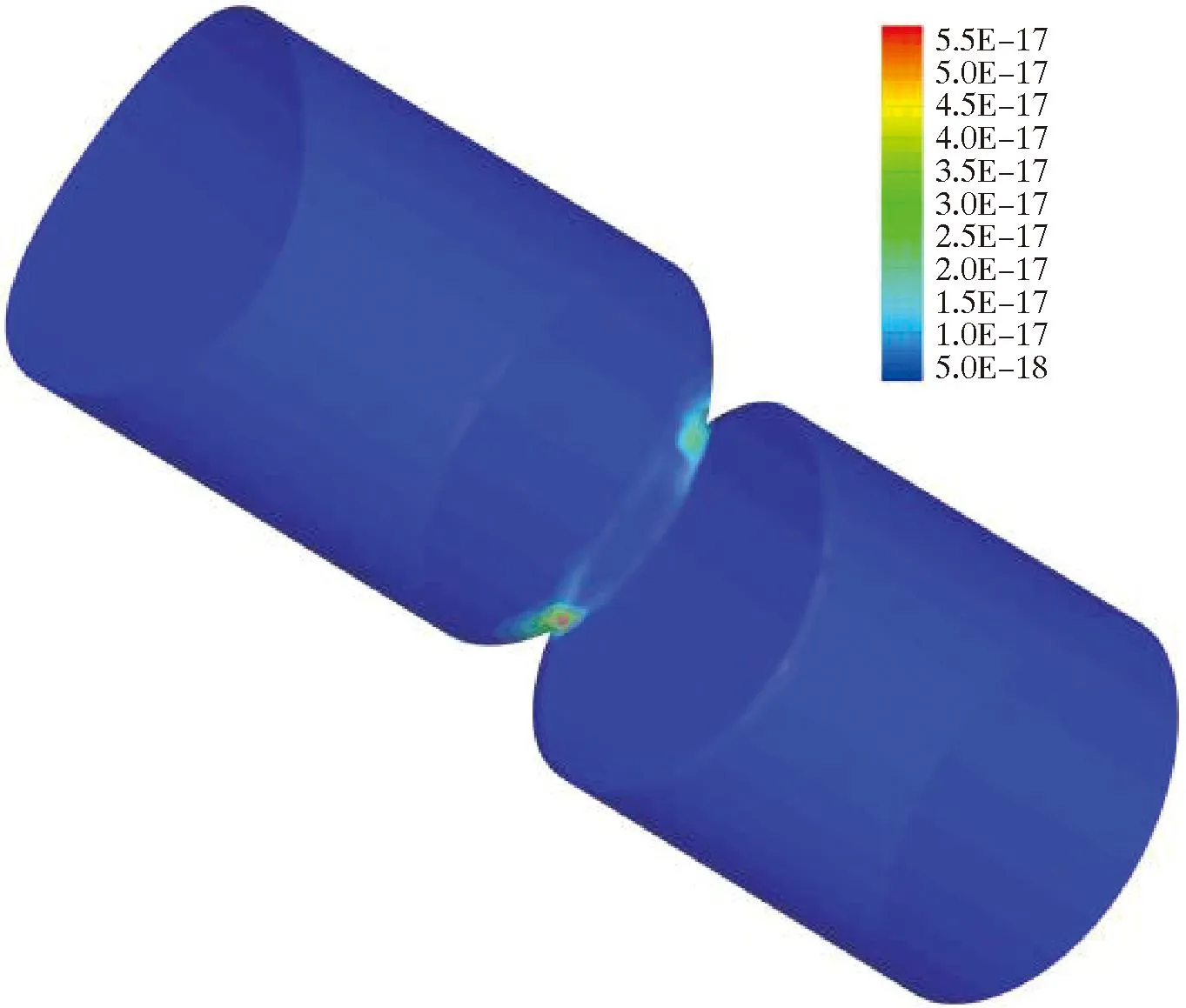
图21 主要冲蚀区的示意图Fig.21 Schematic diagram of the main erosion area
图22为在不同的相对开度和颗粒大小下导流孔-注水孔的冲蚀分布。由图22可知,当开度较小时,冲蚀率较大。原因是相同的进水速度下导流孔-注水孔的相对开度越小,高速射流的速度越高,水传递给固体颗粒的动能越大;另外,颗粒的冲击速度越大,破坏越严重。在相对开度为20%、35%和50%时,冲蚀严重的区域比较集中,而在其他开度下冲蚀严重的区域则比较分散。原因是当开度较小时,导流孔-注水孔的入口流动面积相对较小,随着相对开度的增加,冲蚀面积也随之上升。在相同的相对开度下,冲蚀面积随着颗粒大小的增加而逐渐减少。
当颗粒质量流速保持不变时,固体颗粒的直径越大,导流孔-注水孔中的颗粒数量就越少。由于颗粒数量少和沉积,与壁面的碰撞面积减少。在注水孔-导流孔相对开度为20%和35%时,随着固体颗粒直径的增加,红色严重冲蚀面积相应缩小。在其他开度条件下,严重冲蚀的区域首先收缩,然后扩大,当相对开度大于65%时,冲蚀面积随着固体颗粒直径的增加而上移。当颗粒大小较小时,固体颗粒具有良好的跟随能力,在高速喷射带的推动下,它们撞击在注水孔流道的上部,平抛运动后,阀内直径较大的固体颗粒在下段撞击注水孔。
图23为在不同的相对开度和颗粒直径条件下冲蚀率和颗粒数分布。每条冲蚀率曲线按照其最大值进行了统一划归处理。紫色点代表该位置坐标上的固体颗粒数量,而红色线段代表冲蚀率曲线。固体颗粒数量的变化趋势与冲蚀率的变化趋势基本一致,说明固体颗粒的数量对冲蚀程度起着主导作用,当相对开度为20%时,最大冲蚀率出现在起点附近后突然下降。

图22 不同开度和颗粒大小下导流孔-注水孔冲蚀分布Fig.22 Erosion distribution of diversion hole and water injection hole under different openings and particle sizes
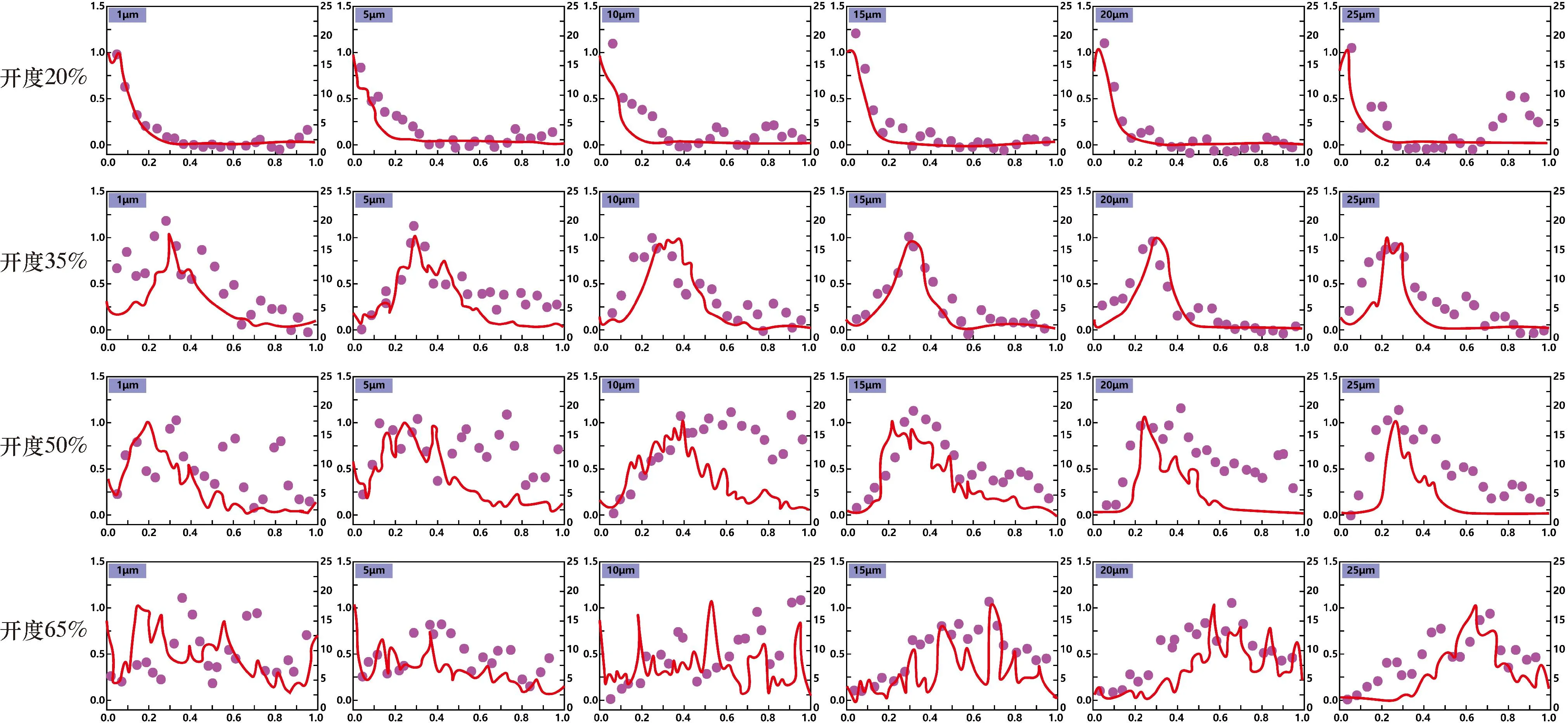
图23 不同开度和颗粒大小下导流孔-注水孔冲蚀分布Fig.23 Erosion distribution of diversion hole and water injection hole under different openings and particle sizes
5 结 论
(1)采用CFD-DPM方法研究了开度分别为20%、35%、50%、65%、80%和95%,颗粒直径分别为1 、5 、10 、15 、20 和25 μm条件下导流孔-注水孔的双相流动和冲蚀特性。研究结果表明:粒径略微降低了导流孔-注水孔的流动性能。当粒径增大时,沉淀效果显著,导流孔-注水孔内壁都发生了严重的冲蚀。
(2)小开度时会引起流体高速喷射流动,冲蚀集中在导流孔的后壁上,冲蚀面积随着颗粒直径增加而增大。
(3)在导流孔-注水孔的流动过程中,颗粒与工具内表面发生碰撞,引起冲蚀工具内表面的冲蚀磨损,影响工具安全使用。由于碰撞和反弹,颗粒对导流孔-注水孔内壁都造成了冲蚀,当开度较小时,冲蚀率随着颗粒直径的增加而下降,当开度较大时,冲蚀率先降低后增加;颗粒的数量是影响冲蚀程度的一个重要因素,导流孔-注水孔的最大冲蚀值随着颗粒大小的增加而呈指数级下降。
猜你喜欢
装备制造技术(2021年4期)2021-08-05
经济技术协作信息(2018年28期)2018-11-22
水利规划与设计(2017年8期)2017-12-20
制造技术与机床(2017年9期)2017-11-27
水利规划与设计(2017年12期)2017-02-06
材料科学与工程学报(2016年2期)2017-01-15
水力发电(2015年7期)2015-12-16
建筑材料学报(2015年4期)2015-11-28
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
电加工与模具(2014年3期)2014-02-24